木粉在超临界甲醇中的液化研究
2017-09-22胡见波杜泽学
胡见波,杜泽学
(中国石化石油化工科学研究院,北京 100083)
木粉在超临界甲醇中的液化研究
胡见波,杜泽学
(中国石化石油化工科学研究院,北京 100083)
以木粉和甲醇为原料,在高压反应釜中进行木粉在超临界甲醇中的液化分解反应,研究甲醇与木粉的配比、反应时间、反应压力、催化剂种类及用量对木粉分解率、气化率和液化率的影响。结果表明,以NaOH为催化剂,在甲醇与木粉质量比为4.5、反应温度为320 ℃、反应时间为1 h的条件下,木粉液化率达到43.3%。
生物质 高压液化 超临界 甲醇
随着化石资源的日益减少以及环境污染的加剧,寻找新的洁净的可再生资源迫在眉睫,生物质因其资源量巨大、洁净、可再生而受到关注,成为研究的热点。生物质是唯一可转化成可替代常规液态石油燃料和其它化学品的可再生碳资源,而热化学高效转化利用技术又是生物质能源开发利用的最主要途径。因此,生物质高压液化技术受到许多研究者的关注。高压液化是指在溶剂介质中,反应温度为200~400 ℃、反应压力为5~25 MPa的条件下,将生物质液化制取液体产物的工艺[1]。传统的高压液化是以亚临界水为溶剂的水热液化[2-5],但水热液化具有所制备的生物重油含氧量高、水溶性油含量高于非水溶性油、热值偏低、产品酸值偏高等缺点[5],因而近几年超临界甲/乙醇也被用作液化溶剂对生物质进行液化[6-8]。超临界甲醇液化法是指在超临界甲醇条件(温度在239 ℃以上,压力在8.1 MPa以上)下生物质进行的液化。已有文献对超临界甲醇液化法的报道较少,主要集中于对生物质分解率的研究。本课题以木粉和甲醇为原料,在高压反应釜中进行木粉在超临界甲醇中的液化分解反应,研究甲醇与木粉的配比、反应时间、反应压力、催化剂种类及用量对木粉分解率、气化率和液化率的影响。
1 实 验
1.1 试验原料
甲醇、K2CO3、KOH、NaOH、Na2CO3均为分析纯,国药集团化学试剂公司生产;木粉,平均粒径为100目左右,物理吸附水量为9.3%,800 ℃灰分为3.3%,由邢台市开发区金叶木质纤维粉厂生产,使用前在120 ℃、4 h条件下烘干。
1.2 木粉在甲醇中的液化实验
根据实验设计,将甲醇与木粉按一定比例加入到500 mL反应釜(Parr 4575a)中,并称反应釜体总质量,记为m1,然后密封反应釜,在一定的转速搅拌下加热,升温到指定温度后(由甲醇蒸气提供压力,为12.5~14.5 MPa),维持一段时间,然后停止加热,用电风扇吹扫降温到室温,打开反应釜,称反应釜体总质量,记为m2;从反应釜中倒出物料并过滤,滤渣用丙酮洗涤,然后在105 ℃下干燥3~4 h,称重得残渣质量,记为m3。木粉的气化率、分解率和液化率可用下式表示:
气化率=(m1-m2)/m×100%
分解率=(m-m3)/m×100%
液化率=分解率-气化率
式中,m为所加入的木粉质量。
2 结果与讨论
2.1 甲醇与木粉质量比的影响
取90 g甲醇,在反应温度为320 ℃、搅拌速率为600 r/min、反应时间为1 h的条件下,甲醇与木粉质量比(醇粉比)对木粉分解率、气化率和液化率的影响见图1。由图1可见,随着醇粉比的增大,木粉分解率先增加后基本维持不变,当醇粉比为4.5时,木粉分解率达到最大值,为71.8%。这是因为甲醇用量越少,木粉的分散性越差,与甲醇的接触几率越小,木粉越不容易分解,而当甲醇用量达到一定值后,木粉的分散性已经比较好,使木粉分解率达到最大,继续提高甲醇用量,木粉分散性提高有限,分解率也不会大幅度提高。从图1还可以看出:木粉气化率随醇粉比的增大而逐渐升高,当醇粉比为15.0时木粉气化率最高,达到41.8%;木粉液化率随醇粉比的增大先升高后降低,当醇粉比为4.5时,木粉液化率达到最大值,为41.2%。综合考虑,选择最佳醇粉比为4.5。
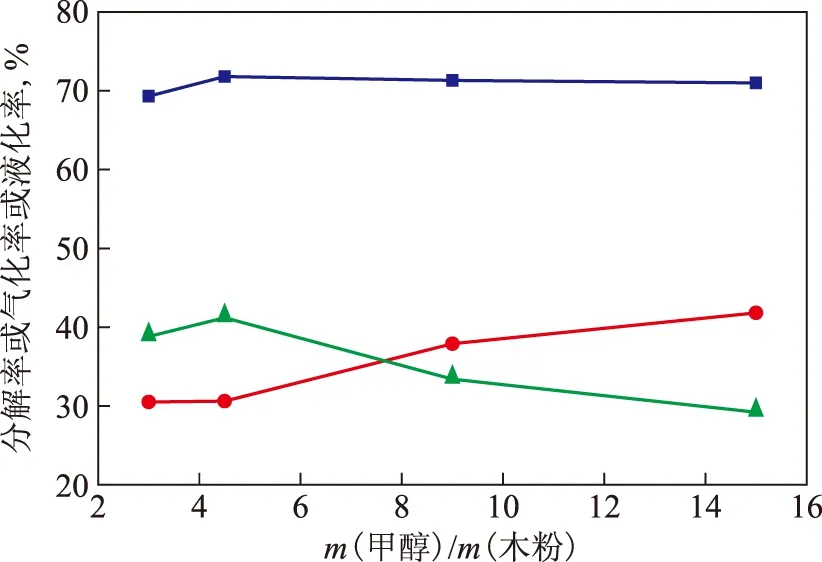
图1 醇粉比对木粉分解率、气化率和液化率的影响■—分解率; ●—气化率; ▲—液化率。 图2、图3同
2.2 反应温度的影响
在醇粉比为4.5、搅拌速率为600 r/min、反应时间为1 h的条件下,反应温度对木粉分解率、气化率和液化率的影响见图2。由图2可见:①随着反应温度的升高,木粉分解率先增加后略有降低,当反应温度为320 ℃时,木粉分解率达到最大值,为71.8%;②木粉气化率随反应温度的升高呈增大的趋势,反应温度由280 ℃升高到340 ℃时,木粉气化率从23.2%上升到31.8%;③木粉液化率随反应温度的升高先增大后降低,当反应温度从300 ℃升高到340 ℃时,木粉液化率从42.0%降到37.3%。木粉在甲醇中液化是一个分解与缩聚的过程,木粉在经过多次分解后会成为较小的分子,这些较小的分子中有部分含有醛基、酚基等活性较高的基团,这些基团之间会发生缩合反应生成更大的分子,在常温下成为液态或固体,所生成的固体即使在高温下也难以液化分解,而最终以固体残渣形式存在于产物中。在整个液化分解过程中,温度越高,木粉越容易分解成较小的分子,也就越容易气化,因此气化率越高;而在更高温度下,木粉分解产生的较小分子,不管在反应温度下处于液态还是气态,都容易发生缩合反应,导致固体残渣增加,如果增加幅度超过木粉分解速率,木粉分解率可能会降低。