“鳌通”轮舵系海损修理工艺
2017-10-16陈金琨
陈金琨
(交通部烟台打捞局船舶修造中心,山东 烟台 264000)
“鳌通”轮舵系海损修理工艺
陈金琨
(交通部烟台打捞局船舶修造中心,山东 烟台 264000)
文章分析了舵杆销座由于海水严重腐蚀造成舵系失效的成因,提出采用舵杆销座上镶钢套的修理工艺方案,解决了常规修理周期长、成本高的问题。并对工艺参数进行了设计,安装恢复进行了检测。在目前航运市场普遍低迷,船东经费紧张的情况下,采用该修理方案得到了良好的市场效益,对类似舵系海损船舶修理具有现实的指导意义。
舵销座;舵杆;镶钢套;海损修理
Abstract:Analysis is focused on the rudder pin seat because of serious corrosion which causes rudder failure.The steel sleeve repair process on the rudder pin solves the unfavorable factors of conventional repair including long cycle and high cost.The process parameters were designed,and the installation and recovery were tested.Especially in the current downturn in the shipping market and the owners' lack of funds,the repair program achieved positive and good market efficiency,which is of practical significance to the similar ship repair with rudder.
Keywords:rudder pin;rudder;steel sleeve;average repair
2016年6月,由于长期舵效不好,2万吨级散货船“鳌通”轮进坞修理,进坞后发现其舵叶倾斜严重,随时有脱落的危险。将舵叶拆卸落地后,发现其舵杆销座及舵杆锥体部分被海水腐蚀严重,经测量舵杆销座与舵杆锥体配合间隙最大处为3 mm,舵杆锥体部分键与键槽磨损严重,有咬边现象,而且键在海水腐蚀作用下已明显变小,起不到紧固连接作用,整个舵系已无法继续使用。如图1、图2所示。

