激光拼焊板与连续变截面辊轧板成形性能及应用的对比研究
2017-09-25吴颖
吴 颖
(四川文理学院智能制造学院,四川达州635000)
激光拼焊板与连续变截面辊轧板成形性能及应用的对比研究
吴 颖
(四川文理学院智能制造学院,四川达州635000)
对比分析了连续变截面辊轧板(TRB)和激光拼焊板(TWB)的成形过程,综合评价两类典型变截面板的拉伸、冲压成形特性、热成形性能及其当前实际应用得出:相比等厚板,TRB和TWB均能明显提高板材承载性,减轻板材重量,在汽车轻量化方面应用非常广泛.TWB因回弹好、工艺简单,更多应用于制造汽车横梁、纵梁等结构件;TRB在减重性和成形性能均匀性方面更有优势,更多应用于制造车身和航空航天领域.针对目前存在的问题并结合其在汽车工业实践应用的要求,提出了未来变截面薄板成形性能研究和开发的方向.
激光拼焊板、连续变截面辊压板、成形性能、汽车轻量化
随着科技的发展,当今社会对板材的性能和质量要求越来越高,汽车、桥梁、船舶的优化制造成为国内外学者和制造商的追逐热点.变截面板因其厚度、材质的非均匀性使其应用广泛,尤其是在汽车轻量化方面,因此变截面板成型技术已成为汽车轻量化重要技术之一.[1]激光拼焊板(简称TWB)和连续变截面辊轧板(简称TRB)是当前最常见的两类变截面板,它们具有减轻零部件重量、减少材料成型的冲压工业和设备、提高可靠性等优点,受到越来越多青睐.[2]为了更加清楚地掌握变截面板成形特点及应用现状,本文对TWB和TRB成形性能进行了总结分析,对两者在当前汽车制造等领域的应用进行了对比,为变截面板进一步研究和应用提供参考.
1 变截面板的成形工艺
作为最典型的两类变截面板,激光拼焊板和连续变截面辊轧板成型过程各不相同,导致其成形性能有所差异,在实际应用中也各不相同,如表1所示.

表1 常见变截面薄板成型特点
TRB是利用柔性轧制技术(渐进成形技术)形成的沿一定方向厚度连续变化的板材,如图1所示.其厚度变化只能发生在初始轧制方向上,且往往仅限于同种材料,因此其成形特点是成形前必须预先考虑到后续成形加工中钢板各个部位的实际受力和变形以及整车的承载情况,但是其在不同厚度上的机械性能不存在跳跃式的变化,成形性能好,能适应车身各部位的承载要求,应用范围广.[3]
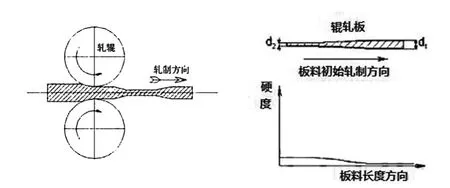
图1 连续轧制技术及TRB薄板截面
TWB是将两块或多块不同厚度、材质和表面状态板料焊接在一起,然后进行冲压成形,以满足零件不同部位的性能的需求.虽然有很好的焊接灵活性,拼焊板形状也可多样化,但TWB的整体成型性能不好,且有焊缝存在,不能应用于车身,仅能用于内覆盖件和支承结构件.[4-5]如图2所示.日本本田、北美和欧洲的汽车制造商于上世纪80年代开始将TWB板引入汽车工业并逐渐推广,尤其是本田、日产、丰田等公司研究了焊接工艺以及坯料、模具与工装设计等因素对TWB成型过程的影响,得出应选择适宜的焊接速度,若过快便难以形成小孔效应,若过慢,焊缝对TWB整体性能会有较大影响.[6]
