提高批次间切后烟丝水分稳定性研究
2017-10-16苏海建寇霄腾张相辉
苏海建,寇霄腾,张 卉,余 翔,张相辉
提高批次间切后烟丝水分稳定性研究
苏海建1,寇霄腾2,张 卉2,余 翔3,⋆张相辉4
(1.山东中烟工业有限责任公司技术中心,山东青岛 266101;2.安徽中烟工业有限责任公司蚌埠卷烟厂,安徽蚌埠 233000;3.湖北中烟工业有限责任公司广水卷烟厂,湖北广水 432700;4.黑龙江烟草工业有限责任公司技术中心,黑龙江哈尔滨 150000)
为了解决批次间切后烟丝水分稳定性不达标的问题,进行了如下的技术及操作改进:在切片工段,修改切片机挡板运行程序,调整切片检测光电开关,保证切片流量稳定性;在松散回潮工段,根据批次内烟叶的不同吸湿特性采取分组加工,提高回潮后烟叶水分均匀性;在叶片加料工段,为加料管道增设1根回料管道,以提高瞬时加料精度,减少压力泵损坏;并为片柜增设遮料装置,减少环境对片柜内烟叶含水率及温度的影响。使用效果表明,切后烟丝水分平均值的标准偏差为0.08~0.14,CPK值大于1.33的合格率为85%~100%,批次间切后烟丝水分稳定性显著提高。
烟丝;水分;稳定性
0 引言
成品烟丝水分的均匀性,对卷烟的卷制品质至关重要,烟丝水分过小时碎丝率增加,卷制过程产生大量空头烟支[1-2];烟丝水分过大则烟丝填充力下降,甚至形成结团不利于松散,结团烟丝在卷制过程中易造成烟丝填入过多而形成较硬烟支,未结团烟丝会因额外水分影响,造成填入烟丝较少形成较软烟支[3]。因此,如何提高卷烟烟丝的水分稳定性,对保证烟支的整体品质水平至关重要。某卷烟厂调查发现,某牌号卷烟不同批次间的预处理片烟及成品烟丝水分差异显著,为进一步提升和保证产品品质,拟把“提高批次间切后烟丝水分稳定性”作为攻关课题,从烟片预处理的各个工段开展技术攻关。
1 存在问题
切后烟丝含水率的稳定与否影响着后续烘丝的效果和烟丝的物理、化学特性(填充值、耐加工性、焦油含量等)[4-6],进而影响卷烟感官品质的稳定性。通过对各处理段物料水分数据以及感官品吸进行分析发现,不同批次烟片预处理效果差异明显,严重影响批次间切丝水分稳定性;不同批次叶丝感官品质差异显著。
随机抽取30批次某牌号卷烟,每批切后水分平均值的标准偏差大于0.14,CPK值大于1.33的批次数占总批次数85%以上,则视为不同批次间切后水分无差异。
2015年8—9月份某牌号切后水分数据见表1。
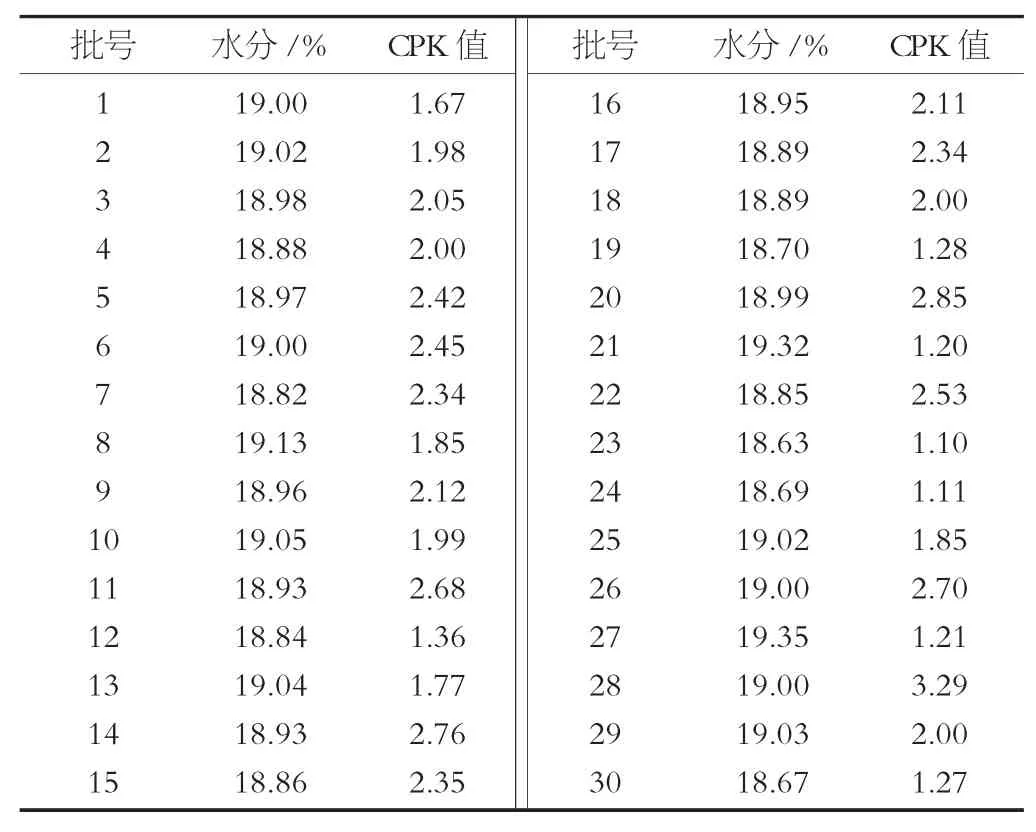
表1 2015年8—9月份某牌号切后水分数据
