螺旋焊管板宽自动测量装置的设计应用
2017-10-11周书亮孙志刚王科峰万世平马毅男
周书亮, 李 斌, 陈 楠, 孙志刚,王科峰,万世平,马毅男
(1.渤海装备华油钢管公司,河北 青县 062658;2.渤海能克钻杆有限公司,河北 青县062658)
螺旋焊管板宽自动测量装置的设计应用
周书亮1, 李 斌1, 陈 楠1, 孙志刚1,王科峰1,万世平1,马毅男2
(1.渤海装备华油钢管公司,河北 青县 062658;2.渤海能克钻杆有限公司,河北 青县062658)
为提高螺旋焊管板宽测量的准确性和精度,降低岗位人员劳动强度,消除测量过程中的安全隐患,针对生产中铣边后钢板宽度采用手动测量的现状,设计了一套板宽自动测量装置。该装置通过基恩士激光位移传感器IG28检测钢板两侧板边位置,采用西门子SM331模拟量模块将检测信号采集到PLC主站中,PLC程序对这些信号进行逻辑判断,从而计算出钢板的实时宽度。利用Wincc Flexible组态软件对钢板的实时宽度进行显示,并设置每种规格钢板宽度的上限、下限值,超限时给予报警提示,在触摸屏上显示出来。实际应用表明,该系统运行稳定,测量数据准确,测量误差在±0.5 mm。
螺旋焊管;铣边;板宽;自动测量;模拟量;组态;触摸屏
Abstract:In order to improve the accuracy and precision of spiral welded pipe plate width measurement,reduce staff labor intensity,eliminate the potential safety hazard in the process of measurement,aiming at the current status of manual measuring steel plate width after edge milling in production,a set of plate width automatic measurement device was designed. The device detected the edge position of steel plate both sides by adopting IG28 keyence laser displacement sensor,using Siemens SM331 analog module to acquire the signal to the PLC master station,the PLC program conducted logical judgment for these signals,and calculated the real-time width of steel plate.The Wincc Flexible configuration software was used to display the real-time width of steel plate,set the upper limit and lower limit of each type of steel plate width,an alarm will be given and be displayed on the touch screen if the setting is ultralimit.The actual use showed that this device runs stably, measurement data is accurate,and the measurement deviation is within±0.5 mm.
Key words:SAWH pip;edge milling;plate width;automatic measurement;analog quantity;configuration;touch screen
