女西裤工业样板推板技巧探讨
2017-09-12黄晓杰
黄晓杰
(中原工学院 信息商务学院,河南 郑州 450000)
女西裤工业样板推板技巧探讨
黄晓杰
(中原工学院 信息商务学院,河南 郑州 450000)
服装工业样板推板是服装工业化生产的重要环节之一,号型规格系列档差是系列样板推板的数值依据。以女西裤为例,介绍国内外号型标准在下装主要控制部位及档差设置上的区别。通过企业推板实例,对西裤主要结构部位规格档差及各部位放缩点推放值的分配进行了分析,为企业女士西裤系列样板推板提供一定的参考。
女西裤;推板;号型规格;档差
现代服装工业生产中,往往要求同一款式的服装生产多种规格的产品,并进行批量生产,以满足市场中不同穿着者的要求,因此合适的规格尺寸和推板技术非常重要。不同国家根据长期的工作实践经验,利用任意图形的相似变换原理总结创立了适合自己国家的服装工业推板方法,如日本分割法、美国FIT方法、法国坐标式方法以及我国的快速摞剪法等[1]。随着计算机技术的发展,服装CAD系统的应用使服装工业推板更加快捷和精确。
为了使服装推板尺寸更加科学、标准,国内外许多学者对服装推板规则及保型性问题进行了深入研究。Nancy A. Schofield, Karen L. Labat[2-3]探讨了服装推板、号型规格及人体测量数据之间的关系,并以女性原型上衣推板为例,利用设置同一档差推板方法和不同档差推板方法,对比分析领围、肩斜角、肩长、肩宽、袖窿、胸省、侧缝及腰缝尺寸,发现在系列样板放码过程中设置不同档差比设置同一档差推出的样板更合体,并提出了评价服装推板准确性的标准。束重华等[4]探讨了在服装纸样放缩中保型性问题,并得出推板放码的实质是量与型的统一,其中型是最主要的,研究型的变化规律具有重要意义。李秀英等[5-6]通过分析人体结构特征与服装款式特性,结合服装工业样板,探讨了服装各部位的形态及不同部位档差的分配。高晓杰[7]结合女子体型特征,采用点放码和参数公式相结合的方法,实现了东华原型A体型到C体型的快速推板。