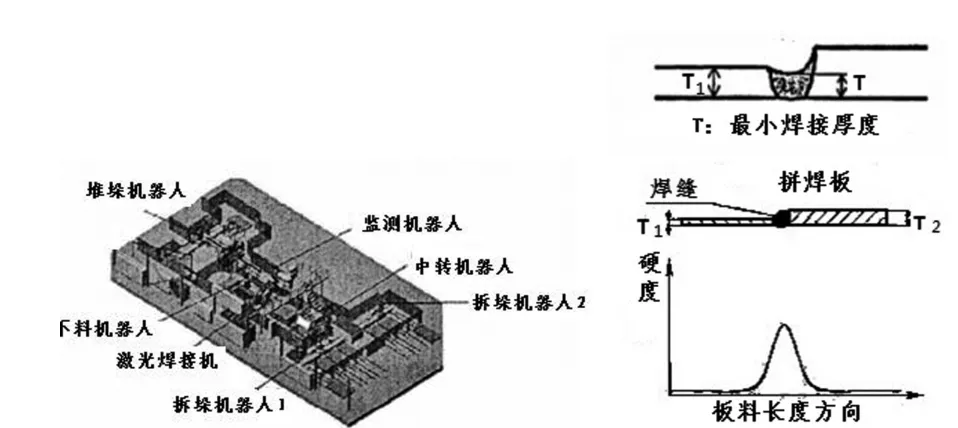
图2 激光拼焊技术及TWB薄板截面
2 变截面板成形性能的对比
近年来,国内外学者采用实验和有限元模拟相结合的方式研究了变截面板材的成形性能.普遍认为,变截面板比与其具有相同刚度的等厚板具有明显的减重效果,用其制成的汽车零部件能够显著减轻车身重量,板材也具有更好的承载能力.尤其是TRB板,因其连续变化的截面形状,使其减重效果是TWB板的两倍,而且TRB板在减重效果、成形性能、适应性和后续加工可靠性方面比TWB板材有更大的优势.[7]
2.1 拉伸成形性能
有学者通过拉伸试验对比研究了不同厚度的DC06钢制成的TWB板和DC03钢制成的TRB板,[8]并将拉伸试样制成与焊缝或轧制方向程0到90等不同角度,结果表明DC06钢制成的TWB板,拉伸方向与焊缝角度为45度时,板材在保持强度基本不变的前提下,塑性最好,综合性能最佳,而其他角度拉伸,板材力学性能显著降低,表现出明显的各向异性.厚度较薄的母板是TWB板材的拉伸软肋,随着厚度差的增大,TWB板的延伸率明显下降,而TRB板材,轧制方向和板材厚度对屈服强度、抗拉强度、延伸率和n值的影响均不明显,进一步验证了其性能的均匀性.同时将TWB板和TRB板拉伸曲线作为有限元数值模拟的参数输入模型.结果显示,在考虑材料自身和拼焊板焊缝处所表现出来的各向异性时,与实际还存在一定的误差,而TRB板更具有真实性.
S.M.Chan通过单向拉伸试验研究了不同厚度比对TWB钢板成形极限的影响,[9]结果显示, TWB板与母材板的成形极限相差不大,TWB板的成形极限随厚度比的增大而减小.由此可得,在承受拉伸应力时,TRB板材的承载能力比TWB板材更均匀,TRB板材拉伸成形性能优于TWB.2.2 冲压成形性能
有学者通过杯突试验和拉深试验来验证变截面板的冲压成形性能,[8]杯突试验表明,同材质的TWB板材的IE值比母材小,而TRB板材的IE值与母材相当,且随着厚度差的增大,TWB板材的杯突IE值与相同母材的杯突IE值也增大.而在拉深过程中焊缝位置也表现出明显的各向异性,导致板材变形不均匀,焊缝的存在使TWB板的整体拉深成形性能显著降低,且TRB板的的极限拉深比(LDR)随厚度差的增大呈先增大后减小的趋势.A.Meyer通过试验和数值模拟的方法试图提高TRB板材的拉深深度,[10]结果显示,若控制到最优化的厚度比,TRB板材相比于母材在重量减轻9%的时候,拉深深度还可以提高近20%.因此,TRB板由于没有焊缝所以在成形质量和成形性能上要优于TWB板,而且TRB板相对于拼焊板来说对模具的磨损度降低,而且应用范围更广泛.
