统筹维修设备管理法
2017-10-17顾宁忠解飞翔山东能源淄矿集团唐口煤业公司山东能源淄矿集团岱庄煤业公司
文/顾宁忠 解飞翔,山东能源淄矿集团唐口煤业公司;山东能源淄矿集团岱庄煤业公司
统筹维修设备管理法
文/顾宁忠 解飞翔,山东能源淄矿集团唐口煤业公司;山东能源淄矿集团岱庄煤业公司
介绍了在维修过程中的一种方法,也是把统筹法应用在现场的一种管理方法,属于流程再造的一个部分,维修设备的时候必须统筹方法运用到每一个环节,打工效率就会大大提高,如何在日常生活中把先进的管理方法用来指导现场是工程技术人员的责任,运用先进的管理方法任重而道远。
统筹法;优化;高效
维修设备管理和维修工序的优化是一个古老而又常新的课题,维修设备的管理和工序优化并不神秘,也无需太深的学问,不仅企业的技术人员能搞,而且可以说只要是熟练的岗位操作工就可以参与。维修设备的管理和维修工序优化的理论基础就是统筹学,常用的方法就是正交试验,它是利用正交表来安排多因子试验,利用数理统计原理进行数据处理,着重关联度分析,通过筛选调优工艺参数,从而确立生产工艺条件,提高运行效率。现在,随着电脑在企业的普遍运用,试验中的数据分析处理会更加快捷方便,更容易大力推广。在煤矿中能够推广和应用经典的理念来管理和指导生产实践,是非常重要而迫切的事。
1 统筹法
统筹法又称网络计划法。它是以网络图反映、表达计划安排,据以选择最优工作方案,组织协调和控制生产(项目)的进度(时间)和费用(成本),使其达到预定目标,获得更佳经济效益的一种优化决策方法。
1962年,我国科学家钱学森首先将网络计划技术引进国内。1963年,在研究国防科研系统SI屯子计算机的过程中,采用了网络计划技术,使研制任务提前完成.计算机的性能稳定可靠,随后,经过我国数学家华罗庚对网络计划技术的大力推广,终于使这一科学的管理技术在中国生根发芽,开花结果,鉴于这类方法共同具有“统筹兼顾、合理安排”的特点,我们又把它们称为统筹法,网络图也称统筹图。
2 岱庄矿机厂基本情况
岱庄煤矿机厂,有两个车间,1个机修车间,一个电气车间;机修车间负责全矿的采煤机、皮带机、刮板机等综采设备的大修工作,是岱庄矿在机修方面比较成熟的一支队伍,随着煤矿精细化管理的不断深入,优质高效精品检修的标准也越来越高,机厂客观条件是维修工作量大,为了提高检修效率,经多次试验,2007年2月份,由机电科解飞翔主创的统筹维修设备法在岱庄矿机厂机修车间得到全面实施,不仅提高了检修速度,而且提高了效率。
3 统筹检修设备管理法及其操作要领
统筹检修设备管理法就是利用统筹学中的正交试验法,得出结论。它是利用正交表来安排多种试验方案,利用数理统计原理进行数据处理,着重跟踪改造机厂检修过程中的工序分析筛选调优工艺参数,从而确立生产工艺条件,去掉其中不必要的环节或者进行分析得出最佳途径,提高效率。
