关于乘用车试制阶段底盘与车身合装方案及夹具的探讨
2017-10-24李耀超孙振江陈晓旭刘晓宇
李耀超,孙振江,陈晓旭,刘晓宇
(中国一汽技术中心,吉林 长春 130011)
关于乘用车试制阶段底盘与车身合装方案及夹具的探讨
李耀超,孙振江,陈晓旭,刘晓宇
(中国一汽技术中心,吉林 长春 130011)
文章对乘用车试制阶段底盘与车身的三种合装方案的形式及优缺点进行了阐述和分析,并着重对资金投入相对较低,应用较为广泛的车身下降式合装方案进行了说明,此外,对于该方案下使用夹具的基本构成,设计特点及运动形式都进行了详细的说明。
底盘;车身;合装;夹具
CLC NO.: U466 Document Code: A Article ID: 1671-7988 (2017)20-63-03
前言
在量产线上,底盘与车身合装时的两者位置关系的确定基本依靠自动导引车(Automated Guided Vehicle,AGV)及合装夹具上的微调装置来保证;自动导引车的使用是为了保证装配节奏,及装配质量的稳定性[1]。然而,在车辆试制过程中,由于受到场地空间,试制成本等因素的限制,而同时又对装配节拍又没有严格的要求,沿用自动导引车进行装配的意义不大。因此,为了完成底盘与车身的合装,底盘与车身之间的位置关系就要依靠灵活的底盘夹具来保证[2]。
1 底盘与车身合装方案
在试制阶段,底盘与车身合装的方式大致可分为三种。
1.1 分装及举升分体式
分装及举升分体式合装方案是指车身被举升机或吊具悬置在固定高度不动,分装好的底盘与举升夹具通过举升装置举升至与车身连接处,进行合装。在装配过程中,底盘件在分装夹具上完成分装后整体转运至举升夹具上,举升夹具和分装好的底盘在举升装置的作用下进行举升,使底盘安装面与车身贴合,通过螺栓紧固完成合装。分装夹具负责保证底盘的装配精度;而举升夹具只起简单的定位作用,不对悬架装配精度起作用,此外为了方便举升,举升夹具结构相对简单,重量较轻。
该方案一方面可以在车身不动的情况下,完成底盘悬架系统的举升及与车身的合装,试制装配过程更贴合量产工艺[3],更能准确地验证量产工艺的可行性;另一方面在底盘与车身合装时能为工人提供充足的作业空间,易于操作。
然而该合装方案也存在很多缺点,一方面分装好的底盘需要从分装夹具转运到举升夹具上,工序相对繁琐;而另一方面分装夹具与举升夹具分开,试制过程多了一套夹具,制造成本相对增加;此外,使用该方案还需要有可靠的举升装置,尤其是在悬架系统重量较重的情况下,如:前悬架与动力总成一同举升的工况下。
1.2 分装及举升一体式
分装及举升一体式合装方案是指车身不动,底盘系统与装配夹具一起通过举升装置举升至与车身连接处,进行底盘与车身的合装,底盘的分装与举升都使用同一套夹具。一般不建议使用该种装配方式,因为底盘与分装夹具本身的重量就已经很大了,如果考虑二者同时进行举升对于举升机及导轨的性能要求就更高,会造成夹具的制造成本的大幅增加及不安全因素的产生。
1.3 车身下降式
车身下降式合装方案是指利用举升机或吊具的升降功能,使车身能在Z方向移动;而底盘与分装夹具仅需在水平面内对位置和角度进行微调,当车身降至底盘与车身连接处时,二者进行合装;这里合装过程与分装过程共用一套夹具。
虽然该种合装方案的工艺方式与量产并不一致,同时因为要优先满足分装工位操作的舒适性需求,夹具设计高度不会太高,对合装过程中工人的作业空间产生了限制,给合装过程造成了一定的不便;然而该方案仅需要一套夹具,同时不需要举升机构,在很大程度上降低了夹具的制造成本降低,提升了夹具使用的稳定性,同时又能保证底盘件的装配精度,即使与量产工艺存在一定的差异,但对量产工艺的验证并不产生影响。
2 车身下降式的夹具特点
当分装好的底盘件及夹具作为一个整体推送至车身下方时,只能确定夹具与车身之间大致的位置关系,而底盘与车身合装过程中,需要二者之间具有良好的对正关系,以避免合装过程中悬架系统甚至动力总成系统在与车身Z向的相对运动中发生干涉。然而,要避免干涉的发生,完成X,Y向及绕Z轴方向摆角的对正,就需要底盘整体能够在一定行程,及绕Z轴一定摆角范围内进行调整。然而该调整很难通过脚轮来完成,因为脚轮承受夹具的自重及整个悬架系统的重力作用,运动阻力较大;这就需要夹具能够在利用脚轮完成夹具与车身之间的粗定位后,又能在合装过程中实现底盘件整体与夹具的毫米级移动。
车身下降式合装方案所使用的夹具一般由带有旋转摆动功能的分装定位层、滑移层、基座层及脚轮组成,如图1所示。
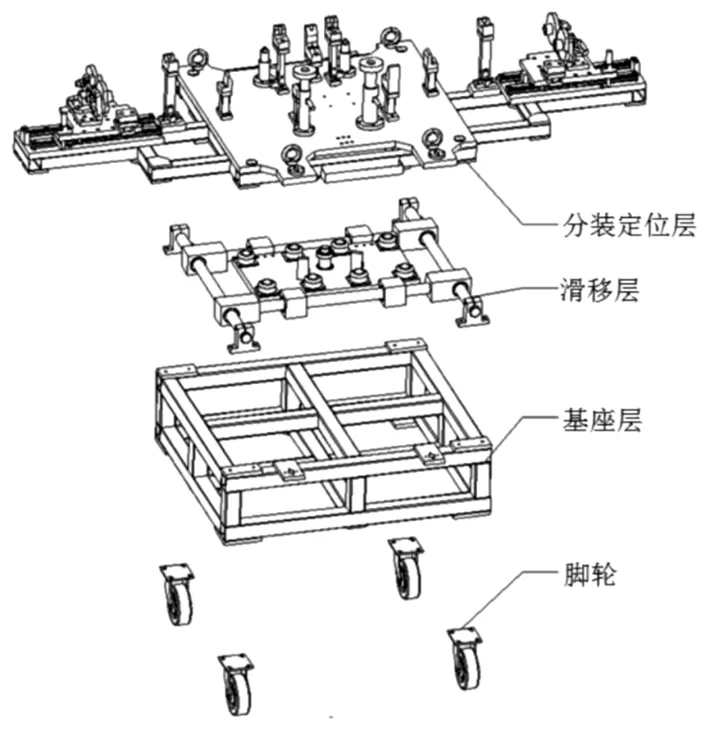
图1 车身下降式合装方案的夹具构成
分装定位层由上部的分装定位柱,支撑柱, BASE板及旋转轴组件组成。功能在于保证底盘件的装配精度;同时在旋转轴组件及支撑球轴承辅助作用下能够实现绕Z轴一定角度范围内的旋转摆动功能。