2.3 板材回弹的研究
变截面板成形的回弹问题与控制是评价板材成形性的关键因素.德国亚琛工业大学金属成形研究所(IBF of Aachen University),以Reiner kopp为首的研究队伍与工业界密切合作,对TRB的回弹问题作了一些探索性的研究工作,得到了在TRB上较薄部分产生的回弹大于较厚部分产生的回弹.上海交通大学模具技术研究所也对连续变截面板的回弹做了相应的研究.[11]他们通过弯曲试验和建立的TRB在卷圆弯曲中的有限元模拟,以V形TRB弯曲件为例,得出了弯曲方向和板材厚度对TRB薄板回弹性能的影响规律,当弯曲方向平行初始轧制方向时,板材回弹呈现均一性,当弯曲方向与轧制方向垂直,产生非均一回弹,且板材厚度过渡区对板材的非均一回弹有影响.在TRB回弹方面,Sung H.C等人对差厚TWB进行U形件弯曲回弹研究,[12]通过试验和有限元模拟发现弯曲方向与垂直于焊缝时, TWB较厚板的回弹量会因薄板和焊缝的存在而减小;弯曲方向平行于焊缝时,TWB较厚板的回弹与单一母材厚板回弹相同,只是薄板的回弹量会有所降低.
2.4 热成形性能
针对之前的拉深和杯突等冷成形过程,不论是TRB还是TWB,都避免不了破裂和回弹等突出问题,致使板材成形受到明显局限性,从而变截面板的热成形性能成为当前的研究热点.常见的TRB钢板热冲压成形如图3所示,是将高强钢加热至奥氏体化,然后放入模具内冲压,同时进行冷却淬火,组织由奥氏体变为马氏体,从而得到超高强度的TRB钢板.李云用微元离散法建立了高强度的TRB钢板过渡区的材料模型,[13]并通过建立的韧性断裂准则,对高强度的TRB钢板、TRB U型件和汽车B柱的热冲压成形过程进行数值模拟,预测了热冲压过程中的破裂情况.结果表明,板材通过热处理后,成形性能明显提高,尤其是成形稳定性和板材的利用率显著增大.
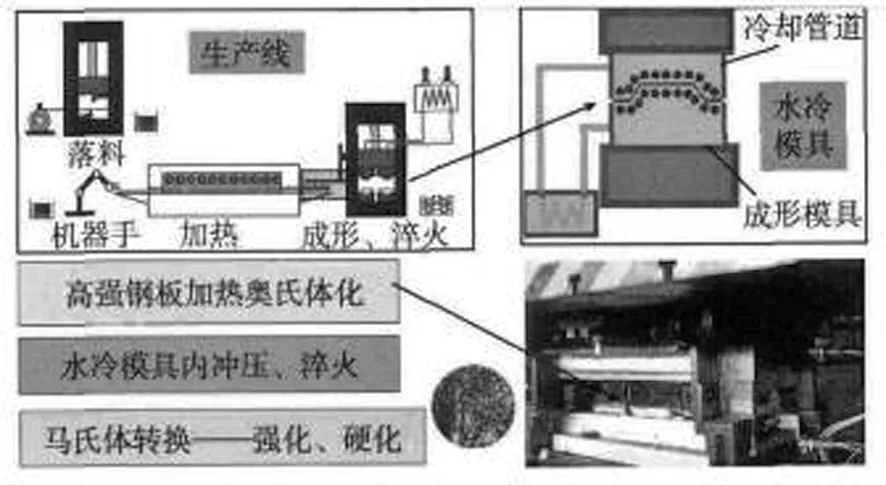
图3 高强度TRB钢板热冲压成形过程
D.Wesrerbaan等人将高强度低合金钢和双相钢通过激光焊接制成TWB板,[14]将TWB板材在不同温度下进行拉伸,发现TWB板材与母材相比,屈服强度、极限抗拉强度均随着温度的降低而增大,且加工硬化系数并没有随着板材延伸率的增大而显著变化,由此得,TWB的热成形性能和后续加工性也明显优于等厚板.
3 结语
典型的变截面板TWB和TRB相比于等厚板,板材成形性能和应用方面都有更多优势,但他们也有本身的局限和缺点.TWB可根据部件在实际应用中所受载荷不同,预设零部件板材的厚度分布,从而显著提升强度、刚度并且减轻车身重量,更多应用于汽车的前纵梁等需吸能和变形结构件中;TRB板无焊缝,有平滑过渡区,具有强度高、承载性能好、减重性和防撞性好等突出特点,更适于后续加工,可广泛应用于车身制造和航空航天领域.
