国产SEW膨胀套管实物性能研究*
2017-10-11李远征何石磊
李远征, 韦 奉,何石磊,张 峰,梁 航
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡721008)
国产SEW膨胀套管实物性能研究*
李远征1,2, 韦 奉1,2,何石磊1,2,张 峰1,2,梁 航1,2
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡721008)
为进一步掌握采用SEW工艺(hot stretch-reducing electric welding,热张力减径电阻焊)制造的国产BX55和BX80膨胀套管膨胀前后管材各项力学性能的变化情况,对两种膨胀套管的组织及性能进行了检测试验。试验结果表明:BX55和BX80钢级膨胀管径向膨胀变形后,管材的屈服强度、抗拉强度会得到升高,而延伸率、冲击韧性、抗挤强度会有所下降,各项指标均满足API SPEC 5CT、API RP 5C3等标准要求。
国产套管;膨胀套管;SEW工艺;热张力减径;组织性能
Abstract:In order to further grasp the mechanical properties change situation of domestic BX55 and BX80 expansion casing before and after expansion,which produced by adopting SEW process (hot stretch-reducing electric welding),the microstructure and properties of two kinds of casing were tested.Experimental results showed that after radial expansion deformation of BX55 and BX80 grade expansion casing,the yield strength and tensile strength increased,but the elongation,impact toughness and collapsing strength decreased,the various indexes can meet standards requirements of API SPEC 5CT,API RP 5C3 and other related standards.
Key words:domestic casing;expandable casing;SEW process;hot stretch-reducing;structure property
可膨胀管技术20世纪80年代末期由壳牌石油公司(Royal Dutch Shell)首创[1], 并于1993 年在挪威的海牙进行了第一次概念性试验[2],1999年11月在Chevron USA进行了第一次现场应用试验[3],20世纪90年代末期基本上达到了商业化应用水平,被称为“21世纪石油钻采行业的核心技术”之一[4]。国内从2001年开始对膨胀管技术进行跟踪研究,主要包括可膨胀管材、膨胀工具及膨胀工艺等方面,其中可膨胀管材的开发是首先必须要解决的问题[5]。
在研究可膨胀管材过程中,国内外曾普遍使用常规套管材料(如L-80、K-55、P-110等)、管线钢和特种材料(如35CrMo钢、低温钢等)作为可膨胀套管材料[6],其中Enventure公司实验表明,K-55膨胀后缺乏在大多数钻井应用所需的强度,P-110膨胀后提供足够的强度,但其塑性窗口相对较小,限制了它在破坏断裂前可获得的膨胀量[7]。为此,Enventure与Lone Star Steel公司合作利用特殊的合金成分和HFW工艺制成有缝电焊管来满足膨胀施工和现场使用要求,如 LSX-80(又称 EX-80)。