图1 舵销座海损情况

图2 舵杆海损情况
1 失效原因分析
舵杆销座与舵杆锥体部分锈蚀严重,产生该现象的原因有2方面:①密封问题。舵杆销座与舵杆锥体大端密封损坏或者压紧力不够,导致密封不严造成海水进入,海水逐渐渗入锥面配合处,腐蚀严重致使结合力下降,舵叶及舵杆紧配失效,长期使用出现舵叶倾斜。②装配问题。舵叶与舵杆安装不牢靠,装配时轴向力不够。在转舵过程中,舵叶与舵杆有轻微的偏转,其扭转力由键与键槽承担,磨损逐步加剧,键与键槽产生咬边,致使舵叶松脱。
经过对现场舵杆、舵叶、锁紧螺母勘察情况,确认由于上次坞修中工人安装疏忽,锁紧螺母未加防松脱装置,长期使用使螺母松脱,定位出现偏差,海水进入腐蚀锥体,使舵杆销与销座锈蚀磨损严重导致失效。
2 修理方案选择
方案1:舵杆销座换新。首先光车加工舵杆锥面,去除腐蚀部分铁锈,根据舵杆锥体部分尺寸,加工制作舵杆销座。然后,将损坏舵杆销座割除,更换新舵杆销座。此方案舵叶需要上胎架,新舵杆销座与舵叶焊接时,定位精度要求非常高,保证舵杆销座与舵销座圆心的同轴度,和舵叶中心面基本重合。使舵销座与舵销同轴,对焊工及钳工要求非常高,出现微小偏差都导致舵系无法装复。
方案2:舵叶锥孔可采取镶钢套的方法恢复锥孔尺寸。制作舵叶胎架,将舵叶安放于胎架上,在原有舵销座的基础上镗孔,锻打一个钢套,镶入镗孔位置,使其成为一个与舵杆销紧配的新舵销座。此方法舵叶与舵销座定位方便,而且精度高,出现定位偏差几率低,简单实用。
经过对比,方案1施工难度较大,舵杆销座是铸件,定做周期长,耽误船方用船。无论在时间还是费用方面对船方来讲都是不小的负担。方案2工期较短,费用低廉,加工制作方便,为修复最佳方案。
3 修理施工工艺
1)根据舵叶图纸制作胎架,然后将舵叶放置于胎架上,并焊接固定。
2)将镗床刀头中心与舵叶上舵杆销座中心拉线找中,选择合适刀具进行镗孔,镗孔尺寸D410 mm,为了防止使用过程中钢套的脱落,对舵杆销座镗阶梯孔,将舵杆销座锈蚀部分完全去除。
3)将舵杆放置于车床上,找中后,对锥体部分表面进行光车,沿锥度方向光车1 mm,去除表面锈蚀部分,然后上磨床对表面进行抛光处理,粗糙度达到Ra3.2。
4)舵杆上部舵承处磨损严重,使用不锈钢焊条进行焊补长肉,车床光车,表面磨床抛光。
5)舵杆锥体下螺纹部分锈蚀无法使用,焊补长肉,再光车螺纹。
6)根据舵杆锥体部分锥度,用35#钢锻造一个外径410 mm,内孔与舵杆锥体配合的钢套,钢套上下端面开设15 mm坡口,锥孔开平键键槽1个。
7)根据钢套内平键槽尺寸,使用35#钢锻造平键1个,锻造后调质处理,保证强度。
8)将锻造后钢套用干冰冷缩,表面收缩0.5 mm,过盈装配到舵叶上,然后上下端面开坡口处进行焊接固定,为增加使用过程中的安全系数,在焊接完成的新舵销座上安装稳钉,防止长期使用钢套脱落。
9)将加工好的舵杆和舵杆销座,在胎架上进行现场拂配,要求接触均匀,在25 mm×25 mm范围内斑点不能少于4个,接触面积必须达到80%以上。
10)使用35#钢锻造舵杆与舵叶连接锁紧螺母1个。
11)上船安装,试航。
4 修理前后数据测量
舵叶拆卸后对整个舵系进行拉线测量,检验舵系轴线是否因为舵叶部件损坏,长期使用造成舵系轴线不正。舵承内部与舵系中心距离,拉线测量结果显示,经过数据测量轴线处于合理范围内,未出现不正现象。
舵叶加工前后,对舵叶进行检查,对整个舵叶轴线进行同轴度测量;测量点位置如图3,测量数据如表1所示。
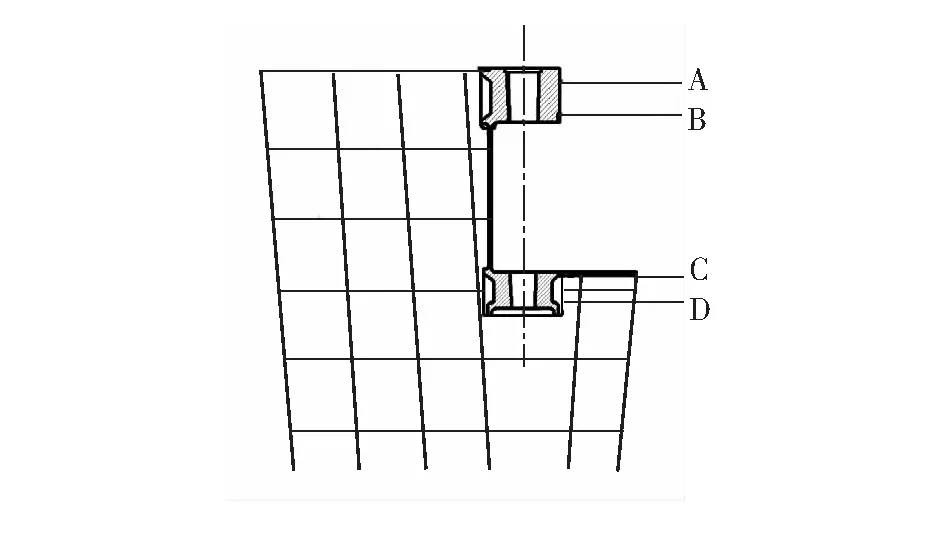
图3 舵叶轴线同轴度测量点示意图
通过数据对比发现,加工后的舵销座同轴度较加工前的数据偏差减小很多,保证了精度,满足安装要求。
将加工完成的舵杆放置胎架上进行舵杆直线度检测,测点位置如图4所示。舵杆加工前后测量数据对比结果如表2所示。加工后的舵杆直线度要比加工前偏差减小,满足安装要求。

