气动打标字体倾斜错位模糊观察与解决方案
2017-10-19刘有章张明辉
刘有章,张 节,张明辉
(华菱涟钢2250热轧板厂,湖南 娄底 417009)
气动打标字体倾斜错位模糊观察与解决方案
刘有章,张 节,张明辉
(华菱涟钢2250热轧板厂,湖南 娄底 417009)
涟钢2250热轧板厂横切线使用的多针气动打标系统为美国进口Telesis品牌,主要用于船板标识,目前,该套气动打标系统在使用过程中经常性出现标识内容错位模糊,严重影响产品质量,增加了生产成本。针对标识内容错位与模糊这一故障现象,进行了系统的分析,并采取一系列措施,最终使打标倾斜错位模糊问题得以彻底解决。
气动打标系统;打标控制器;打标头;同步
气动打标设备在生产船板中是不可或缺的设备,但在使用气动打标系统打标过程中,会出现钢板标识不清楚,字体倾斜,字体错位模糊的情况,产生了一些不符合标识要求的钢板,需要重新返工标识,这样既影响了生产进程,也导致不必要的经济损失。针对该问题,本文对因打标设备出错导致钢板打标内容错误的原因进行了分析并提出了解决措施。
1 气动打标系统介绍
1.1 气动打标系统设备组成部份
气动打标系统包含机械和电气两个部分。机械部分采用龙门架行车结构,龙门架之间安装横梁,横梁下方再悬挂一个打标头单元,电气部分主要由西门子PLC S7-300分布式I/O系统,人机界面WICC,6SE70变频调速装置,低压配电柜,现场总线及电气检测元件等构成[1]。气动打标机系统的核心部分采用美国进口Telesis品牌标示机,主要由TMC700打标控制器,TMM7200打标头,上位机HMI以及系统软件与打标应用软件等构成,其系统结如图1所示。

图1 TMM7200系统块图
1.2 气动打标系统自动打标工作过程
打标过程由PLC控制实现,主控PLC采用自动顺序控制,当主控PLC工作条件就绪,打标头在变频调速电机驱动下,加速到钢板同步状态,打标头与钢板在运动中保持同步打标,打标控制器TMC700完成打标任务后,发主控PLC打标完成状态信号,为下个周期打标做准备。打标控制器TMC700输入输出信号时序如图2所示。
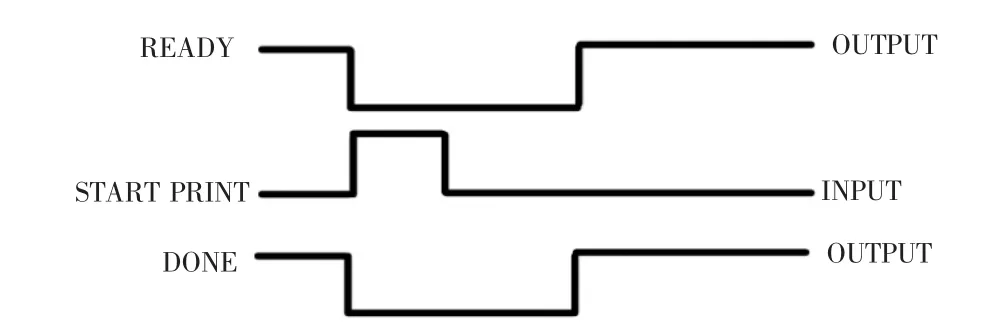
图2 TMC700输入输出信号时序图
2 气动打标内容倾斜错位模糊观察
在实际生产船板过程中,在打标轻度出错时,在钢板表面打标出来字符偶尔倾斜,字符顶部错位,打标严重出错时,打出来的字符模糊不清楚如乱码,图3为倾斜错位的模糊“CCS-B”字符图片,图4打标正常时的“CCS-B”字符图片。

