NiCrFe耐蚀合金焊接性研究
2017-10-17王宝森朱双春
王宝森 朱双春
(1.宝钢集团中央研究院,上海 201900;2.同济大学材料科学与工程学院,上海 201804)
NiCrFe耐蚀合金焊接性研究
王宝森1朱双春2
(1.宝钢集团中央研究院,上海 201900;2.同济大学材料科学与工程学院,上海 201804)
NiCrFe耐蚀合金是未来高温、耐蚀设备制造首选材料之一。对UNS N08800耐蚀合金材料特点、焊接性进行分析,并采用焊条电弧焊的方法进行对接焊,通过组织观察、性能检测等方法得到相应工艺条件下的焊接接头性能,研究表明国产N08800钢种具有很好的焊接性,一定工艺条件下得到焊接接头性能指标等同于国外同类产品,焊接热影响区晶粒组织没有显著粗化,均为单一奥氏体组织,且焊接热影响区的宽度很窄,为此类钢种的焊接应用提供借鉴。
耐蚀合金 N08800 焊接性
0 序 言
在20世纪50年代,为了减少战略元素Ni 的使用,同时使得材料具有一定的耐热和抗腐蚀性,Ni-Fe-Cr合金体系的耐蚀合金系列钢种应运而生,UNS N08800系列钢种在工业加热炉设备、石油裂化、煤气化等行业设备制造中得到广泛的应用,替代传统不锈钢钢种,并显著提高制造装置在耐高温与耐氯离子腐蚀等的能力。宝钢在2010年开始生产耐蚀合金系列厚板产品,有效扭转了国内耐蚀合金系列板材产品大部分依靠进口的局面。文中针对宝钢N08800系列耐蚀合金的焊接性进行分析,以便其未来更好的应用。
1 N08800的材料特征
N08800耐蚀合金常温为一种固溶状的单相奥氏体组织,以Ni,Fe二元固溶体为基,再加入其他合金元素(Cr,Cu,Al,Ti) 形成铁镍基耐蚀合金,其成分介于不锈钢和镍基耐蚀合金之间。通常有TiN,TiC以及Cr23C6等化合物分布在基体组织上。在熔点以下的温度,氮化物能够稳定的存在,不受热处理温度的影响。在540~1 095 ℃区间合金中,会有铬的碳化物析出,形成析出相,因此,此类合金也会发生与奥氏体合金类似的晶间腐蚀,敏感的温度区间为540~760 ℃。该类钢与不锈钢及碳素钢相比,具有以下特点:一是熔点低; 二是线膨胀系数介于奥氏体不锈钢与碳素钢之间; 三是热导率比碳素钢低得多,比电阻比碳素钢高。其耐腐蚀性能、力学性能及工艺性能比一般不锈钢更优良,同时,该类合金通常用于温度高于539 ℃、需抵抗蠕变断裂的场合,在高温状态下也具有优良的力学性能、耐氧化和耐热腐蚀性能。
N08800合金的化学成分与性能分别见表1和表2,随着N08800钢种的广泛应用,在成分体系优化上陆续演变形成N08810,N08811等钢种,3个钢种主要表现在C,Ti,Al等元素含量控制范围以及固溶处理后板材的晶粒度要求。