滑移层由由在X,Y两个方向的各两条光轴导轨,导轨座,轴承座,基板,旋转轴,呈矩阵布置的支撑球轴承及转角限位块所组成,结构如图2所示。滑移层能够实现分装定位层的X,Y向移动功能,及辅助完成分装定位层的旋转摆动功能。光轴导轨负责X,Y方向运动的导向,以及重力的传递;因为在导向的同时,又受到上层结构的重力作用,所以光轴导轨直径不宜过细,一般以直径在 30~40mm为宜,具体尺寸视上层结构的重量而定。通过旋转轴及其相关组件能够实现与分装定位层的连接,使滑移层与分装定位层在X,Y方向上不产生相对运动;支撑球轴承一方面对分装定位层起支撑作用,又能协助完成分装定位层的旋转;通过设计转角限位块能够实现对分装定位层摆动角度的限制。
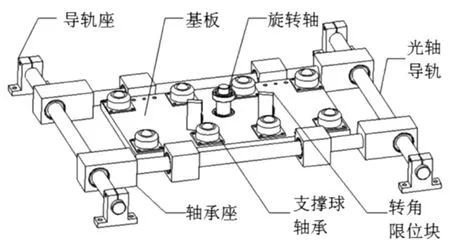
图2 滑移层结构示意图
滑移层一般需设计有-100~+100mm的滑移行程,用来抵消使用脚轮和肉眼进行粗定位时所带来的位置误差。分装定位层需具有的-15°~+15°可调旋转角度,同样用来抵消掉使用脚轮和肉眼进行粗定位所带来的角度误差。需要注意的是,滑移距离设计不宜过大, 过大的滑移距离会导致基座尺寸增大,一方面增加了基座层的重量,而另一方面也易在夹具使用时引发操作空间的干涉;而过大的滑移距离可能会导致夹具在某方向受力不平衡时悬架系统跟随分装定位层产生长距离的滑动,极易造成分装平台与车身或操作人员的碰撞,滑移距离越长,运动速度越快,分装平台所具有的惯性就越大,碰撞结果就越严重。同理,分装定位层的旋转摆动角度同样需要加以限制,过大的摆动角度也容易在操作者误操作时造成严重的后果。
脚轮由四个可锁止的万向轮组成,用于方便整套夹具的转运。因为通常即便是在试制车间内,底盘的分装与合装也很难在同一个位置上完成,因此在底盘分装完成后,需依靠脚轮将底盘及夹具作为一个整体转运至车身下方。四个脚轮需要有锁止功能是因为底盘分装过程多处需要施加较大力矩,为避免校紧力矩时零件带着夹具产生晃动,因而需要脚轮具有锁紧。
3 结束语
乘用车试制作为量产的前期环节,一方面要验证量产装配工艺的可行性,同时又要尽可能减少资金的浪费。本文中阐述的车身下降式合装方案在试制车间内被广泛应用,而对于该方案中夹具结构的说明,仅代表使用该方案下的一部分夹具形式,而夹具的设计思路并不局限于此,只要能够实现底盘与车身的粗、精定位,操作简便,就可以作为车身下降式合装方案下的一种夹具设计形式。
[1] 马涛,赵立影,肖文龙. 提升柔性化线体底盘举升合装精定位实例解析[J].汽车工艺与材料, 2017(04):58-62.
[2] 梅世保.轿车柔性化合装技术的开发与应用[J].汽车工艺与材料,2011(07):61-64.
[3] 章毅,胡昌华,董为,李杨歆. 某车型后桥装配线的开发和应用[J].装备维修技术,2013(Z1):30-33.
On passenger car prototype chassis and body fits plan and jig
Li Yaochao, Sun Zhenjiang, Chen Xiaoxu, Liu Xiaoyu
( China faw technology center, Jilin Changchun 130011 )
In this paper, three kinds of combination schemes of the chassis and body in the test stage of the passenger car are introduced. The advantages and disadvantages of the combination schemes are discussed. The body falls scheme is emphasized for its low capital investment and extensive application. In addition, the basic composition, design characteristics and movement form of the fixture used in this scheme are also described in detail.
Chassis; Body; Combination; Fixture
U466 文献标识码:A 文章编号:1671-7988 (2017)20-63-03
10.16638/j.cnki.1671-7988.2017.20.021
李耀超,硕士学位,就职于中国一汽技术中心 乘用车试制部,试制技术室,工程师。