另外,随着液化温度升高,液化产物的缩合和气化速率越快;如果液化产物生成速率低于缩合为固体和分解为气体的速率,则液化率也可能会降低。综合考虑,木粉在超临界甲醇中液化的最佳反应温度为300~320 ℃,反应温度为300 ℃时,液化率最高,反应温度为320 ℃时,分解率最高,且在两个温度下的分解率和液化率相差不大。
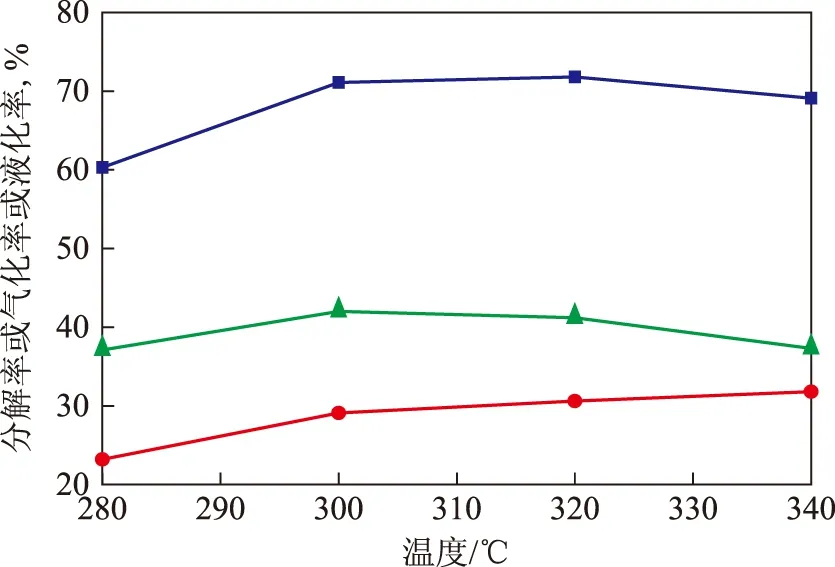
图2 反应温度对木粉分解率、气化率和液化率的影响
2.3 反应时间的影响
在醇粉比为4.5、搅拌速率为600 r/min、反应温度为320 ℃的条件下,反应时间对木粉分解率、气化率和液化率的影响见图3。从图3可以看出:①木粉在甲醇中液化的分解率和气化率具有相似的变化趋势,均随着反应时间的延长呈线性增加趋势,当反应时间为10 min时,木粉的分解率和气化率分别为68.1%和26.1%,反应时间为120 min,木粉的分解率和气化率分别为73.6%和32.5%;②反应时间从10 min增加到30 min时,木粉液化率从42.0%提高到42.8%,继续延长反应时间,木粉液化率略有降低。随着反应时间的延长,木粉分解率呈增大的趋势,木粉分解得越多,而且该数值的变化要比残渣生成的速率大,因而导致分解率增大。同样,对气化率也是如此,时间越长,木粉气化得越多,而且由于产生的气体发生缩合反应的几率较小,因而气化率增加。另外,木粉液化分解过程实际是一个分解与缩合的平衡过程,木粉分解产生液体产物,液体产物继续分解产生气体产物,或者缩合重新生成固体残渣。随着反应时间的延长,当液体产物的分解、缩合增加速率低于其生成增加速率时,液化率增加,反之则液化率降低。从木粉分解率、液化率和气化率综合考虑,木粉在超临界甲醇中液化的最佳反应时间为30~60 min。
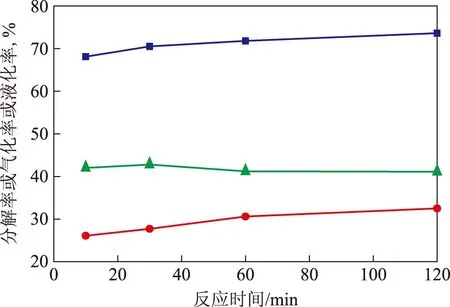
图3 反应时间对木粉分解率、气化率和液化率的影响
2.4 催化剂的影响
分别以NaOH,KOH,Na2CO3,K2CO3为催化剂,在醇粉质量比为4.5、搅拌速率为600 r/min、反应温度为320 ℃、反应时间为1 h的条件下,考察木粉在甲醇中的液化,催化剂的加入量均为木粉质量的5%。催化剂对木粉分解率、气化率和液化率的影响见图4。