反渗透技术在石化工业废水回用中的应用
2017-10-18孟祥斌林殿森
孟祥斌,程 鑫,林殿森
(中国石油大庆石化公司水气厂,黑龙江大庆163714)
反渗透技术在石化工业废水回用中的应用
孟祥斌,程 鑫,林殿森
(中国石油大庆石化公司水气厂,黑龙江大庆163714)
介绍了反渗透技术在工业废水回用中的使用情况,分析了运行过程中易出现的问题。通过标定得出结论,当生化出水COD(化学需氧量)<50 mg/L、电导率<2 500 μs/cm的条件下,反渗透产水电导率<200 μs/cm、单套产水量平均值为101 m3/h,回收率>70%。运行中存在的结垢、细菌污染、油污染等问题,应根据水质和回用水使用需求进行调节。
反渗透技术;工业废水;运行维护
反渗透技术的作用是去除水中盐分,其原理是通过在半透膜一侧施加大于渗透压的压力,将净水压至产水段,将盐分留在浓水段[1,2]。反渗透去除的是水中的各种离子,只有水能透过反渗透膜,反渗透膜对NaCl的截留率>98%,其出水为去离子水。反渗透膜可去除可溶性盐分,如金属离子盐分,也可去除有机物和细菌等大分子,在废水处理中已广泛应用[3,4]。
1 反渗透技术的系统流程
以某石化公司水气厂污水处理厂中水回用系统作为案例分析。该污水处理厂上游来水成分以石油化工厂含油污水为主,装置的主要设施包括隔油池、气浮池、水解酸化池、曝气池、二沉池、曝气生物滤池,装置的最终水部分进入回用装置,经过超滤膜和反渗透膜进行处理,然后进入离子交换树脂的脱盐水装置,作为脱盐水的原水处理成为脱盐水。该套污水流程主要分为一级处理、二级生化处理和回用装置,一级处理通过隔油池、气浮池去除水中的油和悬浮物,二级处理通过生化处理可降低95%的COD,通过一级和二级处理,生化部分出水COD达到50 mg/L以下、电导率达到了2 500 μs/cm以下。其中回用装置的主要设施包括中速过滤器、臭氧接触氧化池、盘片过滤器、超滤膜装置、保安过滤器和反渗透膜装置。
回用装置生产流程为:曝气生物滤池出水提升至中速过滤器,过滤后进入臭氧接触池,深度降解水中微量COD、氨氮,氧化出水进入超滤装置,阻截水中的大分子有机物、细菌等杂质,超滤出水再经高压泵提升进入反渗透膜,当出水水质电导率<200 μs/cm时,经回用水泵提升至脱盐水装置[5]。每套反渗透膜分为2段,第1段的进水为原水,通过第1段的反渗透膜产出产水和浓水,其产水通过产水管线进入产水池,第1段的浓水进入第2段反渗透膜中,作为其原水,通过第2段反渗透膜的过滤,产出产水和浓水,产水进入产水池,浓水排入污水系统进行处理。
2 反渗透技术的运行维护
2.1 反渗透膜堵塞原因分析
反渗透膜在运行过程中易存在堵塞的问题,原因为细菌滋生、钙、镁离子结垢。针对细菌滋生问题,在超滤系统前端投加次氯酸钠药剂,在超滤系统中杀死细菌,并在出水中留用余氯,抑制细菌滋生,同时在反渗透进水中投加非氧化性杀菌剂以杀死细菌[6]。但水中余氯会损害反渗透膜,在反渗透膜前端需要投加还原剂以消除余氯。针对钙、镁等离子结垢,在反渗透前端投加阻垢剂,阻垢剂和还原剂都从专业药剂厂家购买。在应用实例中阻垢剂投加浓度5×10-6,还原剂浓度3×10-6,根据进水水质进行调节。
2.2 化学清洗
在反渗透膜运行一段时间后,膜内会滋生细菌以及结垢,影响反渗透膜的产水量和脱盐率。所以定期需要对反渗透膜进行化学清洗[7],化学清洗包括碱洗和酸洗,碱洗的作用是去除反渗透中的细菌等有机污染,酸洗的作用是去除反渗透膜中的无机污染和金属氧化物。每次碱洗和酸洗的配药浓度约为2.5%,碱洗剂和酸洗剂均从专业药剂厂家购买。对于重度污染的膜需要碱液和酸液的反复清洗,将反渗透中污染物质去除。药剂在清洗过程中采用冲击加浸泡的循环方式,通过加药泵向反渗透中加药1 h后停止运行加药泵,关闭化学清洗的加药和出药阀门,将药剂留在反渗透膜内浸泡,浸泡2 h后,打开阀门,启动泵,循环冲击和浸泡。在碱洗过程中,因为杀死微生物会产生大量泡沫,应及时清理,避免造成泡沫飞溅。
2.3 低压冲洗