1 概 述
螺旋焊管生产过程中,钢卷开卷矫平后,带钢钢板经过铣边后形成满足焊接工艺要求的坡口形貌和钢板宽度,然后由递送机输送给成型器,完成正常钢管焊接[1]。螺旋焊管机组区域流程:原料检查—开卷矫平—对头焊—铣边递送—成型内外焊。
目前,国内钢管厂普遍采用钢卷尺测量钢板的宽度,这种测量方式精度差,在钢板运行过程中进行人工测量也存有安全隐患。因此,本研究设计了一种螺旋焊管板宽自动测量装置,以提高板宽测量的准确性和精度,降低岗位人员劳动强度,消除测量过程中的安全隐患。
2 板宽自动测量系统设计
板宽自动测量系统由调整支架、位移传感器、SM331模块、PLC主站以及触摸屏组成,其设计结构图如图1所示。
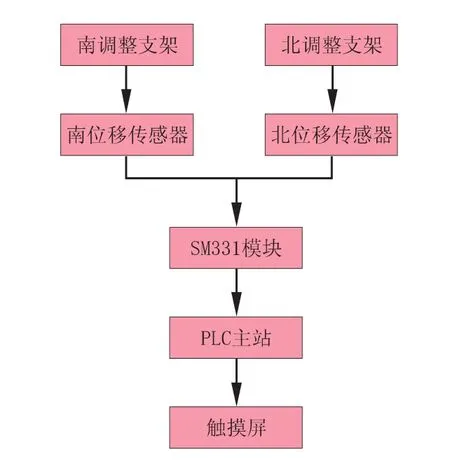
图1 板宽测量装置设计结构图
2.1 测量过程
固定位移传感器的南、北调整支架安装在铣边完成后、递送机之前的钢板两侧位置。为了防止钢板移动过程中掉落的灰尘对测量精度产生影响,在南、北传感器处装有除尘装置,且装置中电磁阀和机组运行信号连锁。钢板移动时,电磁阀打开,进行吹风除尘,钢板静止时,电磁阀关闭[2]。正常生产过程中,钢板的两侧板边检测位置通过位移传感器,检测数据经过PLC程序运算后在触摸屏上显示出来。
2.2 控制原理
现场其他设备均选用了西门子控制元件。考虑到设备的兼容性以及交互通讯的需要,该设备使用了PROFIBUS-DP主从控制模式[3]。以西门子S7-300PLC作为PLC主站,完成采集信号A/D的转换、数据处理以及触摸屏通讯;西门子SM331模拟量模块完成位移传感器检测信号的采集,并将模拟信号转换为数字信号厚传递给PLC主站[4-7];触摸屏完成工艺参数设置并将测量数据和运行状况显示出来。
3 硬件组成
3.1 测量机构
板宽测量机构由位移传感器、带手摇轮的滚珠丝杠调整支架和除尘装置组成。位移传感器包括发射器、接收器和放大器。发射器和接收器通过发射激光对钢板板边进行检测;放大器对检测信号进行放大处理,便于PLC模块采集,并可根据板边坡口的形貌设置测量模式、测量精度和响应时间,实现精确测量。图2中,L1、L2为钢板两侧传感器测量数值,L3为传感器之间距离,设传感器量程为L4,钢板宽度为L0,则钢板宽度的计算公式为:


图2 板宽测量示意图
南传感器和北传感器安装在通过钢板垂直方向的同一竖直面上。考虑到传感器支架需要根据不同规格板宽的大小进行调整,传感器支架水平方向调整采用带手摇轮的滚珠丝杠方式,并带有锁紧卡扣,便于日常调整[8]。
除尘装置包括电磁阀、风管和减压阀。风源取自车间自用的空气压缩机 (简称空压机),因空压机输出空气压力为4.8 MPa,压力较高,需经过减压阀给传感器除尘用。电磁阀用来控制风管的通断[9]。
3.2 PLC控制系统
PLC控制系统由CPU模块、SM331模拟量输入模块、数字量输入输出模块和ET200M (从站)模块组成,主要完成传感器信号的采集、运算以及除尘装置电磁阀的控制等。
3.3 触摸屏
触摸屏用来实现钢板的工艺参数设置和测量数据的显示。工艺参数设置的目的是为了实现钢板宽度超出工艺范围时给岗位人员报警提示。触摸屏采用西门子SIMATIC MP277,其支持串口、MPI、PROFIBUS-DP和Ethernet通讯,可直接与西门子S7系列PLC建立通讯进行变量连接[10]。MP277自带报警系统,可用Wincc Flexible软件对其进行组态。PLC与触摸屏采用PROFIBUSDP通讯方式。
4 系统设计
4.1 测量控制
位移传感器的放大器设置为 “宽度”测量模式,为了避免钢板板边铣边坡口对测量精度的影响,设置放大器采集的平均次数为5,响应时间为0.2 s。PLC程序通过SM331模块对采集的信号进行运算,转换为传感器检测实际值,转换程序如图3所示。