从图4可以看出:①木粉在超临界甲醇中液化,当加入碱性化合物催化剂后,木粉分解率均有明显增加,其中增加幅度最大的是以KOH和K2CO3为催化剂的反应,两者对木粉分解的促进作用接近,木粉分解率达到74.3%,与不加催化剂时相比增加2.5百分点;以NaOH、Na2CO3为催化剂,木粉分解率分别为72.8%、71.3%,对木粉分解促进作用由大到小的顺序为:K2CO3≈KOH>NaOH>Na2CO3>无催化剂,其中含K化合物对木粉分解的促进作用明显优于含Na化合物,这可能与含K化合物的碱性强于含Na化合物有关;②以K2CO3为催化剂时木粉气化率最高,达到35.4%,催化剂对木粉气化率影响由大到小的顺序为:K2CO3>KOH>NaOH≈Na2CO3>无催化剂,含K化合物的催化活性明显优于含Na 化合物;③以K2CO3、Na2CO3为催化剂时,木粉液化率分别为38.9%和41.7%,均比不加催化剂时木粉液化率低;以强碱NaOH、KOH为催化剂时,木粉液化率分别为43.3%和43.1%,比不加催化剂时木粉液化率(42.8%)高0.5百分点,催化剂对木粉液化率影响由大到小的顺序为:NaOH >KOH >无催化剂>Na2CO3>K2CO3。
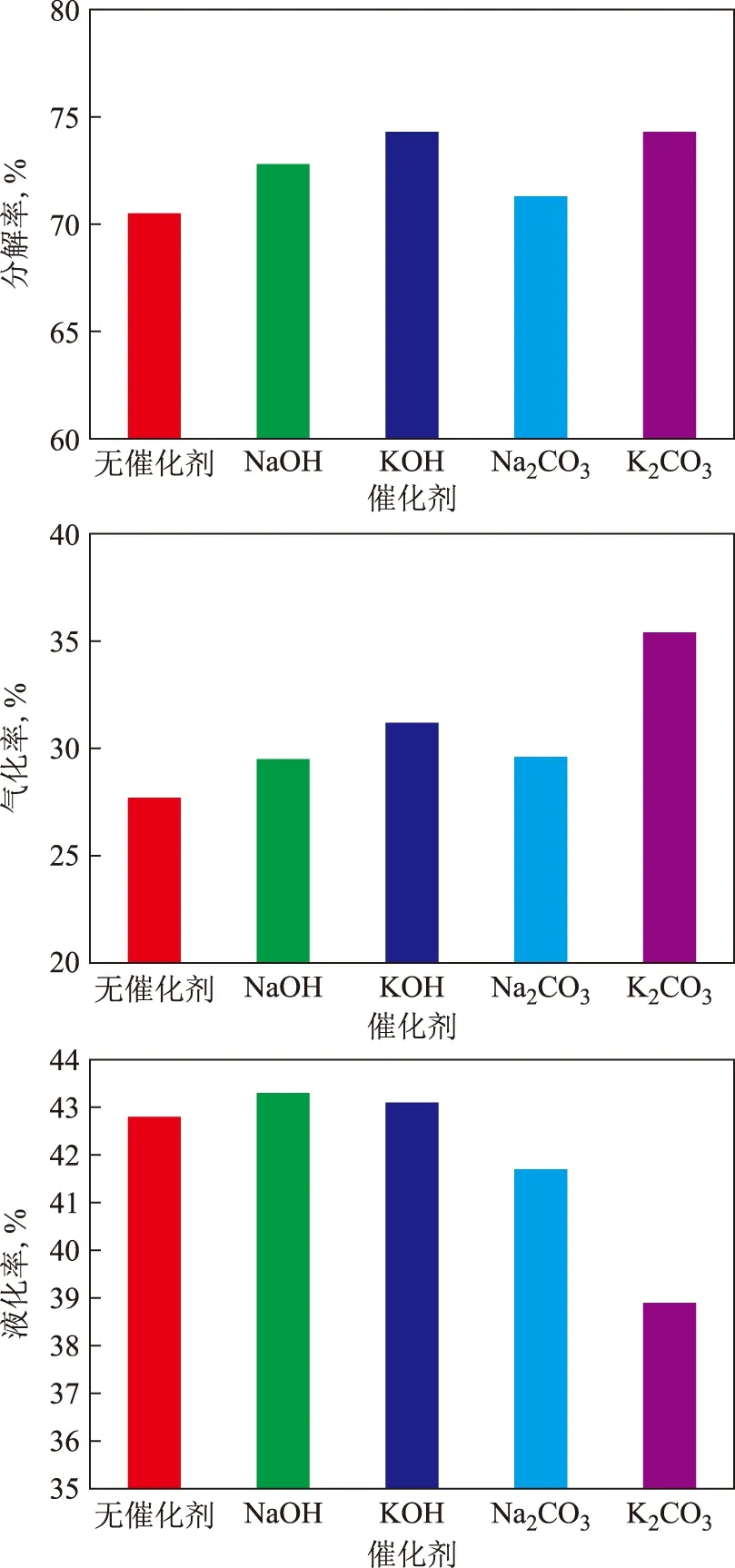
图4 不同催化剂对木粉分解率、气化率和液化率的影响
3 结 论
(1)以木粉和甲醇为原料,在高压反应釜中进行木粉在超临界甲醇中的液化分解反应,木粉在超临界甲醇中液化的最佳条件为:甲醇与木粉质量比4.5,反应温度300~320 ℃,反应时间30~60 min。在最佳条件下,木粉液化率可达到42.8%。
(2)催化剂对木粉液化率影响由大到小的顺序为:NaOH >KOH >无催化剂>Na2CO3>K2CO3。以NaOH为催化剂,在甲醇与木粉质量比为4.5、反应温度为320 ℃、反应时间为1 h的条件下,木粉液化率达到43.3%。
[1] 姜洪涛,李会泉,张懿.生物质高压液化制生物原油研究进展[J].化工进展,2006,25(1):8-15
[2] 宋春财,胡浩权.生物质秸秆在水中热化学液化研究[J].四川大学学报(工程科学版),2002,34(5):59-62
[3] 曹洪涛.生物质在超/亚临界水条件下液化研究[D].长沙:湖南大学,2008
[4] 何建辉.生物质直接液化的实验研究[D].合肥:合肥工业大学,2006
[5] Andrew A,Peterson Fre′de′ric Vogel,Russell P L,et al.Thermochemical biofuel production in hydrothermal media:A review of sub- and supercritical water technologies[J].Energy & Environmental Science,2008(1):32-65
