基于PLC的铸造熔炉燃烧自动控制系统设计
2017-09-08董丽梅
董丽梅


摘 要: 铸造熔炉是铸造过程中的关键设备之一,并且铸造熔炉燃烧过程的完全与否将决定着铸造质量的好坏。基于PLC可编程序控制器设计了锅炉燃烧过程的自动控制系统,设计过程中主要考虑蒸汽压力、燃烧过程含氧量和炉膛负压三个变量,并分别基于以上三个变量进行控制系统硬件和软件设计,并且给出具体的控制方案,对铸造熔炉燃烧的自动控制系统的设计与研究起着重要作用。
关键词: 铸造熔炉; 燃烧自动控制; 硬件设计; 软件设计
中图分类号: TN876?34 文献标识码: A 文章编号: 1004?373X(2017)17?0138?03
Design of PLC?based combustion automatic control system of casting furnace
DONG Limei
(College of Electronic Information Engineering, Hebei University, Baoding 071002, China)
Abstract: Casting furnace is one of the key equipments in casting process, and its combustion process determines the quality of the casting. A PLC?based automatic control system of boiler combustion process was designed. Steam pressure, oxygen content and combustion chamber negative pressure in combustion process are considered in design process. On the basis of the above three variables, the hardware and software of the control system were designed. The specific control scheme is given, which plays an important guiding significance for the design and research of the combustion automatic control system of casting furnace.
Keywords: casting furnace; combustion automatic control; hardware design; software design
0 引 言
铸造属于液态金属材料成形的典型工艺,铸造工艺的首要过程为将固态金属熔炼成液态金属,铸造熔炉是铸造中必不可少的试验设备之一[1]。铸造熔炉是利用煤炭燃烧或其他能量转化所得的热能把固态金属加热融化成为液态金属,使其具有一定的液态流动性的机械设备,是机械、能源等工业装备过程必不可少的重要动力设备[2]。随着铸造技术的不断发展,铸造熔炉设备也随之得到了快速发展,并逐渐受到国内外专家学者的青睐,对其研究也逐年增多。在国内,文献[3]对铸造镁合金熔炉内保护气体流动进行了数值模拟;文献[4]对镁合金压铸机熔化保温系统进行了设计研究;文献[5]研究了镁合金介质保护熔炼技术,在国外也有诸多专家学者对铸造熔炉设备进行了一系列研究。虽然,铸造熔炉设备的研究逐年增多,但是大都集中在对某种材料的熔化保温等设计与研究,对熔炉燃烧的自动控制的研究尚未见报道。本文基于PLC的铸造熔炉燃烧自动控制系统可以有效地解决熔炉燃烧自动控制的问题,对其发展有着重要的推动意义。
1 工艺流程的描述