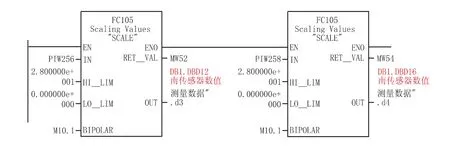
图3 信号转换程序模块
由传感器的检测实际值、传感器的固定距离和工艺参数的设置值,根据公式(1),可计算出钢管实时宽度,计算程序如图4所示。
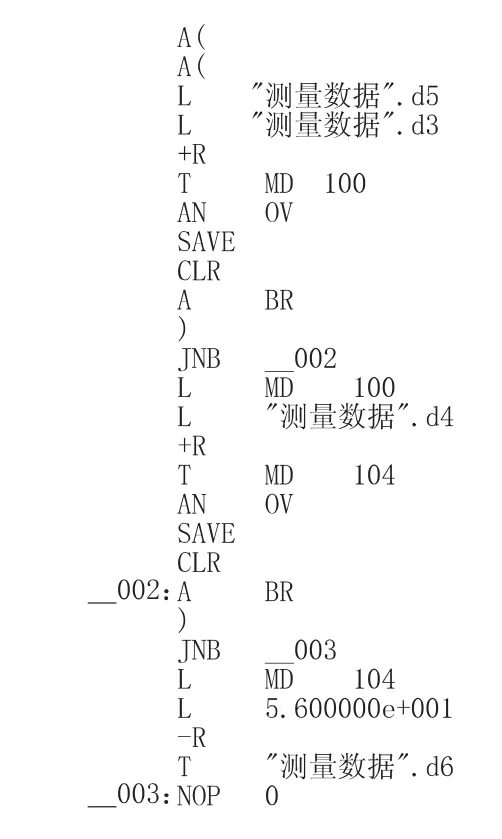
图4 板宽计算程序模块
4.2 触摸屏组态
(1)触摸屏组态软件采用Wincc Flexible,它是一款面向机器的HMI软件。Wincc Flexible用于组态用户界面以操作和监视设备,提供了面向解决方案的组态任务的支持。适合所有工业领域的解决方案,支持多语言,可以集成到所有自动化解决方案内[11]。
(2)本设计中 Wincc Flexible通过PROFIBUS-DP与PLC主站建立变量连接,变量如表1所示。

表1 连接变量表
在Wincc Flexible中组态设置界面中,设置触摸屏的DP通讯地址为3,波特率为1.5 Mbps,经过参数设置后,与PLC主站建立通讯连接,如图5所示。

图5 组态通讯界面
(3)通过Wincc Flexible界面组态和PLC主站的通讯连接,将PLC的参数读取到软件中。为了使钢板宽度超出工艺范围时及时给岗位人员报警提示,根据触摸屏设置的钢板宽度的上限、下限和板宽设定,经PLC程序逻辑运算后,当其超出范围时,报警灯闪亮,显示界面如图6所示。
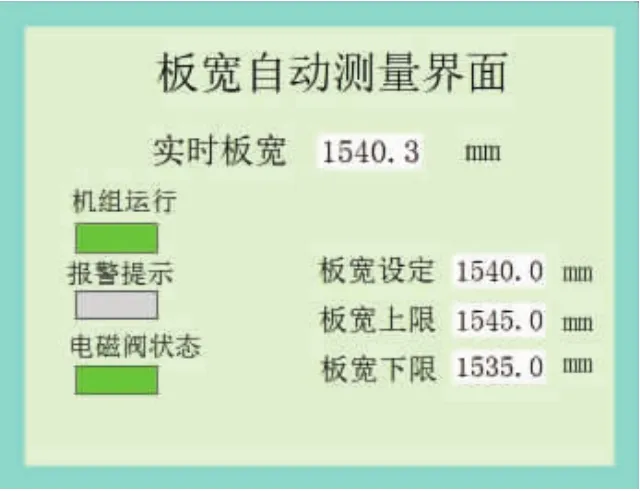
图6 板宽测量界面
5 结束语
该板宽自动测量装置采用激光位移传感器非接触式自动测量模式,避免了岗位人员测量带来的人工误差,提高了测量精度,降低了岗位人员劳动强度,消除了测量过程中的安全隐患,实现对钢板板宽的实时监控,消除了因板宽超限带来的钢管质量隐患。测量数据稳定、准确。
[1]高惠临.管线钢与管线钢管[M].北京:中国石化出版社, 2012.
[2]魏克新.自动控制综合应用技术[M].北京:化学工业出版社,2012.
[3]梁涛,杨彬,岳大为.Profibus现场总线控制系统的设计与开发[M].北京:国防工业出版社,2013.
[4]廖常初.S7-300/400 PLC应用技术[M].北京:机械工业出版社,2012.
[5]向晓汉,苏高峰.西门子PLC工业通信完全精通教程[M].北京:化学工业出版社,2013.
[6]童敏明,唐守峰,董海波.传感器原理与检测技术[M].北京:机械工业出版社,2014.
[7]马明建.数据采集与处理技术[M].西安:西安交通大学出版社,2012.
[8]濮良贵,陈国定,吴立言.机械设计[M].北京:高等教育出版社,2013.
[9]吴晓明.现代气动元件与系统[M].北京:化学工业出版社,2014.
[10]王建.触摸屏实用技术[M].北京:机械工业出版社,2012.
[11]周志敏.西门子人机界面工程应用与故障检修实例[M].北京:机械工业出版社,2016.
Design and Application of the Automatic Measure Device to SAWH Pipe Plate Width
ZHOU Shuliang1,LI Bin1,CHEN Nan1,SUN Zhigang1, WANG Kefeng1,WAN Shiping1,MA Yinan2
(1.CNPC Bohai Equipment North China Petroleum Steel Pipe Co.,Ltd.,Qingxian 062658,Hebei,China;2.CNPC Bohai Equipment BHNK Co.,Ltd.,Qingxian 062658,Hebei,China)
TE973.6
B
10.19291/j.cnki.1001-3938.2017.03.009
2017-02-08
编辑:罗 刚
周书亮(1984—),男,大学本科,工程师,主要从事电气设计与设备维护工作。
