水环真空泵转子制造工艺分析
2017-10-18韩永强牛学勤
韩永强,牛学勤,宋 洋,刘 斌,
(1.中国石油大庆石化公司机械厂,黑龙江大庆163714;2.中国石油大庆油田有限责任公司第三采油厂,黑龙江大庆163514)
水环真空泵转子制造工艺分析
韩永强1,牛学勤1,宋 洋2,刘 斌1,
(1.中国石油大庆石化公司机械厂,黑龙江大庆163714;2.中国石油大庆油田有限责任公司第三采油厂,黑龙江大庆163514)
介绍了真空泵转子的结构形式和特点,通过对水环真空泵转子结构、各部件材质及受力情况分析,阐述了制造过程中的难点,有针对性的提出解决的工艺方法,并据此制定了改造方案,实施后效果较好,对同类型真空泵的制造具有一定的参考价值。
真空泵;转子;刚度校核;过盈量
某炼油厂常减压车间水循环真空泵(简称水环泵)的转子为美国进口,直径1 m、长2.53 m,由转子轴、轮毂、叶片组成,制造工艺复杂。水环泵最初用作自吸水泵,由于水环泵中气体压缩是等温的,可抽除易燃、易爆以及含尘、含水的气体,因此,水环泵逐渐应用于石油化工、机械、矿山、轻工、医药及食品等行业[1,2]。
1 零部件的材质与测绘
1.1 各零部件材质确认
对转子轴、轮毂、叶片分别进行光谱定量分析检测,确定其材质。检测后确定成分,见表1。
1.2 按原零部件进行测绘
测绘出转子轴具体尺寸、轴套尺寸、叶片尺寸及外形几何尺寸,在获得基础尺寸后根据公差配合要求及实际操作工况,选取合适的公差带按测绘数据绘制出零件加工图纸及装配图纸[3]。转子轴几何尺寸:直径d=240 mm,长度L=2 530 mm;测绘轮毂的外径d2=430 mm,长度L=1 188.5 mm;叶片数为38片;叶片固定板的结构见图1。

表1 转子零部件化学成分检测结果
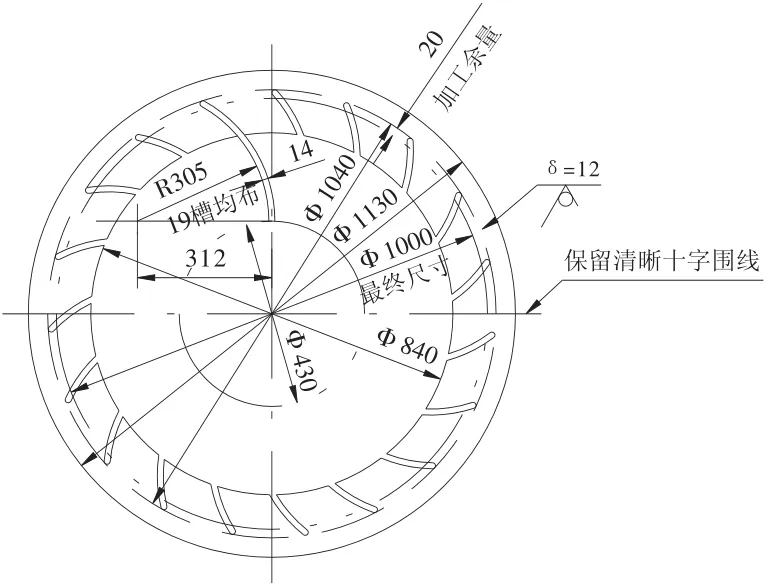
图1 叶片固定板结构
2 过盈量与装配力核算
已知技术参数为:电机功率:N=280 kW,叶轮转速:n=353 r/min
可计算出叶轮轴扭矩:
T=97 500N/n=7.734×106N·mm
叶轮轴向力:Fa=2.0×104N,轴材质:45#调质
轮毂材质:316
屈服强度δ0.2=205 MPa,外径d2=430 mm
轴与毂配合总长:L=150×2=300 mm
轴粗糙度:Ra=1.6 μm
孔粗糙度:Ra=3.2 μm
屈服强度δ0.2=345 MPa,d=240 mm
载荷全部由过盈连接传递。
2.1 选择轴与孔的配合
(1)计算传递T:Fa所需最小压强Pmin:摩擦系数取μ=0.1

(2)计算传递载荷所需最小过盈δcmin:

式中

式中 钢的泊松比μ1=μ2=0.3;弹性模量E1=E2=2.06×105MPa。
代入上式得:

考虑粗糙度对配合的影响,装配前所需最小过盈:

其中U=1.6×(Ra1+Ra2)=1.6(3.2+1.6)=7.68 μm
(3)初选配合方案Ⅰ:
此配合最大过盈:Ymax=130 μm;
最小过盈:Ymin=38 μm;
平均过盈:YP=(Ymax+Ymin)/2=84 μm。
此配合最大过盈:Ymax=169 μm;
最小过盈:Ymin=94 μm;
平均过盈:YP=(Ymax+Ymin)/2=131.5 μm。
(4)包容件(毂)不产生塑性变形允许最大压强:
被包容件(轴)不产生塑性变形允许最大压强:

按上面二值取最小者Pmax1,Pmax1计算零件不产生塑性变形允许最大过盈:

由此可知:即使采用第Ⅱ配合方案仍不会产生塑性变形,当连接中有较多强度储备时可取第Ⅱ配合方案。
2.2 装拆力核算
最大过盈时配合面压强:

这时最大装的压入力及压出力按下式核算。
(1)压入力

(2)压出力
2.3 计算装配温度
(1)包容件毂的加热温度tH:

(2)被包容件轴的冷却温度tC:
由计算可知,若采用轴冷却方式进行组装,冷却温度较低,实现困难。最终选择对轴套进行加热方式装配。
3 转子制造工艺
3.1 转子轴调质热处理
根据最终确定的转子轴材质,确定调质处理工艺。工艺采用井式加热炉,工件采用立装方式进行加热、调质。采用这种方式可避免由于水平入水时造成轴的直线度偏差[4]。
3.2 各加工件制造
按加工方案进行转子轴加工,加工完成后经质检人员现场检查确认;轮毂加工方案:整体加工方案按图纸尺寸加工、检查;叶片的制造。根据测绘出的叶片尺寸,设计专用压制胎具,胎具设计时充分考虑不锈钢材料的回弹系数,先进行叶片试压制,样品检查合格后再进行正式产品的下料、压制。
3.3 转子轴与轮毂热装组装
采用箱式炉进行轮毂的加热,加热温度上限控制在350℃以下;温度达到加热温度后,保温一定时间(根据热处理时工件厚度确定),保证整个工件温度一致;制作工装架,固定转子轴,转子轴下端面提前设置好定位块,保证装配位置。装配前彻底清理轴表面灰尘,杂物,并均匀涂抹一层油脂;轮毂出炉后测量装配位置处直径尺寸,验证是否均匀受热。
3.4 叶片、支撑圈、轮毂之间焊接及热处理
首先进行中间部位支撑圈的点焊固定,组对点焊叶片,然后安装两侧支撑圈,点焊固定叶片。点焊时,叶片与支撑圈及轮毂之间均采用双面点焊,防止因点焊产生焊接变形;焊接时,按照焊接工艺要求采用对称跳焊方式,尽量减小焊接变形的产生;全部焊接完成后,按焊接工艺要求进行相关检测,检测合格后对焊缝进行消除应力热处理[5]。
3.5 精加工及检测
精加工转子叶片外径,精加工转子轴及叶片2侧,手工打磨去除加工毛刺;再次检测转子表面是否存有缺陷及理化检测;最后对转子进行动平衡检测,检测结果合格。
4 结束语
转子是水环真空泵的核心部件,此次制造的转子是水循环真空泵专用转子。按照合理的制作工艺顺利完成了水环真空泵转子轴的测绘及制造,实现了该类型转子的国产化,该转子已经回装且平稳运行了16个月以上,各项运行指标满足工艺要求。
[1]杨断宏.数控加工工艺手册[M].北京:化学工业出版社,2008:13-15.
[2]浦林祥.金属切削机床夹具设计手册[M].北京:机械工业出版社,1995:36-37.
[3]王先逵.机械加工艺手册第1卷工艺基础篇[M].北京:机械工业出版社,2006:24-25.
[4]吴国振,符嵩涛.水环式真空泵腐蚀磨损分析及修复[J].甘肃冶金,2007(4):54-56.
[5]赵万凯,王迎迎.ZBE型水环真空泵汽蚀分析及改造方案[J].节能,2016 ,35(4):79-80.
Manufacturing process analysis of water ring vacuum pump
Han Yongqiang1,Niu Xueqin1,Song Yang2,Liu Bin1
(1.Machinery Factory of PetroChina Daqing Petrochemical Company,Daqing 163714,China;2.No.3 Oil Production Plant of PetroChina Daqing Oilfield LLC,Daqing 163514,China)
This paper introduced the structure style and characteristic of vacuum pump rotor,and through the analysis to the rotor structure of water ring vacuum pump and the materials of all the parts as well as the stress condition,expounded the difficulty during the manufacture,and proposed specific process method,and formulated modification scheme based on this.After implementation of the process method,its effect is good,and it has a certain reference value for the manufacture of the similar type vacuum pump.
vacuum pump;rotor;rigidity checking;magnitude of interference
TB752.22
B
1671-4962(2017)05-0049-03
2017-08-17
韩永强,男,工程师,2004年毕业于大庆石油学院金属材料工程专业,现从事压力容器设计及制造技术管理工作。