图1为熔炉燃烧自动控制系统的工艺流程图。本文设计的熔炉燃烧主要利用蒸汽余热对铸造熔炉进行加热[6]。具体加热过程如下:首先将定量的水经过水泵、控制阀开关注入锅炉;其次,将煤炭燃料或其他燃料和受热空气按照一定的比例进行混合,混合后通过燃烧设备对其燃烧,燃烧过程中产生的热量被蒸汽发生系统接收,并产生饱和蒸汽。经过换热器发生器后形成过热蒸汽最终储存在蒸汽母管。所储存的过热蒸汽经过传递系统供给外界负载熔炉燃烧使用[7]。
如图1所示的燃烧过程中,蒸汽压力、产生的烟气成份以及炉膛的负压是整个过程中的关键控制变量,其中煤炭及其他燃料使用量、送风速度及时间和引风速度为三个自变量[8]。根据以上控制变量及其对应的自变量设计合理的控制系统,保证满足负载使用,并且保证燃烧的安全性和经济性。
2 控制系统设计
2.1 控制系统方案设计
铸造熔炉燃烧的自动控制系统主要包括蒸汽压力、燃烧过程含氧量和炉膛负压自动控制系统等三个子系统。以上三个子系统的控制方案均为前反馈系统控制+PID反馈控制,蒸汽压力子系统自动控制方案如图2所示,含氧量子系统控制方案如图3所示,炉膛负压子系统控制方案如图4所示。
2.2 控制系统硬件设计
本文设计的铸造熔炉燃烧供能的控制系统主要采取PLC控制方式。主要实现逻辑控制和连续控制两种常规功能,与此同时,可以实现燃烧过程各变量及控制关键参数的数据采集、数据检测、系统报警和反馈信息的传送等功能。整个控制系统包含四个主要控制模块,分别为一个输入模块、两个输出模块、一个输入输出混合模块。其中,EM231为输入模块、EM232为输出模块、EM235为输入输出混合模块。具体控制系统硬件设计方案如图5所示。
2.3 系统软件设计
对应控制系统的硬件系统,本控制系统的软件系统也有三个子系统,其系统软件分别为蒸汽压力、燃烧过程含氧量和炉膛负压自动控制系统软件。
(1) 蒸汽压力子系统控制软件设计
图6为蒸汽压力子系统控制软件的控制方案流程图。控制方式主要为前馈+PID反馈控制,表1为PID反馈回路表。
(2) 燃烧含氧量控制软件设计
图7为燃烧过程含氧量系统控制软件控制方案流程图。控制方式与蒸汽压力控制方式一致,表2为含氧量控制系统PID反馈回路表。。
(3) 炉膛负压系统控制软件
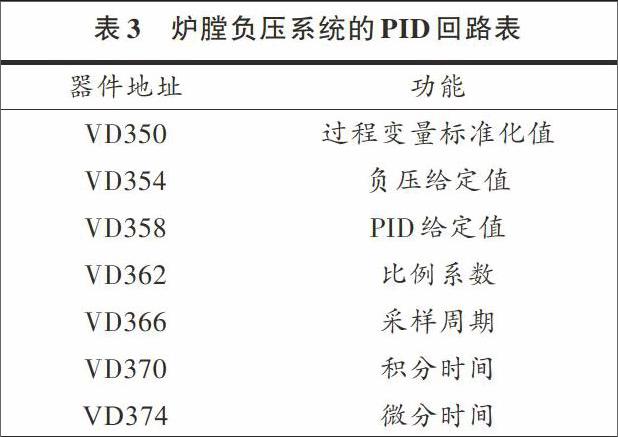
图8为炉膛负压系统控制软件控制方案流程图。控制方式与蒸汽压力及燃烧过程含氧量控制方式一致,表3为炉膛负压控制系统PID反馈回路表
3 结 论
本文以铸造熔炉燃烧室为控制对象,基于PLC对其控制系统进行设计,设计过程主要考虑蒸汽压力、燃烧过程含氧量和炉膛负压三个变量,并分别基于以上三个变量进行控制系统硬件和软件设计,给出具体的控制方案,对铸造熔炉燃烧的自动控制系统的设计与研究具有重要意义。
参考文献
[1] 郑璇.铝合金熔铸简论[J].轻合金加工技术,1994(10):2?6.
[2] 龙思远,查吉利,曹韩学,等.压铸镁合金气体保护连续熔化浇注技术[J].铸造技术,2007(z1):22?26.
[3] 应富强,王聪聪.铸造镁合金熔炉内保护气体流动数值模拟[J].铸造技术,2009(7):884?887.
[4] 郑笑慰,曹福洋,刘群,等.镁合金压铸机熔化保温系统的设计[J].铸造,2003,52(8):573?576.
[5] 陈虎魁,刘建睿,沈淑娟,等.镁合金介质保护熔炼技术及其进展[J].材料导报,2004,18(4):82?85.
[6] 翟春泉,刘六法,蒋海燕,等.铝镁合金铸造生产过程中的劳动保护与灾害控制[J].铸造技术,2008(12):1630?1633.
[7] 龙思远,查吉利,曹韩学,等.镁合金压铸技术和装备的现状与展望[J].特种铸造及有色合金,2008(z1):49?54.
[8] 王朋,窦韶旭,王甜,等.压铸铝合金连续燃气熔化能耗分析[J].特种铸造及有色合金,2015(12):1277?1281.endprint