服装工业样板推板常用的方法是档差放缩法,即依据裤装主要部位规格档差值进行放缩。以女士西裤为例,服装企业对系列样板相邻号型同一部位规格档差的设置通常是相同的,虽然保证了样板推放后量与型的统一,但不能覆盖大范围消费者的体型。另外,我国服装号型标准中涉及下装的档差除了腰围高、腰围、臀围部位外,并没有给出配属部位的档差设置,大多依据经验数据进行推板,因此推板结果在很大程度上不能满足消费者的需求,因此有必要进一步对女西裤主要部位档差设置及各部位档差值的分配进行研究。
1 服装工业纸样推板技术
1.1 规格档差设置
在设计成衣规格时主要控制部位尺寸起着关键作用,在对女西裤成品规格进行设计时,国内外号型规格涉及的主要控制部位见表1所示。
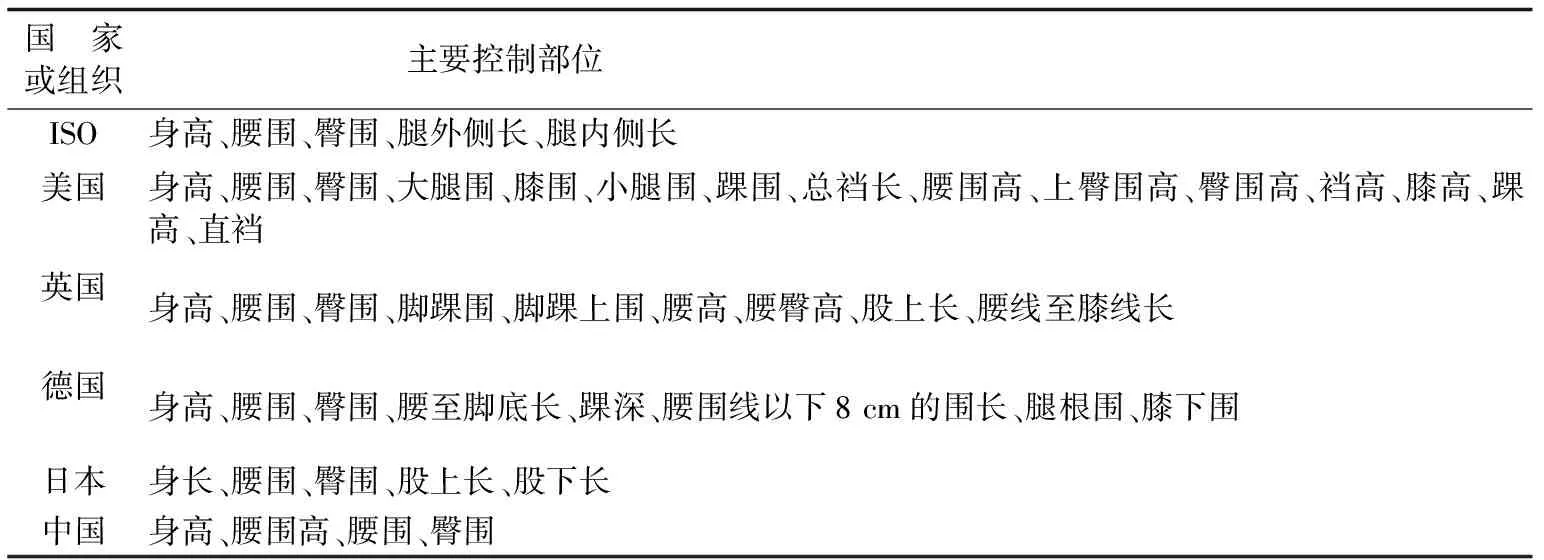
表1 国内外女子裤装号型规格主要控制部位[8]
从表1中可以看出号型规格主要控制部位共有部位是身高、腰围、臀围,一些发达国家的下装控制部位较多,比如美国、英国。而我国除了腰围高、腰围、臀围外,对总裆长、股上长、股下长、踝围等部位都没有涉及,因此企业在工业制版及推板过程中就没有统一的标准,从而给服装样板师和消费者的选择带来了不便。
在西裤生产加工过程中,服装号型控制部位分档数值是成品系列规格设计的依据,由于款式、体型、客商、国家等不同,推板过程中主要部位采用的档差也不同,国内外女子号型标准主要控制部位分档数值见表2。

表2 国内外女子号型标准主要控制部位的分档数值[8] 单位:cm
从表2可以看出身高的档差只有1个,其中英国的身高档差值最大,而美国是最小的;腰围和臀围的档差设置存在有2个或2个以上的情况,因为在该部位达到某个尺寸时档差值开始变更,美国和英国的臀围档差跟腰围档差同幅度变化,ISO组织和我国的臀围档差设置与人体体型有关,同一体型中,ISO组织的臀围档差值有3个或4个,而我国的臀围档差设置只有1个。从臀围的档差值可以看出,有的档差值跟腰围一致,有的档差值小于腰围,这与人体体型的变化规律有关,通常人体的腰、臀变化范围不是按比例同步增长的,其中腰围尺寸的增长率明显大于臀围的增长率,企业在进行推板时常将臀围档差调整为与腰围档差一致。
我国腰围、臀围的档差设置与号型系列是5·4系列还是5·2系列有关,在同一系列同一体型中,腰围和臀围的档差值只有一个,因而有些消费者在购买西裤时,挑选不到合适的腰围尺寸,从而降低消费者的购买欲望。因此,我国的主要部位档差设定可以借鉴国外的档差设定进行调整,更加细分化,尽可能满足更多消费者的需求,另外可以依据款式变化、客户要求等灵活调整各部位的档差。