SEW(hot stretch-reducing electric welding: 热张力减径电阻焊)工艺是指将HFW钢管经中频感应快速加热到管材的奥氏体相变温度Ac3以上,而后经多架轧辊机组热轧减径到需要的规格,使全管体(母材+焊缝)发生特殊的形变热处理,从而改善焊缝的组织与性能,利用该工艺生产的钢管具有尺寸精度高、组织均匀、强韧性匹配好等特点[8-10],这将有利于管材在膨胀过程中发生均匀塑性变形。
目前国内能够生产膨胀管的厂家并不多,且在规格和性能方面与国外产品存在较大的差距,无法满足国内市场对膨胀管的需求。宝鸡石油钢管有限责任公司(以下简称宝鸡钢管)于2011年建成了SEW油套管生产线,该生产线配备有ABBEY焊接机组、KOCKS热张力减径机组、TUBOSCOPE及UNICORN无损检测等装置。基于该生产线,宝鸡钢管研制了BX55、BX80钢级膨胀套管。
1 试验材料与方法
试验材料是宝鸡钢管自主研制的Φ139.7 mm×8.15 mm BX55钢级和Φ139.7 mm×7.72 mm BX80钢级的膨胀套管。其中,BX55采用“HFW焊接+热张力减径+在线控冷”组合技术制造;BX80则采用“HFW焊接+热张力减径+全管体特殊热处理”技术制造,以上两种管材均以高纯净、低碳、低合金钢热轧卷板为原料,主要成分设计见表1。

表1 生产BX55、BX80膨胀套管用热轧卷板的化学成分 %
利用锥角为15°的膨胀锥对BX55和BX80膨胀套管进行膨胀试验。具体步骤如下:①对钢管内表面进行了喷砂、除锈及均匀涂抹润滑脂处理;②将4根膨胀管短节(约3 m/根)通过直连型特殊螺纹连成每组约12 m长的钢管并进行端部封堵;
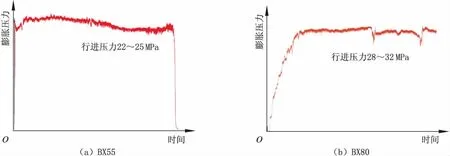
图1 液压式膨胀过程中的膨胀压力曲线
2 试验结果与分析
2.1 BX55膨胀套管的组织与性能
图2为宝鸡钢管生产的BX55膨胀套管的显微组织。从图2可以看出,管体母材组织与焊缝区域组织均含有多边形铁素体+珠光体+贝氏体,且不同区域组织差异较小,对管材的均匀变形比较有利。
BX55管材膨胀前后力学性能检测结果见表2。从表2可以看出,BX55管材发生塑性变形膨胀11.5%后,由于材料冷作硬化作用的影响,其屈服强度、抗拉强度分别提升了28%和8.6%,处于API SPEC 5CT~J55[11]钢级的中上限水平;断后伸长率由39%下降为29%,高于API SPEC 5CT的规定值18%,表明膨胀后管材仍具有良好的塑性,可确保服役过程中仍能承受较大的塑性变形而不发生脆裂。此外膨胀后管材的母材横向以及焊缝中心1/2尺寸试样的0℃夏比冲击吸收功较膨胀前分别下降了10%和17%,但是均大于40 J。膨胀后Φ153.0 mm×7.60 mm试验管的抗外压挤毁强度高出API TR 5C3[12]标准要求值(25.6 MPa)7%,比膨胀前的管材下降了32%,这是由于管材外径增大、壁厚减薄等多种因素共同作用的结果。综上所述,宝鸡钢管生产的BX55膨胀套管径向变形后的各项性能满足API SPEC 5CT的要求,其强度、塑性及韧性匹配良好。

图2 BX55膨胀管的显微组织

表2 BX55管材膨胀前后力学性能检测结果
2.2 BX80膨胀套管的组织与性能
图3为宝鸡钢管生产的BX80膨胀管的显微组织。从图3可以看出,管体母材组织与焊缝区域组织均为铁素体+回火索氏体。
