高压电站锅炉用无缝钢管A热处理工艺研究情况
2017-09-28马贵斌
马贵斌
(山西太钢不锈钢股份有限公司, 山西 太原 030003)
高压电站锅炉用无缝钢管A热处理工艺研究情况
马贵斌
(山西太钢不锈钢股份有限公司, 山西 太原 030003)
主要针对高压电站锅炉用无缝钢管A热处理工艺进行研究,并结合热处理相关理论,通过冷钢管回火实验和模拟热料加工在线退火实验,找出无缝钢管A软化的途径。实验结果表明:冷钢管回火时,可以选择780~800℃区间回火,保温时间要求0.5 h以上可形成的组织为回火马氏体;热态钢管在线退火时,可选择温度在750~780℃之间,保温时间两小时以上时组织为F+C。
无缝钢管A热处理 软化
1 无缝钢管A热处理的实验背景
某钢管厂原有生产无缝钢管A的工艺是中间进行两道冷拔的生产。其成本过高,周期过长,结合兄弟厂家的生产工艺进行改进实验,变更其中的一道冷拔工艺为张减径后退火工艺。该钢管厂进行了两轮实验,结果钢管的硬度均未能达到软化效果,无法进行后续工序。鉴于此,山西太钢不锈钢股份有限公司进行了实验室的相关实验。
1.1 原工艺
管坯准备→斜底炉加热→穿孔机穿孔→空冷→室式炉高温退火→矫直→酸洗→修磨→切头→一次冷轧→去油→室式炉高温退火→矫直→酸洗→修磨→切头→二次冷轧→去油→成品正火+回火热处理→矫直→酸洗→无损检测→修磨→成品检验→标记→包装入库。
1.2 新工艺
管坯准备→斜底炉加热→穿孔机穿孔→张减径→连续炉退火→矫直→酸洗→修磨→切头→冷轧→去油→成品正火+回火热处理→矫直→酸洗→无损检测→修磨→成品检验→标记→包装入库。
2 理论基础
根据该无缝钢管A的CCT曲线确定热处理试验工艺,如图1所示。

图1 无缝钢管A的CCT曲线
3 实验方案
3.1 冷钢管回火实验
加热温度设定为830℃、800℃、780℃、750℃、720℃,温保温时间为 0.5h、1h、1.5h、2h、2.5h、3h。
3.2 模拟热料加工在线退火实验
加热奥氏体化设定为温度1 050℃保温20 min,开炉门冷却至830℃、800℃、780℃、750℃、720℃,保温时间为 0.5 h、1 h、1.5 h、2 h、2.5 h、3 h(出炉空冷)。
4 实验结果
4.1 冷钢管回火实验
下页图2为冷钢管回火不同温度下的硬度值,下页图3为低温升至780℃,保温时间2 h的金相组织,图4为低温升至800℃,保留时间上2 h的金相组织。

图2 冷钢管回火不同温度下硬度值
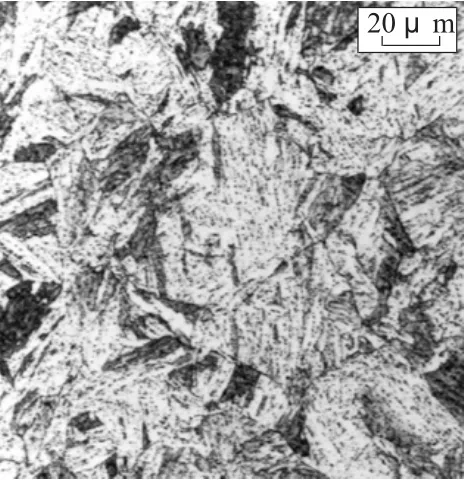
图3 低温升至780℃,保温时间2 h金相组织

图4 低温升至800℃,保温时间2 h金相组织
4.2 模拟热料加工在线退火实验
图5为模拟热料加工在线退火不同温度下的硬度值;图6为高温冷至750℃,保温时间2 h后的金相组织;图7为高温冷至780℃,保温时间2 h后的金相组织。

图5 模拟热料加工在线退火不同温度下硬度值
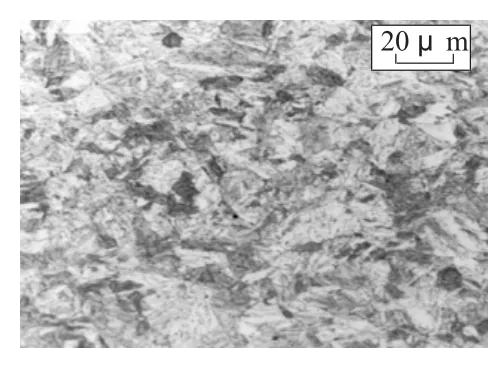
图6 高温冷至750℃,保温时间2 h后金相组织

图7 高温冷至780℃,保温时间2 h后金相组织
5 结论
1)冷钢管回火时,可以选择780~800℃区间回火,保温时间要求0.5 h以上,形成的组织为回火马氏体。
2)热态钢管在线退火时,可选择温度在750~780℃之间,保温时间两小时以上,此时组织为F+C。
3)冷轧变形一般对钢材有个范围要求,过于软化容易产生皱褶、划伤等缺陷。所以以上两种工艺试验后需要进行冷轧试验,才能最终确定最佳工艺。
(编辑:王瑾)
Study on Heat Treatment Process of Seamless Steel Tube A for Boiler in High Voltage Power Station
Ma Guibin
(Shanxi Taigang Stainless Steel Co.,Ltd.,Taiyuan Shanxi 030003)
The heat treatment process of seamless steel A in high pressure boiler is studied.Combined with related theory of heat treatment,through tempering test of cold steel tube and on-line annealing experiment of simulated hot material processing,the ways to soften the seamless steel tube A are found.The experimental results show that tempering temperature can be chosen at 780~800 DEG C and the holding time is more than 0.5 h for cold steel tube tempering.The formed martensite is tempered martensite.When the hot steel tube is annealed online,the temperature can be between 750~780 DEG C,and the holding time is more than two hours to form F+C.
seamless steel tube A,heat treatment,softening
TG162.84
A
1672-1152(2017)04-0018-02
10.16525/j.cnki.cn14-1167/tf.2017.04.07
2017-06-06
马贵斌(1971—),男,本科,毕业于太原工业大学,工程师,现在太钢型材厂从事生产计划工作。