马钢新建热轧平整分卷检查线工艺设备技术特点
2017-09-28袁玉梅
袁玉梅
(安徽马钢工程技术集团设计院, 安徽 马鞍山 243000)
马钢新建热轧平整分卷检查线工艺设备技术特点
袁玉梅
(安徽马钢工程技术集团设计院, 安徽 马鞍山 243000)
介绍了马鞍山钢铁股份有限公司新建的热轧平整分卷检查线的概况,重点分析了生产线的工艺和设备技术特点。
热轧 平整分卷 检查 工艺设备 技术特点
热连轧生产线产品可能存在各类缺陷,直接向下游冷轧工序供料质量稳定性低,难以满足高等级汽车板等产品的加工要求。马鞍山钢铁股份有限公司(全文简称马钢)现有的一条热轧平整分卷线采用的是直头机+四辊平整机的常规配置,有改善板型和重卷、分卷的能力,但不具备表面检查和强力矫直功能。马钢于2016年决定新建一条集重卷、分卷、平整、矫直、检查功能于一体的热轧平整分卷检查线。
1 生产线概况
1.1 原料和产品
新建的热轧平整分卷检查线年处理热轧钢卷80万t。原料为1580热轧生产线和CSP提供的热轧卷。主要钢种为碳素结构钢、优质碳素结构钢、低合金结构钢、电工钢、集装箱及车厢用钢、耐候钢、管线钢、汽车结构用钢、高强钢等。
原料规格为(1.2~12.7 mm)×(900~1 600 mm),其中平整模式下带钢厚度为1.20~6.35mm,重卷模式下带钢厚度为1.2~12.7 mm。钢卷外径为Ф1 000~Ф2150mm,原料卷重为8.0~28.2t。最大抗拉强度为980MPa,最大屈服强度为680MPa。
产品规格为(1.2~12.7 mm)×(900~1 600 mm),和原料相同。钢卷卷重为5.0~28.2 t。
1.2 主要技术参数
机组主要技术参数见表1。
1.3 生产线布置及工艺流程
生产线建设在马钢第四钢轧总厂1580热轧生产线成品库内。入口和出口采用步进梁运输。
步进梁将钢卷步进至最后一个鞍座上,上料小车在此位置接卷,步进的过程中,钢卷完成自动对中。上料小车将钢卷运送到钢卷准备站,在准备站进行拆捆带和头部打开,并切去钢卷头部超差部分。处理后的钢卷由上料小车送至开卷机开卷,并在运送过程中进行高度和宽度自动对中。
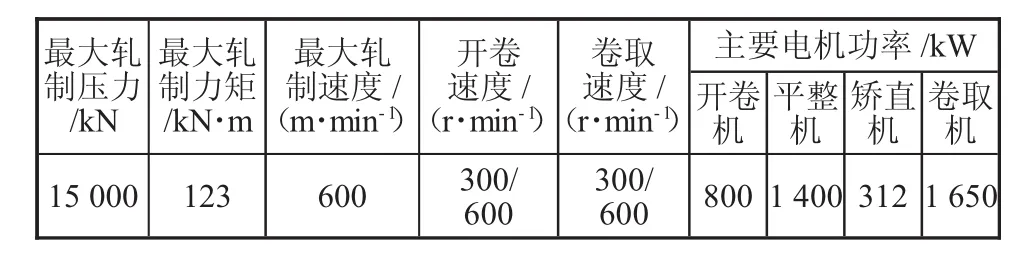
表1 机组主要技术参数
开卷时带钢头部由夹送辊送至五辊矫直机进行矫平并除去带钢表面氧化铁皮,带钢头部矫平后通过平整机,再进入十三辊强力矫直机,对于厚度为1.20~6.35 mm的高强钢,上矫直辊压下,进行精矫,其余品种带钢,不进行精矫。生产不需平整的钢卷时,采用轧辊替换台架,避免轧辊的磨损和便于穿带。
平整后带钢经过剪前夹送辊和切分剪,在此进行分卷、取样和切头尾。平整机后配置了带钢宽度测量仪与厚度测量仪,在平整的过程中,对带钢的宽度和厚度进行测量。然后带钢经张力夹送辊送至卷取机进行张力卷取。
卷取结束后,卸卷小车将成品钢卷运送至出口步进梁的鞍座上,钢卷在步进鞍座上进行打捆、称质量、喷号等。
生产线的主要工艺设备组成见下页图1。
2 工艺设备技术特点
2.1 开卷机CPC自动对中
该生产线为上开卷,开卷机卷筒为四斜锲涨缩式。开卷机带反弯辊和CPC,反弯辊的应用可消除开卷时带钢表面的褶皱,使带钢产生一个反向弯曲。CPC通过液压缸驱动开卷机芯轴和反弯辊平移,自动对中并导向带钢,以确保带钢完全位于轧机中心线上,补偿钢卷可能出现的塔形缺陷。