由表1可知,随即抽取30批切后水分平均值的标准偏差为0.16~0.14,CPK值大于1.33的合格率为80%~85%,达不到公司制造管理部的考核要求,因此要采取相应的措施来提高批次间切后烟丝水分稳定性。根据生产的工艺要求和实际生产经验知道影响切丝水分的原因有很多,如原料的配方变更、烟片预处理效果等因素。
生产环节流程:
高架库配料→解包→松散回潮(水分监测1)→叶片加料(水分监测2)→贮片→叶片再回潮→切丝(水分监测3) →叶丝HT→烘丝。
2 改进措施
2.1 提高松散回潮后烟叶水分均匀性研究
对该牌号不同等级烟叶进行吸湿性试验,探索不同等级烟叶吸湿特性。根据不同吸湿性将烟叶分为不同的组,实现批次内分组加工,高架库顺序出料,稳定切片流量,提高松散回潮后烟叶水分均匀性。
检测各等级原料含水率,然后将原料置于50℃,相对湿度80%恒温恒湿箱中平衡10 min,取最上层烟片采用“烘箱法”检测含水率,计算出每个等级烟叶含水率变化,并对每个等级烟叶原料进行分组。该牌号原加水系数为4.9,综合考虑总加水量和分等级加水量。
某牌号分级加水设计见表2。
通过分级加水,标准偏差从0.88减少到0.49,过程能力指数从0.36提高到0.71。通过试验证明,对不同等级烟叶按照其吸水性进行分类加工,能有效提高松散回潮后烟叶含水率的均匀性,但如果原料配方变更频率高,此方法工作量太大,则需要通过前一天中控采集到增温增湿后物料的温度来进一步对叶片松散回潮加水系数进行相应的调整。
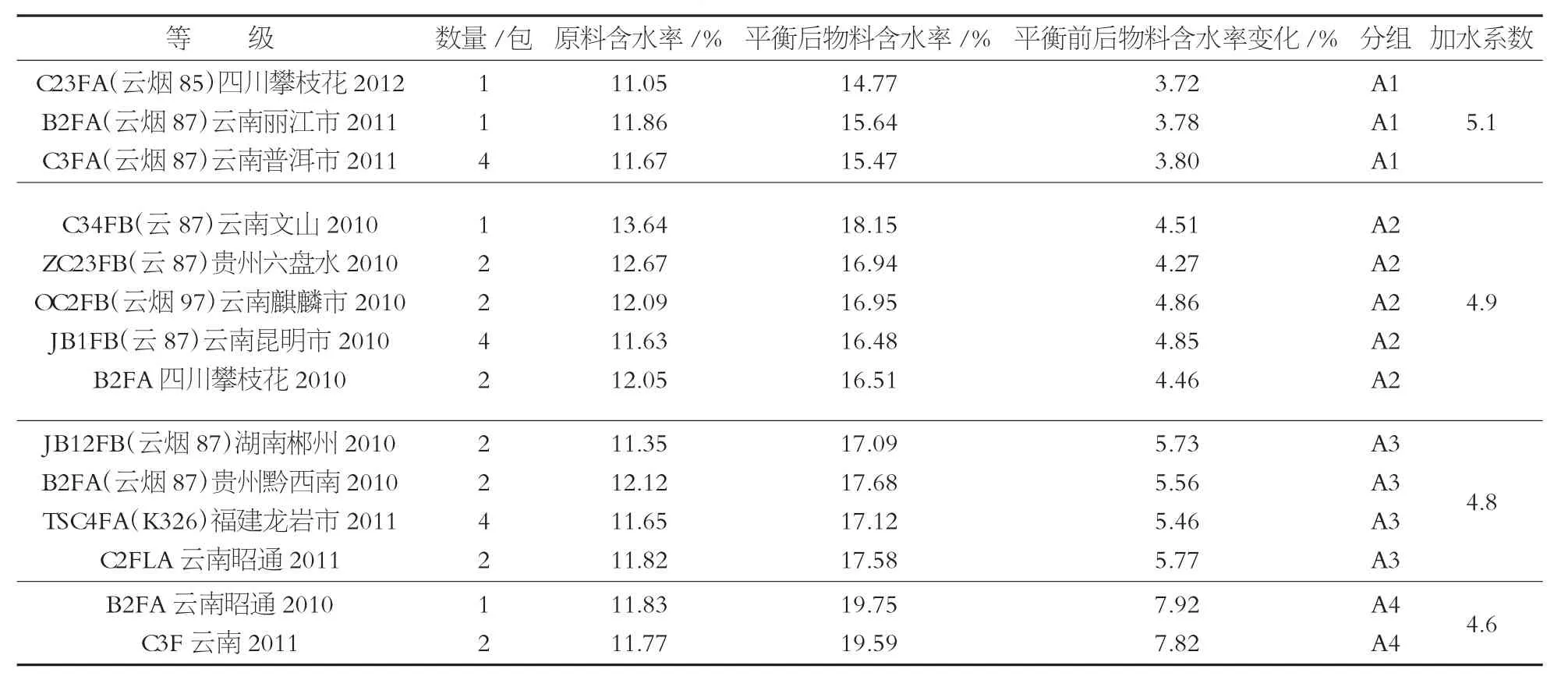
表2 某牌号分级加水设计
2.2 提高切片均匀性和流量稳定性研究
要保证松散回潮后烟片含水率的均匀性,必须保证烟片物料流量的稳定性。目前切片工序存在切片宽度不均匀、流量瞬时波动大的情况,因此需进行技术改进。
2.2.1 提高切片烟包供料信号准确性
在切片机烟包原有供料信号的基础上,加装1个光电管,通过修改程序,增加1个供料信号,有1个检测到有料,程序就判定有料;2个都无料时,才为无料。
切片采用三刀四片式,整包片烟经过分切后质量变轻,在挡板力的作用下烟片后退,这样易形成第3片烟片厚度小,第4片最厚的现象。通过修改程序,将原来挡板比切台晚2 s动作,改为同步动作,这样避免挡板把烟包向后推,同时球形光电管检测到烟包时,推烟板停止推烟,减少烟包挤压,从而提高切片宽度的准确性和均匀性。
2.2.2 调整切片检测光电开关,提高切后烟片检测准确性
制作了275 mm标准切后烟块模拟物,进行烟块模拟调整,设计制作了光电开关支架,增加对射式光电开关,调节原有3组自反射光电开关的角度和位置,保证切后烟块检测准确性,避免检测错误导致的“缺口”现象,从而保证流量的稳定性。
原自反射光电开关见图1,增加对射式光电开关见图2。

图1 原自反射光电开关

图2 增加对射式光电开关