1.2 档差分配
企业在进行裤装推板时,基本上是根据生产制造单标明的成衣规格系列相应部位的档差值,如腰围、臀围、横裆围、膝围、裤口围、直裆、裤长,然后根据选定的放缩基准点和基准线,以前后裤片横档线为纵向基准线,前后裤片挺缝线为围度基准线,按照西裤结构制图比例公式及经验数值,将各部位规格档差进行计算和分配,从而确定各部位放码点的推放值。以号型为160/66A女西装为例,按5·4系列设置的样板规格如表3所示,不同国家女西裤订单进行工业样板推板时档差分配及各部位推放值如图1~图4所示。
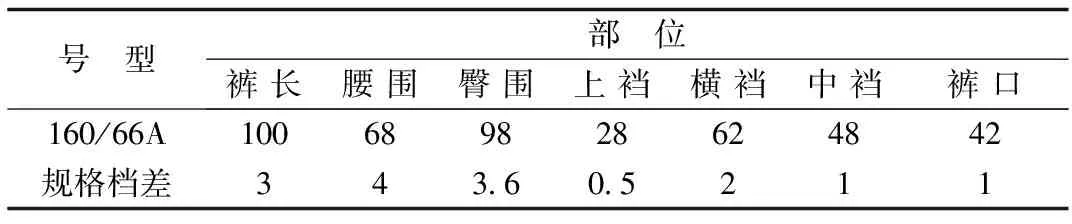
表3 女西裤规格表 单位:cm
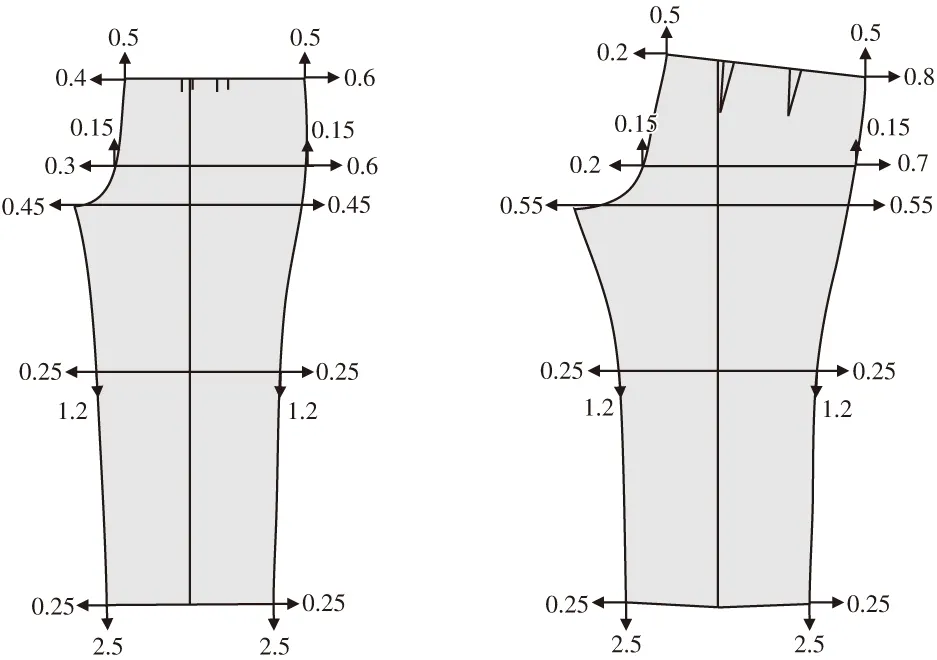
图1 内销女西裤工业样板推板
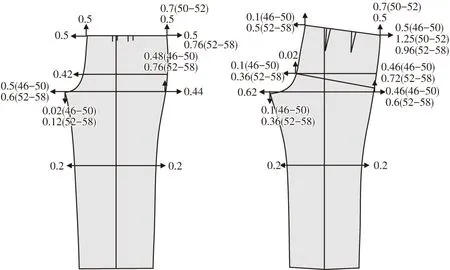
图2 美国女西裤裤装推板
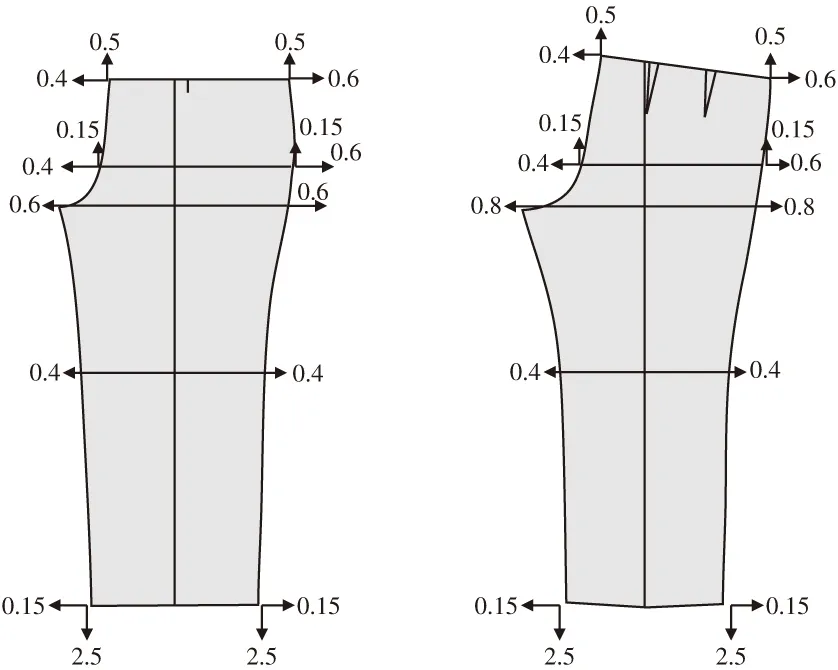
图3 德国女西裤裤装推板

图4 英国女西裤工业样板推板
从图1、图2可以看出,企业对国内订单进行号型系列推板时档差只取一个,而对美国订单进行系列推板时,当号型跨度较大时,档差值设置不止一个。另外同一部位档差分配不同,长度方向上,比如裤长档差,内销是按成衣规格中提供的档差一般是3 cm进行推板,而在图2、图4中客户要求下裆尺寸是不变的,因此在裤长和中裆方向没有放缩量,这就意味着裤长的档差即为上裆的档差。
从图1~图3可以看出围度方向的档差分配和各个关键点推档值的分配是不一样的。以腰围为例,腰围档差值都是4 cm,前、后裤片分别分配1/4 腰围档差值即1 cm,不同部位放缩点档差值分配不同,图1~图3中后片腰围线处左右点放缩比例分别为2∶8,1∶1和4∶6,不同的分配比例对裤片臀高线以上侧缝线和前后裆线的形状有很大影响。这也与推板人员的操作习惯、人体体型、不同国家订单要求有关。