表1 N08800合金的化学成分(质量分数,%)
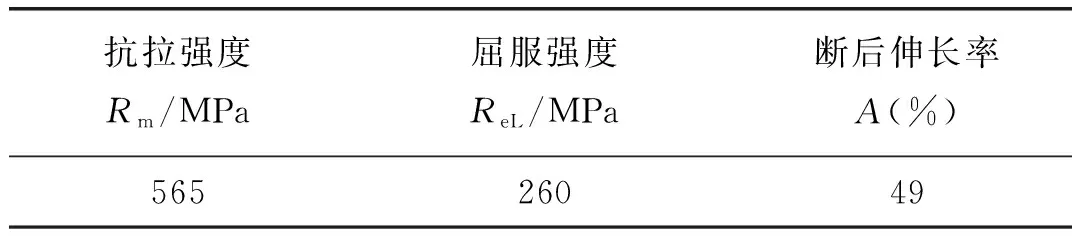
表2 N08800合金母材性能
2 N08800的焊接性分析
N08800系列钢的焊接与奥氏体不锈钢类似,焊接性良好,但也存在焊接热裂纹、焊接气孔、熔合不良、夹渣以及析出强化合金时的应变时效裂纹等缺陷[1]。要防止此类焊接缺陷产生,保证焊接接头在焊后具有等同于母材的良好高温力学性能和耐腐蚀能力,同时保证产品在高温、腐蚀性强的介质条件下长期安全地运行,必须采用合理的焊接工艺。
2.1热裂纹
由于此类钢的热导率比碳素钢低得多,而比电阻却比碳素钢高得多,在焊接热循环的作用下,焊接产生的热量不易散出,容易过热,加之焊缝金属凝固的时间很短,焊缝金属收缩产生的焊接应力会促使焊接热裂纹的产生。另外,焊缝金属中的S,Si,P等杂质也是产生热裂纹的原因之一。过量的S,Si,P等杂质元素与镍形成低熔共晶体,并在焊缝金属晶界处形成偏析,在焊接应力作用下导致焊缝开裂。
在焊丝中应加入促进固溶强化的锰、铌等大原子半径的元素以抑制不理想晶格的定向成长,而且这些元素在焊缝组织中能形成一定数量的碳化物,阻挡晶格缺陷的聚集,从而提高单相奥氏体的抗热裂能力。硫、硅、磷及一些杂质元素的有害作用具有叠加性,所以应将这些元素的总含量控制在低水平。一般要求母材的含硫量应小于0.015%,焊丝的含硫量应控制在0.005%左右。因为锰与硫能形成高熔点的硫化锰,有利于防止焊接热裂纹的产生;钛可起到细化晶粒、提高焊缝抗裂性的作用,所以在焊丝中要加入微量的锰和钛。
2.2气孔
和低碳钢、低合金钢相比,铁镍基耐蚀合金在氧化性焊接气氛中,易形成气孔。因此,焊接时要严格控制焊缝金属中氧的含量,焊前必须清除坡口及其附近的氧化皮、各种油漆涂料等[2]。对焊条电弧焊,尽可能选用具有脱氧作用的钛钙型药皮焊条,并严格控制焊接氛围中还原性物质的含量。
3 试验材料和方法
试验材料选用宝钢特钢有限公司生产的20 mm厚板,采用焊条电弧焊进行连接,焊接材料采用美国SMC公司生产的直径为2.4 mm的Inconel filler metal 82焊丝与直径为3.2 mm的Inco-weld A 电焊条,钨极氩弧焊打底,确保焊缝根部熔透,焊条电弧焊填充和盖面。电源采用Fronius的TT4000,相应的焊接工艺参数见表3,控制层间温度在150 ℃以下。焊条需要进行300 ℃,1 h的烘干,放在保温箱中随用随取。

表3 焊接工艺参数
4 焊接接头的性能和组织
20 mm厚的N08800焊接接头的平均抗拉强度为565 MPa,等同于母材实物抗拉性能。
常温下焊接接头的冲击性能如图1所示,可见,焊条电弧焊焊缝金属的冲击吸收能量最低,随着缺口位置远离焊缝金属,冲击吸收能量逐渐提高,直至达到最大平均冲击吸收能量,即母材的328 J。
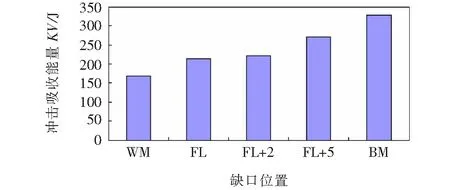
图1 焊接接头的冲击性能(常温)
焊条电弧焊焊接接头的照片如图2所示,通过控制焊接热输入,保证层间温度150 ℃,能够获得理想的热影响区宽度,热影响区宽度仅为0.74 mm。热影响区晶粒长大不明显。宏观金相分析显示,通过控制焊接热输入,焊缝区域焊接质量良好,未出现热裂纹等镍基合金焊接中容易产生的缺陷。
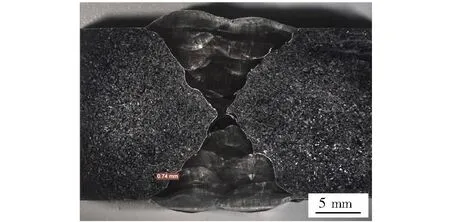
图2 焊接接头宏观体视形貌
焊接接头的显微组织如图3所示。可见,焊接热影响区的组织并没有显著的粗化现象,这是由于在焊接过程中严格控制焊接热输入以及层间温度,避免由于熔池的流动性不良以及过高的热输入造成焊接热裂纹(结晶裂纹和液化裂纹)的出现。热影响区也呈现典型的单相组织,在焊接热循环作用下,热影响区晶粒没有显著的长大。焊接接头的熔合区呈现联生组织状态,焊缝为典型的树枝晶形态。
采用焊条电弧焊焊接方法进行焊接得到的接头在540 ℃和760 ℃两个温度下焊接接头的抗拉强度分别为495 MPa和305 MPa,等同于国外产品性能水平。

图3 焊接接头以及热影响区的显微组织
5 结 论
(1)宝钢N08800钢种具有很好的焊接性,在一定的工艺条件下,焊接接头的性能达到国外同类产品的性能水平。
(2)N08800耐蚀合金母材为单一奥氏体组织,在一定的焊接热输入条件下,焊接热影响区晶粒组织没有显著粗化,且焊接热影响区的宽度非常窄。
[1] 肖 越.UNS N08811铁镍基合金焊接[J].压力容器,2010(4):36-38.
[2] 梁旭琴,陈其骥.UNSN08811钢板的焊接[J].焊接技术,2005(5):23-26.
2016-02-18
TG457.11
王宝森,1972年出生,博士,高级工程师。主要从事不锈钢、镍基合金、钛合金等钢种的焊接工艺和匹配焊接材料研究与开发,已发表论文20余篇。