从前后中控趋势图可以看出,改进后切片缺口现象不再出现,切片流量较稳定,无大幅度波动,为加料工段加料的均匀性提供良好基础。
2.3 优化加料流量控制,提高小流量加料精度
根据产品工艺加工特性,造纸法薄片、高档烟、其他片烟的流量标准不同(薄片和高档烟流量5 000 kg/h,其他片烟流量6 800 kg/h),加料泵的工作频率不同。由于加料泵为高速泵,造纸法薄片和高档烟实施加料时,加料泵处于“高速—即停—高速—即停”的工作状态,虽然总体精度符合工艺要求,但加料顺时精度合格率仅为94.6%,而且增大压力表和泵的工作负担,缩短其工作寿命。为此,项目组人员通过分析并实施了优化:在加料管道中增加1道回料管道,当生产流量设定5 000 kg/h时双回料管道打开,当生产流量6 800 kg/h时自动关闭改造后的回料管道,保持原有回料管道畅通。
回料管道设计见图3。
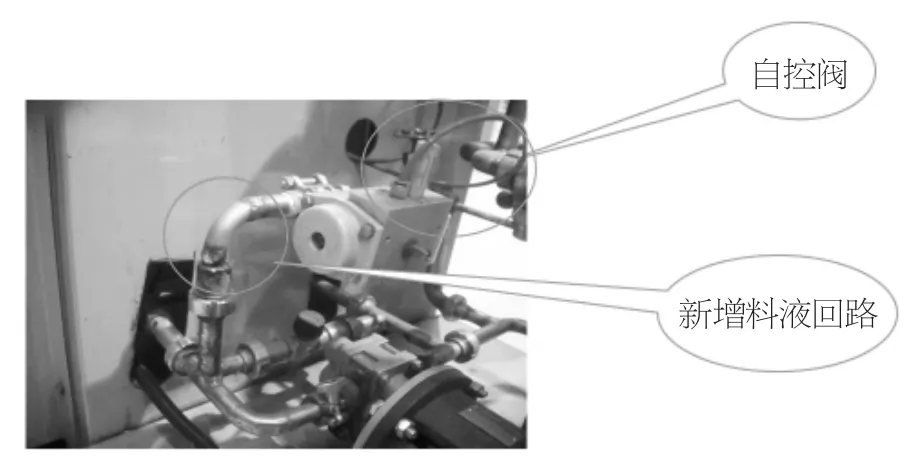
图3 回料管道设计
经过对加料泵流量控制的优化,加料总体精度合格率100%,加料瞬时精度合格率提高到98.1%,减少了压力表损坏,加料均匀度89.5%也达到了行业较好的水平。
2.4 增加片柜遮料装置
为保证片柜内叶片含水率和温度的稳定性,设计制作了片柜遮料装置,为实现自动遮料,减少环境扬尘和冷凝水,保证遮料装置的安全运行,项目组进行了牵引机构的设计、遮料布的选型、安全检测信号的设置、自控程序编写等。
遮料装置见图4,某牌号加装遮料装置前切后水分指标见表5,某牌号加装遮料装置后切后水分指标见表6。
图4 遮料装置
由表6可知,加装遮料装置后该牌号切后烟丝水分标准偏差的平均值由加装前的0.10降低到0.06,绝对偏差平均值由0.17降低到0.07,CPK平均值由1.65提高到2.23,改善效果明显。再从该牌号中另选取1组装置进行改进前后的切后烟丝水分对比。
加装遮料装置前后切后水分的对比统计见表7。

表5 某牌号加装遮料装置前切后水分指标

表6 某牌号加装遮料装置后切后水分指标

表7 加装遮料装置前后切后水分的对比统计
3 应用效果
按照公司制造管理部对该品质攻关项目的验收标准,随机抽取4—5月份,30批次该牌号卷烟,每批切后水分平均值的标准偏差大于0.14,CPK值大于1.33的批次数占总批次数85%以上,则视为不同批次间切后水分无差异;反之,则视为切后烟丝水分稳定性不达标。根据以上采取的技术措施,随机选取4—5月份30批次该牌号统计数据。
2017年4—5月份某牌号卷烟切后水分数据见表8。
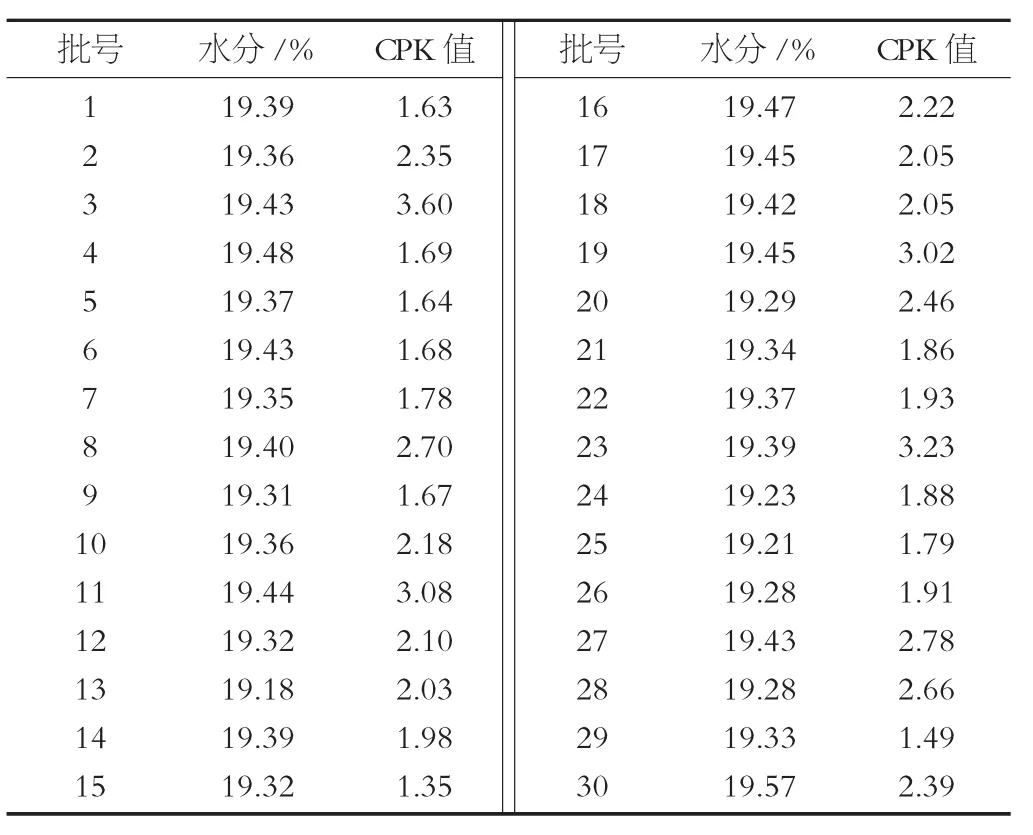
表8 2017年4—5月份某牌号卷烟切后水分数据
