一种测量零件高度及重量的深度卡尺的设计及应用
2017-09-22
(武汉船舶职业技术学院工业中心,湖北武汉 430050)
一种测量零件高度及重量的深度卡尺的设计及应用
周良春
(武汉船舶职业技术学院工业中心,湖北武汉 430050)
活塞加工过程中,在保证精车外圆尺寸的同时,还需控制活塞的高度和整体重量。本文介绍了一种自制专用深度卡尺,能很好地解决上述问题。
高度; 重量; 凹槽深度;自制专用深度卡尺
一件合格的活塞产品,对活塞的高度和重量都有公差要求的。而对这两项指标的控制,须在精车外圆这道工序中一起完成。自制专用深度卡尺,通过控制活塞内腔深度,从而达到控制活塞产品的高度和重量。
1 结构、原理概述
通用深度卡尺的测量基准面长度只有100 mm,无法覆盖孔径大于150 mm的活塞,且测量面是平面,无法精确测量凹槽深度。自制专用深度卡尺是用来测量凹槽深度的检具。其主要结构形式如图1所示。通过实验,按图纸要求设定一个标称尺寸(零位),在零位上下对称地刻上刻度,以示对标称尺寸的上下偏差。
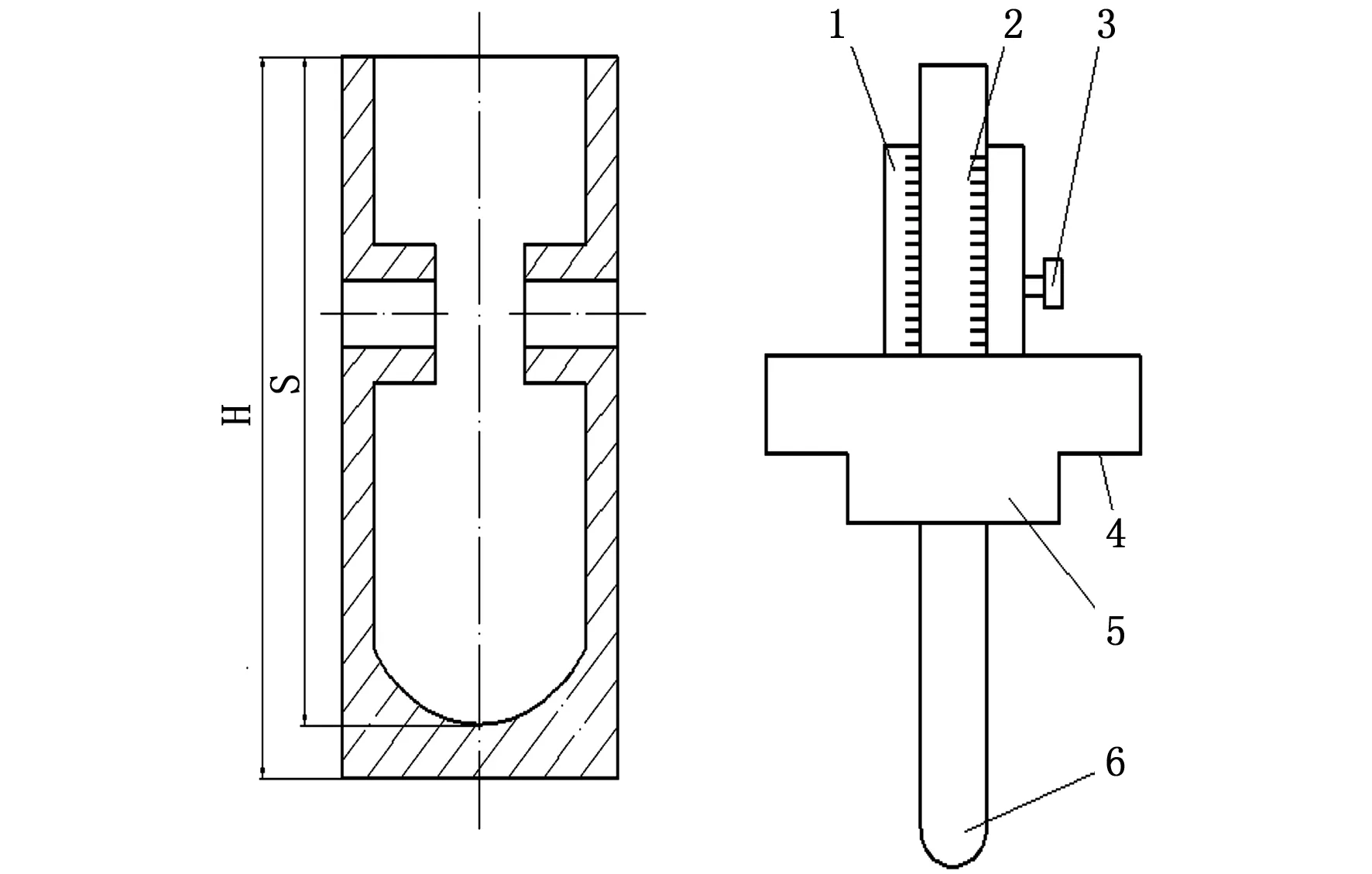
图1 标件及深度卡尺
2 使 用
将自制专用深度卡尺的测量基面轻轻与活塞端面接触,移动游标尺与凹槽底部轻轻接触,锁紧螺钉,移出,即可直接读出偏差。
3 检定方法
依据JJG30-2000《通用卡尺检定规程》,JJG1-1999《钢直尺检定规程》。
(1) 外观。外观应符合通用卡尺检定规程要求,各部分相互作用应平稳,无阻滞,紧固螺钉的作用应可靠。
(2) 标尺标记的宽度和宽度差,应符合通用卡尺检定规程要求。
(3) 深度卡尺的尺框测量面的表面粗糙度要求为Ra0.2 μm。
(4) 深度卡尺的尺框测量面的平面度要求为5 μm。
(5) 测头的球面半径用相应尺寸的半径样板比较。
(6) 零值误差。自制专用深度卡尺的主标尺基准面和测量面达到标称值时,游标上的“零”标记和“尾”标记与主标尺相应标记应相互重合,其重合度应分别符合±0.1 mm和±0.3 mm。
(7) 示值变动性。应不超过分度值的1/2。
(8)示值误差。对测量范围上限为300 mm的深度卡尺,示值最大允许误差为±0.08 mm。
(9)检定周期。检定周期可根据使用的具体情况确定,一般不超过一年。
4 测量方法
自制专用深度卡尺的示值误差采用3级或5等量块进行检定,检定点的分布,对于300 mm以内的深度卡尺在全量程范围内不少于均匀分布的3点。
5 测量不确定度的评定
以检验φ300 mm活塞的自制深度卡尺为例,进行测量不确定度评定,标准量块采用3级量块。
5.1 标准不确定度的来源
(1)深度卡尺对线误差u1
(2)标准量块偏差u2
(3)深度卡尺和量块的热膨胀系数差u3
(4)深度卡尺和量块的温度差u4
5.2 标准不确定度的评定
(1)深度卡尺读数的对线误差估算的标准不确定度分量u1
对0.02 mm分度值的深度卡尺,对线误差分布区间为0.01 mm,均匀分布,由公式得
(2)检定用3级量块估算的标准不确定度分量u2