图3 倾斜错位的模糊“CCS-B”字符

图4 打标正常时的“CCS-B”字符
通过现场观察船板打标实际效果,船板标识还是存在倾斜错位模糊缺陷,针对导致船板标识缺陷的特点,分析了气动打标设备系统导致打标内容缺陷的各种原因。
现场观察打标机,发现导致打标内容出错的主要原因在于打标头与运动当中的钢板未能相对静止,导致打标头与被打标钢板不同步引起错位,打标出错的可能原因有:(1)打标头在自动打标过程中动态跟随钢板速度不同步,变频调速装置电机速度与实际钢板速度存在不匹配现象;(2)打标头气动平衡缸未能起到打标头与钢板速度差的补偿功能作用;(3)打标控制器出错,打标头出错;(4)打标头针套与被打标材料钢板之间距离太远。所以得出结论,钢板打标内容模糊、错位,倾斜的主要原因是因打标设备在打标过程中与钢板存在不同步造成的。
3 气动打标内容倾斜错位模糊解决办法
通过现场观察船板打标实际效果,船板标识还是存在倾斜错位模糊缺陷,针对导致船板标识缺陷的特点,采取了以下改进措施:
(1)解决自动打标过程中,打标头与钢板辊道存在速度差的因素,由于钢板辊道长时间运行,该辊道为实心胶辊易磨损,辊径实际有所变小,那么推断辊道实际线速度变小,根据公式v=[(d×Pi)/i]×n(n为电机转速;v为线速度;d为辊径;i为减速比),电机转速与线速度之间转换PLC STL语句表程序如图5,通过程序线速度因子”K”可微调整变频电机给定转数,最终确保打标头在自动打标过程,打标头电机跟随辊道上的钢板尽可能的保持同步运动。

图5 电机转速与线速度之间转换PLC STL语句
通过以上公式及程序将钢板辊道的实际线速度转换为小车变频调速电机所需的实际电机转数,辊道线速度乘以线速度K系数,达到可微调整变频电机给定转数,最终确保打标头在自动打标过程,打标头电机跟随辊道上的钢板尽可能的保持同步运动。
(2)解决气动平衡缸不在原位的问题,气动平衡缸的主要作用也是弥补打标头在自动打标过程中,打标头与钢板不同步时实现同步。优化PLC气动平衡缸动作控制,确保打标开始气动平衡缸在原位,达到预期平衡功能,弥补钢板与打标头速度差。
(3)解决打标控制器及打标头的问题,解体打标控制器、打标头,检查内部电源、步进电机及丝杆间隙、高频气动阀组、针套、各驱动板卡有无缺陷松动,并采取备用机板卡替代法,重新组装打标控制器与打标头联机测试打标效果,另外定期清洗加油润滑打标头内部机械部件。
(4)通过实验证明调整打标头针套与被打标材料钢板之间的行程距离(有效可调行程为3 mm~12 mm),可有效减轻打标头局部振动及噪声,也可避免自动打标过程中打标内容倾斜错位模糊。
通过实施以上改进措施,导致气动打标内容倾斜错位模糊的各种原因一一得到了解决,最终使倾斜错位模糊问题得到彻底解决,气动打标系统恢复了正常工作。钢板打标内容整齐清晰,客户对船板质量满意。
4 结束语
本文通过介绍气动打标系统的系统结构及自动打标过程控制原理,并对气动打标系统在自动打标过程中异常的现象进行观察和分析,找出船板标识出现异常的各种原因,实施了改进措施,梳理维护诊断方法,重点在打标头与钢板同步问题上进行了详细阐述,实现气动打标机系统正常工作,从而提高了气动打标设备系统的工作效率,确保船板产品的生产质量。
[1]廖常初 .S7-300/400PLC应用技术[M].北京:工业机械出版社,2005.
Fuzzy Observation and Solution for Tilt and Dislocation of Pneumatic Marking Fonts
LIU You-zhang,ZHANG Jie,ZHANG Ming-hui
(2250 Hot Strip Mil of Lianyuan Steel Company,Loudi Hunan 417009,China)
Multi needle gas lianyuan steel 2250 hot strip mill using horizontal tangent dynamic marking system for the united states imports telesis brand,mainly used for ship identification,at present,the pneumatic marking system used in the process of identifying the content often appear dislocation fuzzy,seriously affect the quality of products,increase the cost of production.A systematic analysis is carried out on the fault of misplacement and blurring of identification contents,and a series of measures are taken to finally solve the problem of tilting,dislocation and blurring of marking.
pneumatic marking system;marking controller;hit headers;synchronization
TG233.1
B
1672-545X(2017)08-0177-02
2017-05-05
刘有章(1980-),男,湖南益阳桃江人,大专,助理工程师,从事自动化与传动控制技术研究。