变截面板材性能优良,但当前在其成形工艺的优化完善和成形性能的特点和深层次影响方面都还存在很多问题,为进一步扩大变截面薄板的应用,仍有很多需要探索的地方:(1)TWB板的成形工艺除了刚模成形,应探索更多成形工艺,例如数控渐进成形工艺,以此进一步降低成本,扩大应用范围;(2)TRB板成形性能好,但其柔性轧制工艺尚不成熟,急需进一步优化完善,尤其是对精度要求高且过渡段短的板料;(3)当前TRB板受原材料必须相同的局限,其平滑过渡区的性能以及对整个TRB板性能的影响规律有待进一步研究,同时怎样使整个TRB板组织和成分也呈连续性变化是其板材性能出现更大突破的重要研究方向.
参考文献:
[1]兰凤崇,李佳光,马芳武,等.连续变截面板(TRB板)在汽车前纵梁中的应用及优化分析[J].机械设计与制造,2014 (1):25-28.
[2]施志刚,王宏雁.变截面薄板技术在车身轻量化上的应用[J].上海汽车,2008(8):36-39.
[3]杜继涛,齐从谦.连续变截面辊轧板及其应用关键[J].汽车技术,2005(9):33-35.
[4]余 伟,孙广杰,张飞.变厚度区薄板轧制的辊缝设定模型与试验[J].材料科学与工艺,2014(3):41-45.
[5]赵秀敏.ST16钢激光拼焊板渐进成形研究[D].南京:南京航空航天大学,2010:23-35.
[6]陈水生,唐春红.基于人工神经网络的拼焊板成形极限图预测[J].塑性工程学报,2014(4):47-51.
[7]姜银方,方 雷,李志飞,等.连续变截面板及其应用中存在的关键问题[J].制造技术与机床,2011(1):144-148.
[8]贾朋举.变截面薄板的冲压成形性能研究[D].重庆:重庆大学,2011:47-49.
[9]Chan S M,Chan L C,Lee T C.Tailor-welded blanks of different thickness ratios effects on forming limit diagrams[J].Journal of Materials Processing Technology,2003(1):95-101.
[10]Meyer A,Wietbrock B,Hirt G.Increasing of the drawing depth using tailor rolled blanks—Numerical and experimental analysis[J].International Journal of Machine Tools&Manufacture,2008(5):522-531.
[11]包向军.变截面薄板弯曲成形回弹的实验研究和数值模拟[D].上海:上海交通大学,2003:47.
[12]Chang S H,Shin J M,Heo Y M,et al.Springback characteristics of the tailor-welded strips in U-bending[J].Journal of Materials Processing Technology,2002(2):14-19.
[13]李 云.基于韧性断裂准则的高强钢TRB热成形破裂预测研究[D].哈尔滨:哈尔滨工业大学,2014:21.
[14]Xu W,Westerbaan D,Nayak S S,et al.Tensile and fatigue properties of fiber laser welded high strength low alloy and DP 980 dual-phase steel joints[J].Materials&Design,2013(43):373-383.
[责任编辑 范 藻]
Research on Formability and Applications of
Laser Tailor Welded Blanks and Tailor Rolling Blanks
WU Ying
(Intelligent Manufacturing School of Sichuan University of Arts and Sciences,Dazhou Sichian 635000,China)
W ith Comparison,the paper analyzes the form ing process of tailor welded blanks(TWB)and tailor rolling blanks (TRB),evaluates two types of variable section blanks in view of tensile properties,the formability of hot stamping and the current application.It is concluded that compared w ith the thickness blanks,TRB and TWB banks’bearing capacity can significantly improve,reduce the weight and w idely used in automobile lightweight.TWB is w idely used in the manufacture of automotive structural parts in the longitudinal beam due to his good rebound and simple process.TRB has more advantages in the aspect of reducing weight and form ing uniform ity,and w idely used in the manufacture of automobile body and aerospace field.M eanwhile, this paper points out the future research and development direction of variable section blanks in view of the existing problems and combined w ith its practical application in the automotive industry requirements.
Tailor Welded Blanks(TWB);Tailor Rolling Blanks(TRB);formability;automobile lightweight
TG386,U463
A
1674-5248(2017)05-0027-04
2017-05-10
四川文理学院科研项目(2014Z006Y)
吴 颖(1987—)女,四川巴中人.讲师,硕士,主要从事先进材料成型工艺及装备自动控制研究.