臀围部位的档差设置除了图3和腰围档差同幅度变化,其他的都是小于腰围档差设置,图1与图2中腰围在前裆线的分档值大于臀围在前裆线的分档值,是因为人体腰围的变化多体现在前腰腹部;图3与图4中腰围与臀围档差在前裆线与侧缝线是同比例分配的,此方法使侧缝线与前裆线变化较为平衡,保证了前裆斜线倾斜角度不变,但此方法只适用于推档数小于5的情况,当推档量多时,会造成侧缝线过直而不符合人体体侧形态的变化。
横裆部位除了客户要求前后片横裆处档差值一致外,基本上是后片横裆档差值大于前片横裆档差值,这也是与人体臀部及大腿根部变化规律有关。膝围和脚口围的档差可以同幅度变化也可以不同幅度变化,这与裤子的款式有关,比如图2、图4中在膝围处有放缩量,而在脚口围处没有放缩量,这与客户要求裤型为小脚裤有关。
对比外单裤装的工业样板推板,其放缩规则相对灵活,在纵向基准线横裆线上,图2、图4后裤片裆弯处档差量都有所调整,是为了保证裤子内缝长不变。
因此工厂在进行裤装推板时,基于成品规格档差,借鉴国外订单档差设置原则,根据人体体型特征及规律合理分配各部位档差及各部位放缩点档差值,使推板结果满足裤装合体性和美观性的需求。
2 结语
对比国外,我国在裤装推板上还有很大不足,首先我国号型标准系列涉及纸样控制部位的数据不完善,不同号型之间的档差值是单一的,在很大程度上不能满足人体体型多样化的需求,另外对于非控制部位档差的分配大多依据公式或经验,由于各个企业在制图中所用的比例不同,因此在推板中档差设定就不同,这就给消费者选购合体的裤子增加了难度。另外企业应该根据人体体型变化规律及服装款式特点,借鉴欧美国家主要控制部位档差设置及分配原则,对内销订单裤装进行推板时,对主要部位档差设置及各放缩点档差分配进行调整,保证推板数量及服装款式特点,满足消费者对服装合体性及美观性的需求。
[1] 王晓云,杨秀丽.服装企业制板、推板与样衣制作[M].北京:化学工业出版社,2010.
[2] SCHOFIELD N A, LABAT K L. Exploring the relationships of grading, sizing, and anthropometric data[J]. Clothing and Textiles Research Journal, 2005,23(1):13-27.