BX80管材膨胀前后力学性能检测结果见表3和表4。从表3可以看出,经16.5%的膨胀变形后BX80膨胀管的屈服强度、延伸率和冲击韧性指标均能够满足标准API SPEC 5CT~N80[11]要求。与未膨胀的BX80相比,焊缝冲击韧性下降了7 J,延伸率降低了9.5%,屈服强度升高了55 MPa,抗拉强度升高了60 MPa,这是由于材料在冷变形过程中发生形变强化造成的。从表4可以看出,膨胀前管材的残余应力为拉应力,这是因为SEW膨胀管是采用FFX成型、HFW焊接和热张力减径技术制成的焊接套管,而不是传统的无缝钢管(通常经过淬火及回火后,套管的外表面为压缩残余应力,内表面为拉伸残余应力[13])。同时还发现,膨胀前管材的残余应力在50 MPa左右,远低于材料的屈服强度,这是由于管材经过热张力减径和热处理后消除了部分残余应力,再通过自然时效处理进一步降低了HFW直缝焊管的残余应力水平[14]。SEW套管膨胀变形后所产生的压缩残余应力会对原来的拉应力有一定的抵消作用,最终使得管材外表面残余应力为压应力,并减小压缩残余应力的数值,达到削弱环向残余应力的水平;膨胀后Φ159.4 mm×7.1 mm管材的抗外压挤毁强度超出API TR 5C3标准要求值(25.2 MPa)18%以上,却仅为膨胀前管材(Φ139.7 mm×7.7 mm)的45%,内压爆破压力超过API SPEC 5CT标准要求值(39.3 MPa)88%以上。这是因为管材经径向膨胀以后,其外径增加了14%,壁厚大约减小了8%,显著增加了套管的径厚比,这将导致管材的抗挤毁性能降低,而管材屈服强度和抗拉强度的升高则会造成抗内压失效能力的提升。
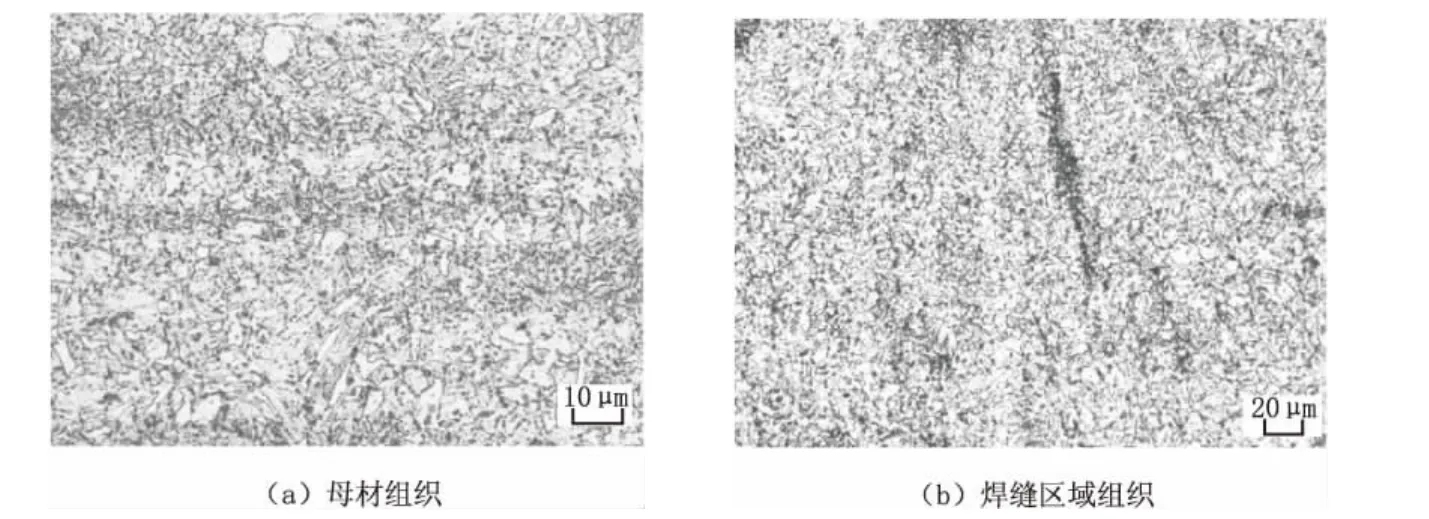
图3 BX80膨胀管的显微组织
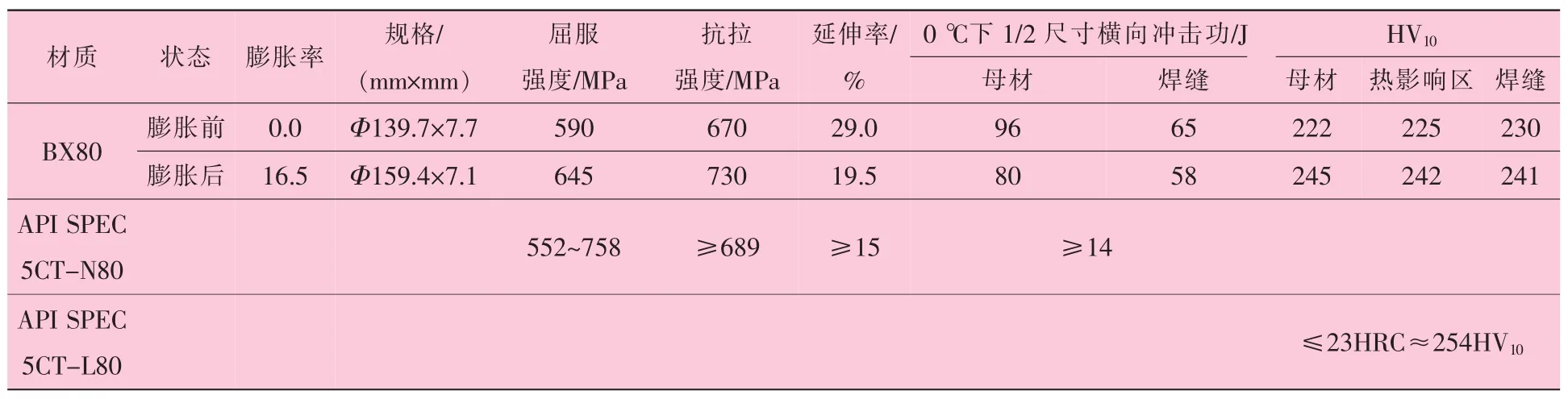
表3 BX80管材膨胀前后力学性能检测结果

表4 BX80管材膨胀前后其他性能检测结果
BX80管材膨胀前后试样在室温3.5%NaCl中性溶液中,恒电位-550 mV(SEC)极化144 h后的表面腐蚀形貌如图4所示。从图4可以看出,膨胀前、后管材试样的焊缝区均含有腐蚀沟槽,表示焊缝处的耐腐蚀性能劣于母材区。同时,测定膨胀前试样焊缝处腐蚀沟槽的平均腐蚀敏感性系数α1=1.09,膨胀后试样沟槽的平均腐蚀敏感性系数α2=1.21,均小于评价指标1.3[15]。膨胀变形将会降低材料的耐腐蚀性能,这是由于膨胀变形是依靠机械拉力或液体压力在膨胀管内从上到下或从下到上的作轴向移动,以强行挤压的方式使膨胀管发生塑性变形[16],这将使得金属材料表面结构不均匀,产生包括晶界、位错等缺陷。由于位错线上及其附近的原子能量较高,这些具有高能量的原子腐蚀时将快速地失去电子变成离子,成为优先腐蚀区域,促进腐蚀[17]。

图4 恒电位极化144 h后SEW膨胀套管的沟槽腐蚀形貌
3 应 用
2014年4月11日,宝鸡钢管生产的Φ139.7mm BX55钢级SEW膨胀套管(平端)经中国石油集团钻井工程技术研究院螺纹加工后,联合华鼎石油在中石化西北局塔河油田成功实施深井侧钻水平井膨胀套管固井作业,创当时国内膨胀管下入井深最深6 065 m、井斜最大65.8°、连续膨胀距离最长526.88 m三项纪录。这是新型SEW膨胀套管的首次成功下井应用,在塔河油田侧钻一开采用BX55膨胀管封堵深井不稳定泥岩,比常规侧钻井技术可获得更大的套管内径。相比于20G无缝管,由于BX55采用中频感应快速加热及热张减余热快速冷却技术,大幅减小了管材在中高温区的滞留时间,从而保证了钢管的内外表面质量,尤其是内表面质量,故此次下入的55根BX55膨胀管内表面不经抛丸、喷砂除锈处理,直接涂抹润滑脂使用,胀后通径、抗外挤强度及管体稳定性均满足二开水平钻井要求。
4 结束语
采用SEW工艺制造的国产BX55和BX80膨胀套管膨胀前具有较高的强塑性和韧性匹配,其经液压式膨胀变形后,管材的壁厚会发生减薄,屈服强度、抗拉强度会升高,同时延伸率、冲击韧性、抗挤强度会有所下降,各项指标均能够满足API SPEC 5CT、API RP 5C3等标准要求,可满足相关工程应用要求。