操作要领是要对每一个环节都提出多种方案,仔细分析,寻求最佳。主要是协调检修过程中各种工序之间的关系,优化资源配置,筛选出优质高效工序,用比较少的人力、资金、物资,检修出更多更好的产品,从而收到优质、高产、低消耗的效果。
统筹检修设备管理法适用于煤矿所有检修岗位。
4 统筹法在现场的应用
现在就岱庄煤矿机厂的传统检修和统筹法检修比较,做一介绍:
例一螺栓拆检过程优化法:
机械的维修过程控制,有很多环节影响检修质量、检修时间。而拆螺丝是检修的第一个环节,比如说,刚从井下上来的设备,需要拆检大修,螺丝基本上全部锈蚀,于是在拆检的时候,一开始的时候特别紧,需要加长杆,加大力矩,一旦松动,就容易卸掉,但是在卸的过程中,各个工序配套的问题就有以下几种方案:
我们用一个简单的例子来说明,卸一个减速机的螺丝,某台设备共有12个M24×170的螺丝,想把这12个螺丝一块卸掉拆检:
方案一:
工序:准备工作→套筒扳手上加力杆松动螺栓→长加力杆换成短杆→用短杆把螺栓卸下来→完成
每一个螺栓遵循这个程序,12个就循环12次,时间统计见表下表
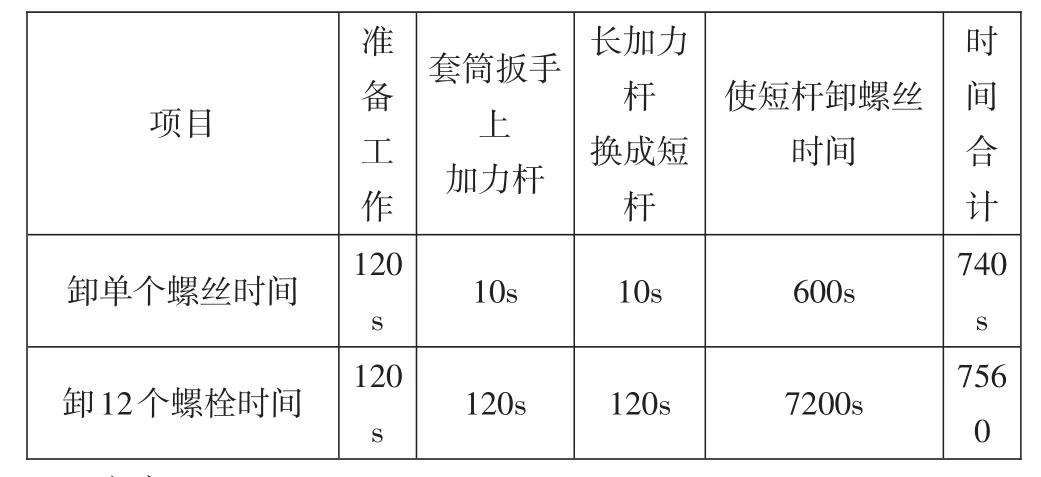
项目时间合计准备工作740 s 756 0卸单个螺丝时间10s 600s套筒扳手上加力杆卸12个螺栓时间使短杆卸螺丝时间120 s 120 s长加力杆换成短杆10s 120s 120s 7200s
方案二:
工序:准备工作→套筒扳手上加力杆松动螺栓(同时松动12个螺栓)→长加力杆换成短杆→用短杆把螺栓卸下来(同时卸掉12个螺栓)→完成

7340s项目卸单个螺丝时间卸12个螺栓时间准备工作120s套筒扳手上加力杆10s长加力杆换成短杆10s使短杆卸螺丝时间600s时间合计740s 120s 10s 10s 7200s
可以看出方案二比方案一节省了时间220s,方案二套筒扳手上加力杆的时间和长加力杆换成短加力杆的时间只有一次的,而方案一则需要六次。
例二:检修设备更换备件集成化法:
在岱庄煤矿机厂在检修各种设备的时候,比较传统,就是包机负责制,就是某台设备计算一下工作量,给一定的时间,然后交给某个工人师傅,这个师傅就会从拆检到换备件到组装,直至检修完毕,一套工序,全部自己独立完成。这样会出现一个问题,就是刚拆完轴承等零件,一手油,又去选密封圈,到仓库领备品备件,然后再现场制作密封圈等不同的工序之间相互穿插,效率不高。有时候,有些备件还没有,就得等着。这样势必造成资源浪费,同时,由于维修工对仓库的位置和顺序不熟悉,尤其一些新进零件的摆放位置不熟悉,所以造成时间上的浪费,现在将方案比较如下:
某减速机检修零件选取时间:
由包机维修工自己选时间:
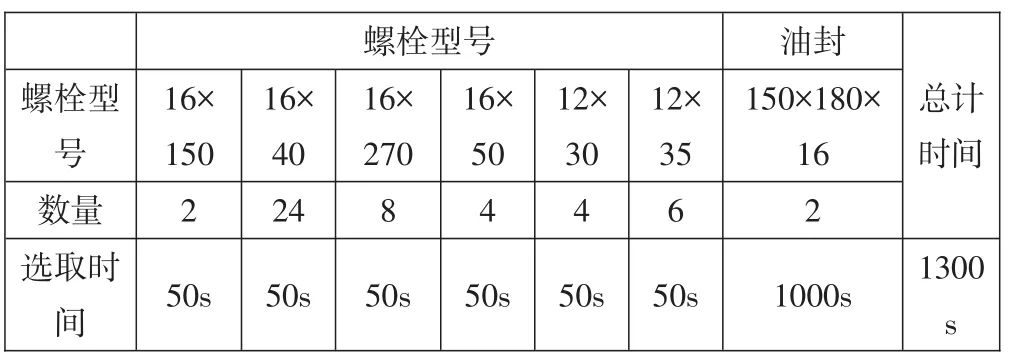
螺栓型号总计时间螺栓型号数量选取时间16×150 2 50s 16×40 24 50s 16×270 8 50s 16×50 4 50s 12×30 4 50s 12×35 6 50s油封150×180×16 2 1000s 1300 s
由班长或者仓库管理员选所化时间:

螺栓型号总计时间1080 s螺栓型号数量选取时间16×150 2 30s 16×40 24 30s 16×270 8 30s 16×50 4 30s 12×30 4 30s 12×35 6 30s油封150×180×16 2 900s
由班长或者仓库管理员自己选零件的方案要比包机维修工节省120s,这个数据显示出班长或者仓库管理员对仓库备件的位置和数量更专业。这种比较的前提是这个包机维修工是个对所修这台设备熟悉,如果维修者对自己维修的设备不很熟悉的话,这个比较的时间差值就更大了。
现代管理的理念就是要把自己不熟悉的让更专业的人去干以便提高效率,而自己要把自己熟悉的做的更专业。基于此提出这种更换备件集成化法,其中的要领在于为每台设备建立台帐,每个减速机在平时都要有自己的一套备件袋或盒,这个盒或袋里边要囊括这台设备所有的螺栓、平垫圈、弹簧圈等小零件并贴上标签,如果维修工检修设备时,只要报出设备型号就可以直接从相关的袋子里或盒子里找备件,或者干脆把袋子拿到维修现场,而大件可以放在箱子里边。平时的整理或备件补充由仓库管理员来完成,在每个箱子里都有一本台张,要记录某年某月某日某人检修使用了什么零件,以利于仓库管理与及时补充和对备品备件管理。这样维修者只要把精力集中在维修设备即可,而且效率非常高。
5 推广价值
在机厂推行这种统筹管理法之后,质量、效率均有明显提高,取得了较好的效益,实现了安全、文明生产。
5.1 工作效率提高。该方法自推行以来,设备检修的台数越来越多,单台维修设备时间越来越短。不再像过去一样不是找螺丝就是没有备件的“等、靠”的局面,仓库管理员的工作也顺畅了许多,避免了相互扯皮现象。
5.2 激发了职工的科技创新意识。由于本法的顺利实施,大大地减轻了工人的劳动强度和节约了劳动时间,把工人的体力和精力解放了出来,使职工在高效率高精准度上考虑问题,不断地有小改小革出现,内容涵盖作业工具的改造、作业场所的配置、物料堆放的原则等一系列的改造,科技创新进入了良性循环。
5.3 工程质量明显提高。自机厂全面推行“统筹维修设备管理法”,机厂的维修故障率和返修率明显减少,同时期工作效率大大提高了,而且创造了巨大的社会效益。
5.4 现代管理法在逐渐被接受。原来一家人以为统筹法是在教科书上的东西,现代管理学是很神秘、高深的理论,现在发现,原来科学就在自己身边。下班时间学习和讨论现代管理法的人也多了起来。