[3] SCHOFIELD N A, LABAT K L. Defining and testing the assumptions used in current apparel grading practice[J]. Clothing and Textiles Research Journal, 2005,23(3):135-150.
[4] 束重华.“量”、“型”统一服装推板方法[J].纺织导报,2009,(12):74-75.
[5] 李秀英.裤子工业纸样放码研究[J].武汉科技学院学报,2005,18(4):8-10.
[6] 俞 俭.基于参数特征的插肩袖服装推板技术研究[D].上海:东华大学,2006.
[7] 高晓杰.基于东华原型A体型到C体型快速推板的研究[D].上海:东华大学,2010.
[8] 全国服装标准化技术委员会.服装标志及号型规格实用手册[M].北京:中国标准出版社,2005.
已被列入7月国抽计划的纺织品
近日,国家质检总局官网发布关于组织2017年第4批产品质量国家监督抽查承检机构申报工作的通知。据通知介绍,24种产品列入质检总局今年第4批产品质量国家监督季度抽查产品计划。
2017年第4批产品质量国家监督季度抽查产品计划共涉及24种产品,包括日用及纺织品、电子电器、建筑和装饰装修材料、农业生产资料、机械及安防产品、电工及材料产品六大类。抽查时间为2017年7月18日~2017年10月17日,共92天。
2017年第4批产品质量国家监督季度计划抽查产品,其中涉及纺织品5种。
1、冲锋衣 抽查批次40 拟检定机构2个
2、羽绒服装 抽查批次100 拟检定机构4个
3、运动鞋 抽查批次120 拟检定机构4个
4、旅行箱包 抽查批次80 拟检定机构4个
5、背提包 抽查批次60 拟检定机构3个
打印纺织品预计将有每年20%的高速增长
我们的衣服、家里挂的壁挂、装饰用的墙布……纺织品随处可见、随手可得。这些纺织品多是模拟印染的,而数字印染正迅速崛起,未来很多纺织品将如同打印照片一样被打印出来。我们从日前在国家会展中心(上海)举办的2016中国国际纺织机械展览会暨ITMA亚洲展览会(ITMA ASIA+CITME 2016)了解到,从今年到2020年,数字打印在纺织品印染领域将出现快速增长,预计每年将有20%的增长比例。
据柯尼卡美能达株式会社集团业务执行役喷墨事业部长小松克明介绍,2016年全球纺织品市场规模约200亿米,其中模拟印染(丝网)占绝大多数,数字印染(打印)只占了4%的市场份额,但已呈现出强劲的增长趋势,从今年至2020年预计每年都有20%的增长比例。
而随着技术成熟,打印数字印染也有了与传统印刷机几乎一样的高生产率;同时可实现少量、多品种的印染生产需求。正因如此,喷墨印花机有了广阔的发展前景。柯尼卡美能达株式会社在这次展览会上就展出了扫描式高速喷墨纺织品印花机“NASSENGER 10”及“NASSENGER 8”两种机型,是首次在亚洲的展览会上展示运行。此外,“NASSENGER”系列用尼龙布料染料用墨水(酸性墨水)的产品阵容中,新推出荧光黄和萤光粉红2种颜色。
INFOTRENDS的年度数码打印纺织品市场预测报告也印证了上述情况。预测称,2018年较2013年,数码打印纺织品(装饰品、服饰和工业用布料)总额会有39%的年度增长率。全球纺织品市场市值1万亿美元,并拥有超过700万客户。传统印刷织物占有最大的份额,3 500万m2;而数码打印纺织品只占80万m2。从传统印刷到数码打印的时机已经成熟了。
(来源:中国纺织网)
Discussion on Grading Skills of Industry Pattern of Female Trousers
HUANG Xiao-jie
(College of Information and Business, Zhongyuan University of Technology, Zhengzhou 450000, China)
Grading is an important part of the industrial production of clothing, the increments of specifications series is the numerical basis of pattern grading. Taking female trousers as an example, the differences of main control part and increment setting between domestic and international specification standards were introduced. Through enterprise grading example, the specification increment and the distribution of grading value in shrink point were analyzed to provide reference for pattern grading of female trousers series.
female trousers; grading; specification; increment
2017-06-13;
2017-06-23
黄晓杰(1989-),女,助教,硕士,主要研究方向为服装结构设计,E-mail:huang14105@163.com。
TS941.62
A
1673-0356(2017)08-0047-04