[1]李作会.膨胀管关键技术研究及首次应用[J].石油钻采工艺,2004,26(3):17-19.
[2]张东海.膨胀管技术的现状及未来[J].特种油气藏,2007,14(1):3-6.
[3]孟庆昆,谢亚凯,冯来,等.可膨胀套管技术概述[J].钻采工艺,2003,26(4):67-68.
[4]RUGGIER M,BENZIE S,URELMANN R,et al.Advanceds inexpandabletubuingacasehistory[R].SPE/IADC67768.
[5]马建民,刘智飞,刘永红.新型可膨胀低碳双相合金钢管材[J].石油矿场机械,2009,38(7):20-23.
[6]李霄,豆峰,裴勇毅,等.可膨胀管技术及其管材性能[J].石油矿场机械,2005,34(4):61-63.
[7]实体膨胀管ABC工艺安装与应用[Z].http://www.docin.com/p-731645281.html.
[8]王军,毕宗岳,韦奉,等.国内SEW油套管开发现状[J].钢管,2014,43(4):7-11.
[9]王军,毕宗岳,韦奉,等.BSG-110TT高抗挤套管的开发[J].钢铁钒钛,2014,35(5):122-128.
[10]毕宗岳,韦奉,王涛,等.快冷对中低碳钢SEW管材组织性能的影响我国管道钢管的发展方向[J].材料热处理学报,2014,35(S1):39-44.
[11]API SPEC 5CT(2011),Specification for Casing and Tubing[S].
[12]API TR 5C3(2008),Technical Report on Equations and Calculations for Casing,Tubing,and Line Pipe Used as Casing or Tubing and Performance Properties Tables for Casing and Tubing[S].
[13]杨勇,张毅,高智海.国产高抗挤套管残余应力初探[J].钢管,1998,27(6):1-5.
[14]徐学利,辛希贤,石凯,等.ERW直缝套管残余应力分布规律的研究[J].石油机械,2003,31(3):1-3.
[15]SY/T 5989-2012,直缝电阻焊套管[S].
[16]贺飞,尚成嘉,袁胜福,等.膨胀管用钢的热处理工艺与扩径性能[J].材料热处理学报,2012,33(S):37-41.
[17]肖纪美,曹楚南.材料腐蚀学原理[M].北京:化学工业出版社,2002.
Actual Products Performance Study on Domestic SEW Expandable Casing
LI Yuanzheng1,2,WEI Feng1,2,HE Shilei1,2,ZHANG Feng1,2,LIANG Hang1,2
(1.Chinese National Engineering Research Center for Petroleum and Natural Gas Tubular Goods,Baoji 721008,Shaanxi,China; 2.Steel Pipe Research Institute of Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
TE973.1
B
10.19291/j.cnki.1001-3938.2017.07.004
2017-01-24
编辑:罗 刚
陕西省科技统筹创新工程计划项目“高性能SEW膨胀管关键技术研究”(项目编号2015KTCL01-15)。
李远征(1986—),男,硕士,工程师,主要从事油井管工艺技术研究和新产品开发工作。