表1 舵叶加工前后同轴度测量结果对比 mm
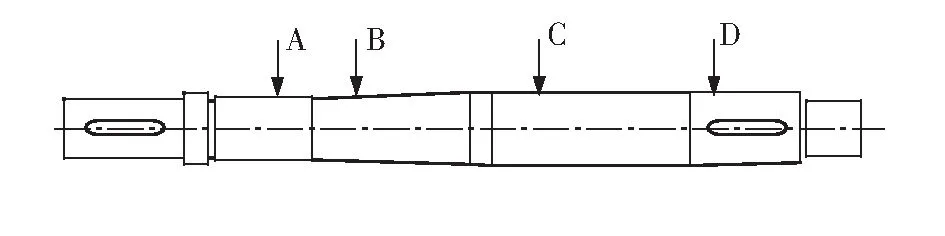
图4 舵杆轴线测量位置示意图
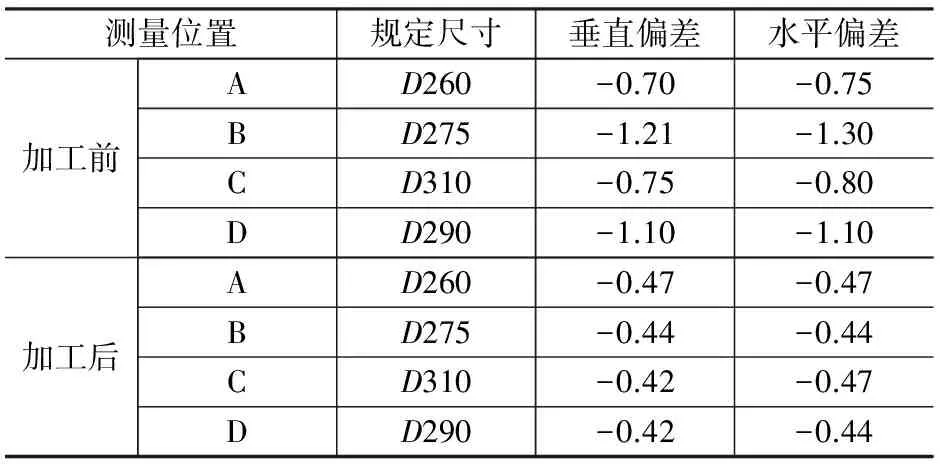
表2 舵杆加工前后轴线测量结果对比 mm
5 舵系恢复安装试验
将加工好的舵杆及舵叶运至坞边,对外观进行检查,观察运输过程中是否出现损坏。加工后的舵销座及舵杆如图5,图6所示。

图5 加工后的舵销座锥孔

图6 加工后的舵杆及锁紧螺母
将舵杆吊运上船安装,更换舵承座及舵承,舵机恢复固定,液压管路恢复连接。舵叶安装,螺母锁紧,安装螺母锁紧装置完成。转舵试验,舵叶由左舵35 °转至右舵35 °,所需时间28 s,满足CCS要求[1]。舵系安装过程中,使用塞尺对舵杆和舵承间隙再次进行测量,测量点如图7所示,测量数据符合船舶舵系修理技术标准,如表3所示。

图7 舵杆与舵承间隙测量

表3 舵杆与舵承间隙测量结果
6 结束语
该轮舵叶、舵杆尺寸较大,常规修理工艺复杂,工期长,成本高。我公司通过在舵叶上加装钢套的方法解决了由于舵杆销座腐蚀无法使用的问题,既缩短了工期又节约了成本。通过船舶近半年的航行反馈,转舵灵活,再未发生舵效不好的情况,得到了船方一致的肯定。
[1]中国船级社.钢质海船入级规范[M].北京:人民交通出版社,2012.
陈金琨(1983-),男,山东烟台人,工程师,工学硕士,主要从事船舶维修改造工作。
U672.2
10.13352/j.issn.1001-8328.2017.05.002
2017-05-03