在线低压冲洗是将浓水排水阀门、产水排水阀门及低压冲洗进水阀门同时打开,通过启动低压冲洗泵,使水流在反渗透膜管内产生紊流,冲洗膜表面的盐分和污染物,再通过排放水阀门排走。低压冲洗使用反渗透的产水作为冲洗水,避免产生二次污染。低压冲洗在系统中被设置为常规操作,在开机和停机的过程中进行1次,可设置成每d的例行操作,定期进行冲洗。低压冲洗的压力、流量和时间都对冲洗效果有影响。流量一般大于运行流量,应避免流量过大,使盐分拥堵在膜内。运行压力一般以产水为准,不需要施加过大压力。操作时间为5~10 min。
3 反渗透技术的应用效果
该应用实例中,反渗透装置为2套,以单套为例对水量和脱盐率进行分析。该反渗透系统使用东丽膜型号为TML20-400,单套为168支膜,分为2段。反渗透进出水水质和产量见表1。
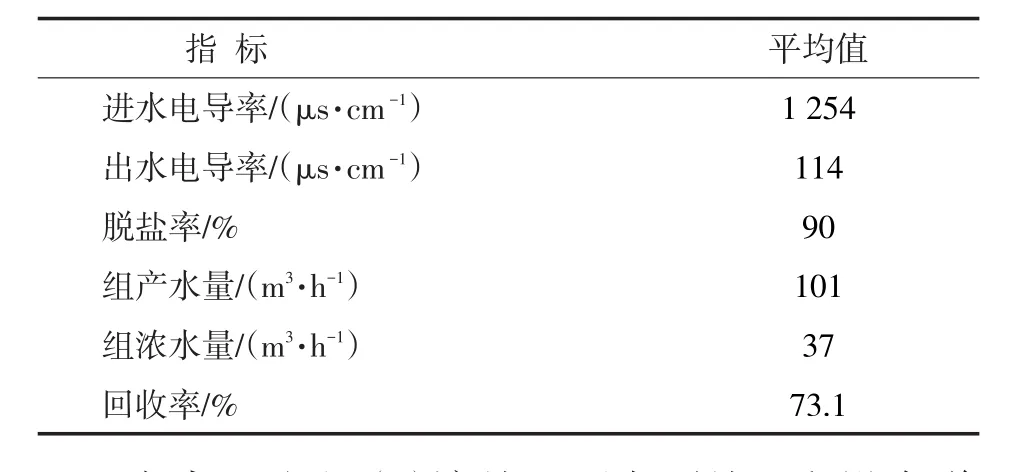
表1 反渗透进出水水质和产量
由表1可见,(1)该处理厂在预处理段没有脱盐装置,故反渗透进水的电导率在1 000 μs/cm以上,属盐分偏高的水。经过反渗透系统,出水电导率达到200 μs/cm以下,脱盐率约为90%。(2)该型号反渗透膜装置单套产水达到100 m3/h左右。(3)回收率控制在75%以下。根据数据分析,反渗透产水可替代工业水作为脱盐水装置的原水(工业水电导率为300~500 μs/cm),达到节能减排的目标。
4 反渗透技术的运行问题及解决办法
该套反渗透系统自建成起,在运行过程中遇到了6个问题,影响了装置的长周期运行。
(1)上游装置来水电导率高、含油高。上游装置来水成分复杂,电导率最高达5 000 μs/cm,含油最高达40 mg/L。电导率高造成反渗透运行负荷超标,影响膜装置寿命。含油量高对反渗透膜造成污染,影响膜装置寿命。将高电导率和高油污水改排至其他污水装置,保证反渗透装置的运行。
(2)反渗透膜压差高,化学清洗没有效果。反渗透膜在运行一段时间后,压差增大,经过化学清洗后,压差没有明显降低,产水量也明显减少。解决办法是对反渗透膜进行离线清洗,离线清洗后产水量、脱盐率都恢复正常。
(3)铁管线中铁离子脱落。在水的运输过程中,经过多段碳钢管线,其中有部分管线的内衬破损导致碳钢管线中铁离子脱落,随水进入到反渗透膜中。解决办法是查找内衬破损的管道对内衬进行恢复,避免铁离子脱落。
(4)结垢问题。反渗透末端已发生结垢,由于反渗透第2段和第1段末端的压力都较低,水流速低,盐分不易被冲刷掉,在末端逐渐积累,其中CaCO3的结垢速度较快,其他难溶盐的结构速度较慢,例如硅酸盐、硫酸盐。在预防结垢的措施中,主要以投加阻垢剂为主,在运行一定周期后进行化学清洗,以溶解垢质[8~12]。
(5)膜元件泄漏。在反渗透运行过程中需要较高的压力,在1 MPa左右,在开机、停机过程中会因排气产生较大震动,致使得密封部件如O型圈松动,在运行过程中会因为污染、堵塞等问题造成压差高,中心管或外壳有破裂,导致泄漏。一般在开机过程中采用慢开阀门,使阀门缓慢打开,使反渗透的压力逐步升高,避免冲击。
(6)细菌污染。反渗透膜内在前端,易产生细菌污染,其来源一般在超滤产水中,因季节等原因滋生细菌,反渗透的非氧化性杀菌剂在长期投加后会使细菌产生耐药性,使细菌滋生更加严重。在杀菌剂投加后,细菌虽然被杀死,失去活性,细菌的躯壳还留在反渗透中,仍会造成污染,其中有机物质会成为其他细菌的食物[13~16]。
5 结束语
反渗透膜技术在工业废水回用领域有巨大的应用潜力,其产水可以代替工业水,已达到节能减排的标准,但在实际运行中存在一些问题,如药剂材料成本、浓水如何处置、对上游来水水质的限制等。反渗透技术大规模应用还需加大研究力度,及时总结工业化过程中的经验,开发其应用空间。
[1]崔玲,李辉.反渗透技术在电磁锅炉给水处理中的应用[J].工业用水与废水,1999(4):11-12.
[2]冯逸仙,杨世纯.反渗透水处理工程[M].北京:中国电力出版社,2000:45-53.
[3]官爱令,温建麟,常艳群.生化与臭氧生物炭组合工艺处理反渗透膜生产废水的研究[J].环境与可持续发展,2016,41(2):165-167.
[4]曹凤英,许普,李永吉,等.超滤膜分离和反渗透技术在企业水处理中的实际应用[J].当代化工,2016,45(4):1471-1473.
