独立避雷线塔制作与安装施工技术应用
2017-09-23张康杰
张 康 杰
(山西一建集团有限公司,山西 太原 030012)
独立避雷线塔制作与安装施工技术应用
张 康 杰
(山西一建集团有限公司,山西 太原 030012)
针对山区厂房避雷问题,提出了独立避雷针的方案,介绍了独立避雷针的制作步骤及施工操作要点,论述了其安装方法及安装注意事项,阐述了独立避雷针的质量要求、环境及安全措施,以期解决山区厂房建设要求。
独立避雷针,焊接,组装,地脚螺栓
0 引言
近年来随着经济的发展,有部分工业厂房需要在山区建设,由于山区在雷区的地方比较多,厂房的避雷问题便日益凸显,因而独立避雷针是厂房防雷设施的首选,根据设计要求,独立避雷针有18 m~30 m共3种型号。由于独立避雷针是用圆钢制作并且组装,圆钢加工焊接应力变形比较大,所以需要先加工模具。以下是我参与过的项目(中国人民解放军3606工厂8号工房)制作与安装独立避雷针的一些经验,以供参考。
1 施工工艺流程
构件制作→施工准备→基础及地脚螺栓复测→组装→独立避雷针的吊装→调整、校正→接地焊接→接地电阻测试。
2 施工操作要点
2.1 构件制作
2.1.1 下料
1)独立避雷针共分为A,B,C,D,E五节,其中ABC组成为18 m,ABCD组成为24 m,ABCDE组成为30 m。24 m独立避雷针为ABCD四节,A段主材为φ16圆钢,辅材为φ12圆钢;B段主材为φ19圆钢,辅材为φ16圆钢;C段主材为φ22圆钢,辅材为φ16圆钢;D段主材为φ25圆钢,辅材为φ19圆钢。由于24 m独立避雷针共三组,所以下料时共分三组下料,下好料A,B,C,D段各三组,分组放置,做上标志牌。
2)模具下料时也分为A,B,C,D四段。
3)辅材与主材下料一样,分组下料,分组放置。
2.1.2 组装焊接
焊接为整个独立避雷针制作的重点。在焊接施工前需要加工模具(以防止应力变形)。
1)加工模具。模具为5×50角钢加工成三角柱形,共四段。A,B,C,D各一段。先将角钢进行下料,然后组队拼装,拼装完成后进行焊接,焊接完成后调直。
2)将圆钢组队拼装。将各个长度的圆钢分组进行组装,组装完后进行点焊,边点焊,边调直。
3)等调直完后将三角柱形模具套上进行满焊,整个准备工作做完后进行正式焊接。等焊接完成后,将模具拆掉,用角向磨光机将多余的焊点打磨掉。
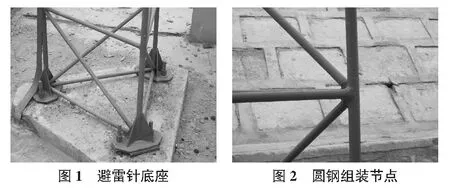
4)将焊接好的A,B,C,D四段分别进行底座加工(底座为钢板,钢板需要用台钻打眼),加工完成后,分组进行底座焊接。
5)最后进行组装,将每组A段~D段连接起来(如图1,图2所示)。
2.1.3 喷漆
在喷漆前,首先进行除锈,将圆钢的铁锈完全除掉,然后进行打磨,将各个焊口打磨光滑。准备工作完后开始喷漆,用气泵喷涂。先喷第一遍(防锈漆),将防锈漆均匀喷涂,等第一遍漆完全干透后进行第二遍喷涂(灰面漆),喷灰面漆时注意将大桶漆摇匀后进行喷涂。
2.2 施工准备
1)根据设计图纸的要求,检查进场的独立避雷针构件的防腐质量、变形情况,镀锌层不得有黄锈、毛刺和漏锌等现象;
2)独立避雷针的构件堆放时用道木垫起,构件不允许与地面直接接触。
2.3 基础及地脚螺栓的复测
复核独立避雷针的基础轴线、标高,地脚螺栓的规格是否符合设计的要求;基础顶面的支承面、地脚螺栓位置的质量标准应符合:1)支承面标高偏差不大于±3.0 mm;2)支承面平整度偏差不大于5.0 mm;3)相邻螺栓中心偏差不大于2.0 mm。
2.4 组装
1)组装时用道木将其垫平、排直,道木应保证在同一平面上,同时应检查和处理法兰接触面的锌瘤和其他影响节点接触的附着物。
2)螺栓安装方向应一致,连接螺栓必须逐个对称紧固。
2.5 独立避雷针的吊装
1)根据场地条件和独立避雷针的构件重量及起吊高度选择起重机械,吊装宜采用滑移法。
2)当避雷针完全吊起后,插入地脚螺栓后将螺栓临时紧固。
n=7a-b)。知道这个规律、解决相应的问题远不是这节课的目的,而这样的规律,学生自己是不是可以发现?他们是怎么发现和解决问题的?