3级量块的制造偏差是该标准不确定度分量的主要影响因素,量块按级使用时,其测量不确定度用其制造偏差的最大允许误差,按均匀分布处理,其标准不确定度为:
(3)深度卡尺和量块的热膨胀系数差估算的标准不确定度分量u3
由于材料性质的差异,两种材料热膨胀系数界限在(11.5±1)×10-6/℃的范围内服从均匀分布,则δα的区间半宽为2×10-6/℃,服从三角分布,测量尺寸为L=291.9mm=291 900μm,偏离标准温度的范围是±5 ℃,其标准不确定度计算如下:
(4)深度卡尺和量块间的温度差估算的标准不确定度分量u4
深度卡尺和量块间存在温度差,以等概率落于区间±0.5 ℃内任何处。其区间半宽为0.5 ℃,测量尺寸L=291.9mm=291 900μm和线膨胀系数11.5×10-6℃-1,标准不确定度计算如下:
(5)合成标准不确定度
L=291.9 mm=291 900 μm时,Δt=5℃
2.92+1.72+1.22+1.02=13.74(μm2)
(6)扩展不确定度
取k=2,扩展不确定度如下:
L=291.9 mm U=k·uc=2×3.7 μm=
7.4 μm=0.007 mm
6 结 语
活塞的高度尺寸与重量存在一定线性关系,控制了活塞的高度尺寸,也就控制了活塞的重量,从而达到产品规定的指标。自制专用深度卡尺,通过测量活塞内腔深度,能很好地控制活塞的高度和重量。
1 JJG30-2012《通用卡尺检定规程》[S].中国计量出版社,2012.
2 JJG1-1999《钢直尺检定规程》[S].中国计量出版社,1999.
3 JJF1102-2003《内径表校准规程》[S].中国计量出版社,2003.
4 JJF1059.1-2012《测量不确定度评定与表示》[S].中国计量出版社出版,2012.
(责任编辑:谭银元)
DesigningofaDepthGaugeforMeasuringComponentHeightandWeight
ZHOULiang-chun
(Wuhan Institute of Shipbuilding Technology, Wuhan 430050,China)
In the process of piston machining, it is necessary to control the height and the weight of the piston,as well as the size of the outer circle. A special depth gauge is introduced in this paper, so that those problems can be resolved.
height; weight; groove depth; a special depth gauge
2017-01-11
周良春,女,工程师,主要从事计量管理、长度计量万能量具的检定、修理,以及量具、刀具、自制检具等精密测试工作。
TH7
A
1671-8100(2017)02-0038-02