[5]张烽,徐平.反渗透、纳滤及其在水处理中的应用[J].膜科学与技术,2003,23(4):241-245.
[6]Kim D,Jung S,Sohn J,et al.Biocide application for controlling biofouling of SWRO membranes:An overview[J].Desalination,2009,238(9):43-52.
[7]罗杰,李文强,王开,等.反渗透系统运行存在的问题及解决方案[J].饮料工业,2016,19(3):50-52.
[8]刘含雷,郏瑞花,田民格,等.反渗透膜硫酸钙垢的抑制和清洗[J].清洗世界,2016,32(2):1-5.
[9]许骏,王志,王纪孝,等.反渗透技术和应用进展[J].化学工业与工程,2010,27(4):351-357.
[10]赵春霞,顾平,张光辉.反渗透浓水处理现状与研究进展[J].中国给水排水,2009,25(18):1-5.
[11]童晓兰.综合运用超滤和反渗透技术实现燕山石化炼油污水回用[J].水工业市场,2011(12):78-80.
[12]王继远,张东辉,王继国.反渗透技术在石油化工企业废水处理中的应用分析[J].建筑工程技术与设计,2016(7):19-21.
[13]刘纪,曹甜,韩彬.反渗透技术在石油化工企业锅炉水处理中的应用分析[J].科技致富向导,2013(8):206.
[14]李越超,徐红恩.反渗透技术在石化炼厂中的应用[J].化工管理,2016(2):31-34.
[15]魏扬城,周志红,何志强,等.反渗透水处理设备在污水处理中的应用[J].中国卫生工程学,2005(4):246-248.
[16]张建忠,李正国.反渗透水处理技术在石化工程中的应用[J].炼油技术与工程,2002,32(9):58-61.
Application of reverse osmosis technology in waste water recycling of petrochemical industry
Meng Xiangbin,Cheng Xin,Lin Diansen
(Water&Gas Plant of PetroChina Daqing Petrochemical Company,Daqing 163714,China)
This paper introduced the application of the reverse osmosis technology in industrial waste water recycling,and analyzed problems easily emerged during operation.It was concluded through calibration,when biochemical treatment effluent COD(chemical oxygen demand)is<50 mg/L and the conductivity is<2 500 μs/cm,the conductivity of reverse osmosis water is<200 μs/cm,the mean value of water production capacity of single unit is 101 m3/h,and the recovery rate is>70%.The problems such as the existed scaling,bacterial pollution and oil pollution during operation should be regulated according to water quality and recycle water usage requirement.
reverse osmosis technology;industrial waste water;operating maintenance
X74
B
1671-4962(2017)05-0029-03
2017-08-18
孟祥斌,男,工程师,2016年毕业于东北石油大学化学工程与工艺专业,现从事化工企业能源管理工作。