图1 热轧平整分卷检查线工艺设备组成图
2.2 带工作辊横移系统的四辊平整机
平整机为四辊液压式,采用下支撑辊传动。带弯辊及液压压下系统。工作辊带横移系统,增加轧辊使用寿命,提高轧制吨位。工作辊正、负弯辊系统,能更好控制板形,提高板带表面质量。平整机主要参数见表2。

表2 平整机主要参数
工作辊和支撑辊轴承采用油气润滑,可大幅提高轴承寿命,降低耗油量。支撑辊带有可横移的清辊器,在平整过程中或之前,清楚上下支撑辊上的灰尘和残留物。带横移装置的工作辊快速换辊系统,可大幅节约换辊时间。
2.3 平整机和辊式矫直机组合式配置
平整机后设辊式矫直机,主要针对高强钢和平直度要求较高的产品。常规的平整机组主要处理的产品是薄规格的普碳钢,对高强钢和平直度要求较高的产品,效果并不理想。
与常规的热轧平整工艺相比,矫直平整工艺在厚度规格和强度区间上可大幅拓宽所覆盖产品的范围,还可大幅提升最终产品的平直度,表3列出了两种工艺的应用范围对比。
常规的热轧平整工艺改善产品平直度原理为利用轧辊与带钢表面的摩擦减小带钢芯部的应力差,因此对高强钢参与应力改善能力有限。矫直平整工艺利用矫直机降低产品的残余应力水平,改善产品的平直度。同时借助平整机的实时动态调控能力,控制加工后产品的性能均匀性。矫直平整工艺能够充分降低产品的残余应力水平,改善产品的平直度指标。平直度在某种意义上代表了产品内部的残余应力水平,平直度指标越小,产品内部的残余应力水平越低,较低的残余应力水平有利于下游加工过程的产品质量和成材率。矫直平整工艺与常规平整工艺对平直度改善指标如表4所示。
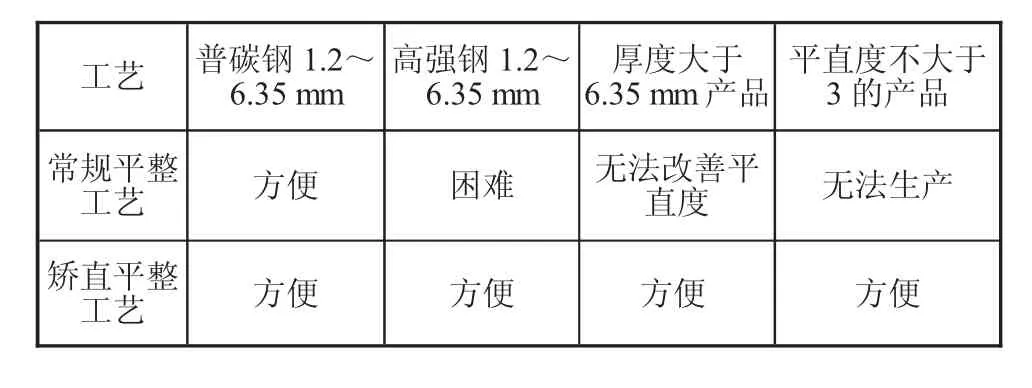
表3 常规平整和矫直平整工艺应用范围对比

表4 常规平整和矫直平整工艺平直度改善指标
2.4 测宽仪和测厚仪的配置
平整机后配置了测厚仪和测宽仪,可以在平整过程中对带钢厚度和宽度进行测量,实时地掌握带钢厚度和宽度的波动。测厚仪的测量精度为±10μm,测宽仪的测量精度为±0.5mm。
2.5 人工检查台
平整机组上游热轧线设置了表检仪,在钢卷上到平整机组时,该钢卷在轧线上的表检仪测得数据将传输到平整机组。带钢运行至缺陷位置时,机组可停机进行人工检查确认。缺陷确认后可由分切剪切除,或采用分小卷方式,避免问题钢卷流入下游工序或交付至用户,影响后续加工质量,避免后期质量异议。
3 结语
该生产线将于2017年10月份建成投产。它的建成将弥补马钢现有热轧平整分卷线功能的不足,两条平整线专业分工,可进一步完善马钢精品板材生产的优势和强势,提升马钢的市场竞争力和经济效益。
(编辑:苗运平)
Technical Characteristics of Process Equipment Technology in the New Hot Rolling and Leveling Inspection Line of Masteel
Yuan Yumei
(Masteel Engineering&Technology Group Design&Research Institute,Ma'anshan Anhui 243000)
This paper introduces the general situation of new hot rolling and leveling inspection line of Masteel,focuses on the analysis of the technology and equipment characteristics of the production line.
hot rolling,leveling,inspection,process equipment,technical characteristics
TG335.55
A
1672-1152(2017)04-0121-02
10.16525/j.cnki.cn14-1167/tf.2017.04.44
2017-04-25
袁玉梅(1979—),女,2002年毕业于安徽工业大学,学士学位,工程师,从事轧钢工艺及工厂设计。