2.6 独立避雷针的调整、校正
平面校正应根据基础轴线进行根部的调整,立体校正用两台经纬仪同时在相互垂直的两个面上进行检测,校正最好在早晚进行,避免日光直射。避雷针安装效果图见图3,图4。

2.7 独立避雷针的接地焊接
独立避雷针与道路、建筑物的出入口等距离小于3 m时,应采用均压措施或铺设沥青或卵石地面。
2.8 独立避雷针的接地电阻测试
接地电阻值测试按图纸设计要求采用接地电阻表进行摇测,接地电阻值必须符合设计要求。
3 材料及设备
1)独立避雷针材料型号规格按设计要求定货。
3)在运输过程中,不应使独立避雷针的构件受到损伤。
4)安装好的独立避雷针及附件应注意保护,有必要时设专人看管或设标志牌进行警示,严禁登高。
5)电焊机、气泵、切割机、台钻、吊链(2 t)、起重机、兆欧表等。
4 质量要求
1)在焊接前清除管道接口处的浮锈、污垢及油脂。
2)焊接完毕要求圆钢表面无裂纹、气孔、夹渣、咬边、未焊透和焊瘤等缺陷。焊缝外形要均匀,焊道与母材金属之间要平滑过渡。焊缝宽度以每边超出坡口边缘2 mm~3 mm为宜。
3)喷漆要附着良好,无脱皮、起泡、流淌和漏涂缺陷。
4)组装后的避雷针,保证垂直,间距均匀,接地连接可靠。
5 环境及安全措施
1)独立避雷针在安装的过程中使用的辅助用具由材料员负责收集至专用地点。
2)预埋地脚螺栓的混凝土基础附近的垃圾要及时清运干净。
3)装预先组装好的独立避雷针应有一定的倾斜角度,角度宜采用30°。
4)机械的施放速度要平稳,且施放事先在地面上组装好的独立避雷针应有专人指挥,不得随意放设独立避雷针,以吊装车的牵引绳摆动幅度大而划伤建筑物的外墙或划伤人。
5)所有安装人员不可站于预埋地脚螺栓的混凝土基础的前方或上方,而应站在预埋地脚螺栓的基础侧面。
6)现场人员要佩戴好安全帽,防止有重物划伤头部。
7)提升用牵引绳的强度应为预先组装好的独立避雷针重量的4倍以上。
6 实例
目前该产品应用于3606工厂8号工房,建筑面积3 328 m2,独立避雷针共3组,型号均为24 m,材质为圆钢。接地摇测符合设计要求。
Theproductionandinstallationconstructiontechnologyapplicationofindependentlightningconductortower
ZhangKangjie
(ShanxiFirstConstructionGroupLimitedCompany,Taiyuan030012,China)
According to the lightning protection problems of mountain plant, this paper put forward the scheme of independent lightning rod, introduced the production steps and construction operation key points of independent lightning rod, discussed its installation method and matters needing attention, elaborated the quality requirements, environmental safety measures of independent lightning rod, in order to solve the mountain plant construction requirements.
independent lightning rod, welding, assembly, anchor bolt
TU976.55
:A
1009-6825(2017)24-0089-03
2017-06-14
张康杰(1979- ),男,工程师