由表8可知,随机抽取4—5月份30批该牌号切后烟丝水分统计结果,平均值的标准偏差为0.08~0.14,CPK值大于1.33的合格率为85%~100%,超额完成了公司制造管理部的考核要求。说明以上改进措施能够有效改进批次间切后烟丝水分稳定性差的问题,有助于保证后续加工过程的工艺品质,提高成品烟丝的水分稳定性和均匀性,对卷烟厂提高卷烟感官品质稳定性、实现“卷烟上水平”的目标具有一定实践意义。
[1]国家烟草专卖局.卷烟工艺规范 [M].北京:中央文献出版社,2003:73-86.
[2]毛多斌,张魁岭,贾春晓.烟草香味化学 [M].郑州:河南科学技术出版社,2002:32-57.
[3]陈玲,李剑政,杨文彬.应用加速溶剂萃取法分离烟丝致香成分 [J].分析测试学报,2007,26(Z1):296-299.
[4]寇伟,马林,王建民,等.卷烟的卷制水分变化对卷制质量的影响 [J].郑州轻工业学院院报(自然科学版),2005,15 (4):130-133.
[5]孙东亮,米强,胡建军.卷烟卷制质量的稳定性研究 [G]//2006中国烟草学会专业委员会烟草工艺学术研讨会论文集.郑州:中国烟草学会,2006:40-44.
[6]陈良元.烟草生产工艺技术 [M].郑州:河南科学技术出版社,2002:125-156.◇
Study on Inproving Moisture Stability of Cut Tobacco in Batch
SU Haijian1,KOU Xiaoteng2,ZHANG Hui2,YU Xiang3,⋆ZHANG Xianghui4
(1.Technology Center,Shandong Tobacco Intustry Co.,Ltd.,Qingdao,Shandong 266101,China;2.Bengbu Cigarette Factory,Anhui Tobacco Intustry Co.,Ltd.,Bengbu,Anhui 233000,China;3.Guangshui Cigarette Factory,Hubei Tobacco Intustry Co.,Ltd.,Guangshui,Hubei 432700,China;4.Technology Center,Heilongjiang Tobacco Intustry Co.,Ltd.,Harbin,Heilongjiang 150000,China)
In order to solve the issue that the moisture stability of the cut tobacco from different batches is unqualified,the improvements of technologies and operation are enumerated as follows:in the slice section,modified the operational procedure of slicer baffle,adjusted the photoelectric switch of slicer,ensured the stability of flow;in the conditioning section,processed the tobacco leaves of different batches in groups according to their different hygroscopic properties,to improve the stability of tobacco moisture after conditioning;in the casing section,added a back feed pipe for the feeding pipes,to improve the transient loading precision,and reduce the pressure pump damage;and arranged a covering material device for the slice ark to decrease the influence of environment on tobacco moisture content and temperature.Application effect indicated that the standard deviation of cut tobacco moisture average is 0.08 lower than 0.14,the percent of pass of CPK value that which is higher than 1.33 is 85%~100%,the moisture stability of cut tobacco between different batches has increased significantly after improvement.
tobacco;moisture;stability
TS443
A
10.16693/j.cnki.1671-9646(X).2017.09.004
1671-9646(2017) 09a-0014-04
2017-07-05
苏海建(1985— ),男,硕士,工程师,研究方向为卷烟香精香料设计。
⋆通讯作者:张相辉(1983— ),男,硕士,工程师,研究方向为卷烟产品设计。