[6] Yun Yang.Production of Bio-crude from Forestry Waste by Hydro-liquefaction in Sub-/Super-critical Methanol and Upgrading of Bio-crude by Hydro-treating[D].Ontario Canada:Lakehead University,2009
[7] 邵千钧,彭锦星.以超临界甲醇为介质的生物质液化制备燃油的方法:中国,CN 101560416A[P].2009-10-21
[8] 彭锦星.基于醇类介质的生物质超临界液化转化燃油技术研究[D].杭州:浙江林学院,2008
LIQUEFACTIONOFWOODPOWDERINSUPERCRITICALMETHANOL
Hu Jianbo, Du Zexue
(SINOPECResearchInstituteofPetroleumProcessing,Beijing100083)
The liquefaction of wood powder in supercritical methanol was investigated under different reaction conditions.The results indicate that the liquefaction,decomposition and gasification rate of wood powder were affected by the ratio of methanol to wood powder,reaction temperature and time,as well as type and amount of catalyst.At the best conditions:methanol to wood powder ratio of 4.5,temperature of 320 ℃,reaction time of 1 h,and NaOH as catalyst,the liquefaction rate achieves 43.3%.
biomass; high pressure liquefaction; supercritical fluid; methanol
2017-03-09;修改稿收到日期:2017-04-06。
胡见波,高级工程师,主要从事生物质能源及化工的研究工作。
胡见波,E-mail:hujb.ripp@sinopec.com。