基于三维内轮廓的宏程序编制
2017-10-19李建生
李建生
(洛阳职业技术学院,河南 洛阳 471000)
基于三维内轮廓的宏程序编制
李建生
(洛阳职业技术学院,河南 洛阳 471000)
数控铣削加工中,三维内轮廓的编程具有一定的难度,常借助于CAD/CAM软件来实现。本文从手工编程的另一种方法—变量编程,即宏程序,来详细介绍了一例三维内轮廓的程序编制过程。
变量;三维内轮廓;CAD/CAM
内轮廓加工是数控铣削中最常见的,加工时由于受到刀具直径、退刀路线、排屑和散热等因素的影响,内轮廓的加工相对于外轮廓较难。如果遇到三维曲面,编程就更加复杂。如图1,我们常用CAD/CAM软件进行自动编程,但是自动编程也有许多缺点,如软件学习较难不容易掌握、生成的程序较大,严重占用机床内存等。现在的数控系统都会给用户提供另外一种编程方法,即变量编程,也就是宏程序。我们可以定义各种变量,并且给其赋值,变量之间可以进行运算,程序运行可以跳转。利用宏程序编制的程序非常简洁,逻辑严密,易于修改。下面通过实例来阐述宏程序的赋值和编程方法。如图2.
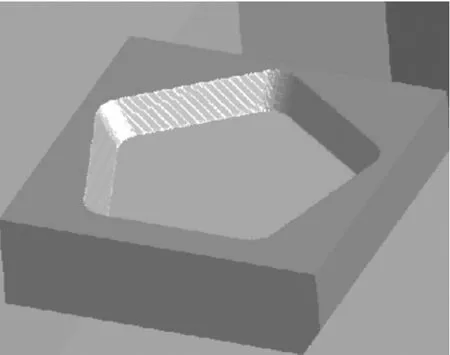
图1 立体仿真图
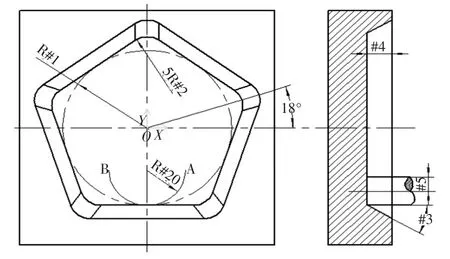
图2 加工示意图
1 工艺分析
如图2所示,加工部位为正五边形周边内斜面加工,顶点圆角上下等半径过渡,先用φ10 mm键槽铣刀加工出φ66 mm直孔,深度10 mm,用宏程序编程,加工示意图如图3,各参数赋值见表1。孔加工好后,用φ12 mm立铣刀加工内斜面,各参数赋值见表2.

图3 直孔加工示意图

表1 直孔加工变量赋值

表2 内斜面加工变量赋值
2 参考程序(FANUC 0I数控系统)及程序注释
2.1 直孔加工参考程序
直孔加工程序如表3所示。

表3 直孔加工程序
2.2 内斜面加工参考程序
内斜面加工程序如表4所示。

表4 内斜面加工程序
(续下图)
(续上图)

程序 注释WHILE[#11LE#4]DO1 判断加工深度,若不满足继续循环1#6=#1-#5+#11*TAN[#3] 计算刀具中心到零点的距离#7=#6/COS[36] 计算刀具中心移动的正五边形轨迹外接圆半径#8=#2-#5 计算刀具中心在五个顶点的圆角半径G0X[-#20]Y[-#6+#20] 快速移动至每层起始点G1Z[-#4+#11]F1000 Z向移动至加工深度G91G03X#20Y-#20R#20F400 圆弧切入走过渡段,增量编程G90G01X[#6*TAN[36]],R#8F1000切换至绝对编程,沿轮廓走刀X[#7*COS[18]]Y[#7*SIN[18]],R#8 沿轮廓走刀X0Y#7,R#8 沿轮廓走刀X-[#7*COS[18]]Y[#7*SIN[18]],R#8沿轮廓走刀X-[#6*TAN[36]]Y-#6,R#8 沿轮廓走刀X0 沿轮廓走刀G91G03X#20Y#20R#20F400 增量编程,圆弧切出退刀G90#11=#11+#22切换为绝对编程Z向每次递进#22 END1 循环结束G0Z30 Z向退刀M30 程序结束
4 结束语
从上面的程序可以看出,使用宏程序编程非常简洁,即使再复杂的零件,程序也不会太长。我们还可以对相同的轮廓进行模块化编程,只要改变其赋值,即表1、表2中的值,就可以加工出形状相同而尺寸不同的轮廓。宏程序的编制的难点在于三角函数表达式、参数方程等的运用,CAD/CAM软件的难点在于零件的建模和NC程序的生成。这两种编程方法各有特点,我们可以在编程时适时而用,提高加工效率。
[1]徐文静.基于复杂零件椭圆槽的编程加工[J].煤矿机械.2016.6:176-178.
[2]李亚平,孟丽霞.典型型腔类零件的数控铣削加工[J].现代工业和信息化.2105.5(17):34-36.
[3]周建安,孙卫.UG在平面铣削加工中的应用[J].机械设计与制造.2005.10:129-130.
[4]王卓亚,余英良.数控铣削加工型腔[J].《金属加工:冷加工》.2008.13 :61-62.
Based on Three-dimensional Contours of Macro Program
LI Jian-sheng
(Luoyang Polytechnic,Luoyang Heyang 471000,China)
CNC milling,three-dimensional contour programming within a certain degree of difficulty,often by means of CAD/CAM software to achieve.This article from another method of manual programming,macro programming,introduced in a three dimensional contour programming process.
variable function;three dimensional;CAD/CAM
TG659
A
1672-545X(2017)08-0293-02
2017-05-17
李建生(1972-),男,河南洛阳人,实验师,本科,主要从事数控加工研究。
