铸轧铝合金裂边缺陷产生原因及改进措施
2017-09-08飞尚才
飞尚才,夏 杰,多 杰
(青海高等职业技术学院,青海 810799)
铸轧铝合金裂边缺陷产生原因及改进措施
飞尚才,夏 杰,多 杰
(青海高等职业技术学院,青海 810799)
对铸轧卷裂边缺陷进行了观察,并分析了缺陷产生的原因。通过采取较小变形量、减小耳子与铸轧卷边部的摩擦力等措施,生产出的铸轧卷裂边基本消除。
铸轧;裂边;变形量;摩擦力
0 前言
铸轧生产由于工艺流程短、能耗低,枝晶间距小,金属间化合物细小等特点,广泛应用于铝合金深加工生产中。但在实际生产过程中,铸轧板坯存在着各种各样的缺陷,其中裂边是生产过程中常见的一种缺陷。这种缺陷的存在使铸轧带材在后续工序生产中,边部不断受到拉、压应力的作用,裂边不断扩展,特别是原有较大的裂边在冷轧中扩展迅速,达到一定程度会导致断带,使生产中断,并且为轧机起火埋下隐患。另外,对于过大的裂边,在切边道次不能全部切掉,这不仅影响后续加工和用户使用,而且使成本上升。因此在铸轧生产过程中要解决裂边过大、避免裂边产生是生产技术人员亟待解决的问题。
1 缺陷观察及统计
某公司进行铸轧卷生产时铸轧机为ϕ1003mm ×1850mm,采用的铸轧区为62mm~65mm,使用的耳子倒角为45°,如图1(a)所示。我们对采用此铸轧区、耳子生产的1系、3系和8系铸轧坯料出现的裂边进行了统计(每个系采用50卷进行调查),结果示于表1。
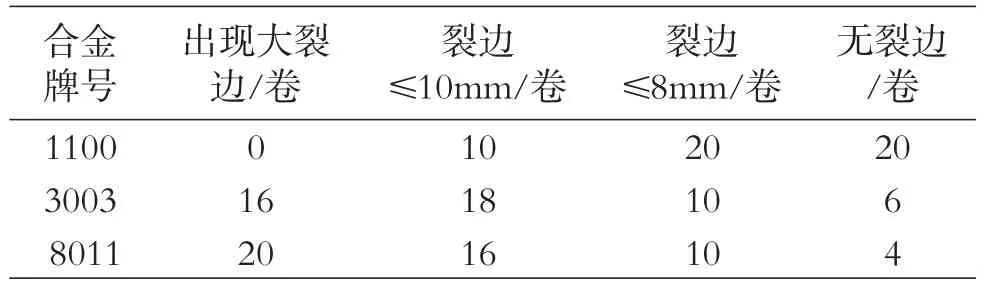
表1 各系列铸轧卷出现裂边统计表
通过统计,各个系列合金的铸轧卷都出现不同程度的裂边,特别是8011合金裂边较多,这为后续轧制带来了很多不便。
2 缺陷分析
根据铸轧原理,在铸轧区内,液态金属被两个转动的轧辊冷却,短时间内完成铸与轧两个过程。金属表面与轧辊表面粘合无相对滑动,轧件变薄,只在金属中心有较大的后滑动。因此金属表面与内层受剪切力与压力作用产生变形,并传递到液穴的凝固硬壳内,使凝固硬壳的内部产生同样的变形与剪切力[1]。当变形产生的剪切力超过凝固硬壳金属的剪切强度时,在材料的薄弱处首先开裂,进而扩展,待此处应力全部松弛后,裂纹不再扩大,这样形成了裂纹。在变形区内,边部金属由于同时受到来自耳子施加于其断面的向后摩擦应力,以及施加于两侧面的向前的拉应力,这两种方向相反的应力作用,使裂纹优先在边部产生[2]。
3 改进措施及效果
根据铸轧原理,通过缺陷分析,在生产中主要采用减小变形量或减小耳子的摩擦力的方法来避免或尽量减少裂边[3],因此公司首先采用了不同的合金使用不同的铸轧区并且使铸轧区尽可能小的方法进行了生产。在生产过程中未消除铸轧卷的工艺裂边,但大裂边的卷数比例明显下降,具体统计数据见表2。
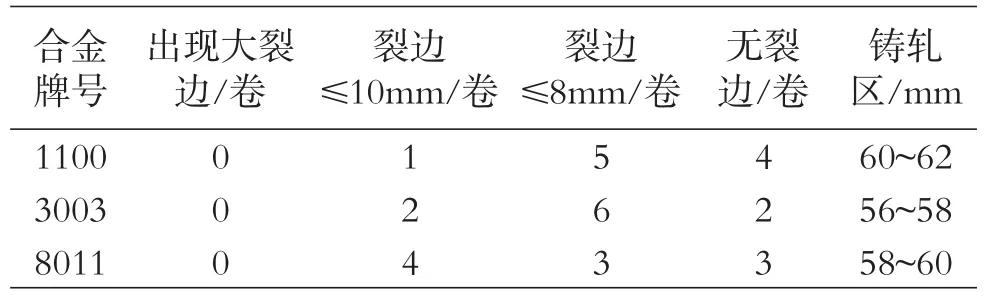
表2 改进后的裂边统计表
根据铸轧卷工艺裂边的形成机理分析,铸轧卷边部工艺裂边由内部剪切力和外部应力造成的,耳子与铸轧卷边部的摩擦力是边部形成裂纹的外部应力因素。因此在改变铸轧区及减小变形量的基础上同时对耳子进行了改造试验,目的是为了减小耳子与铸轧卷边部摩擦力的大小。
通过多次的生产摸索,在原有的耳子倒角为45°(如图1(a)所示)的基础上,其内增加一凹槽,以减少耳子与铸轧卷边部的摩擦力,最终将耳子改造为如图1(b)所示。生产前后的铸轧卷端面情况对比如图2所示,显示改进效果良好,达到了无裂边的要求。
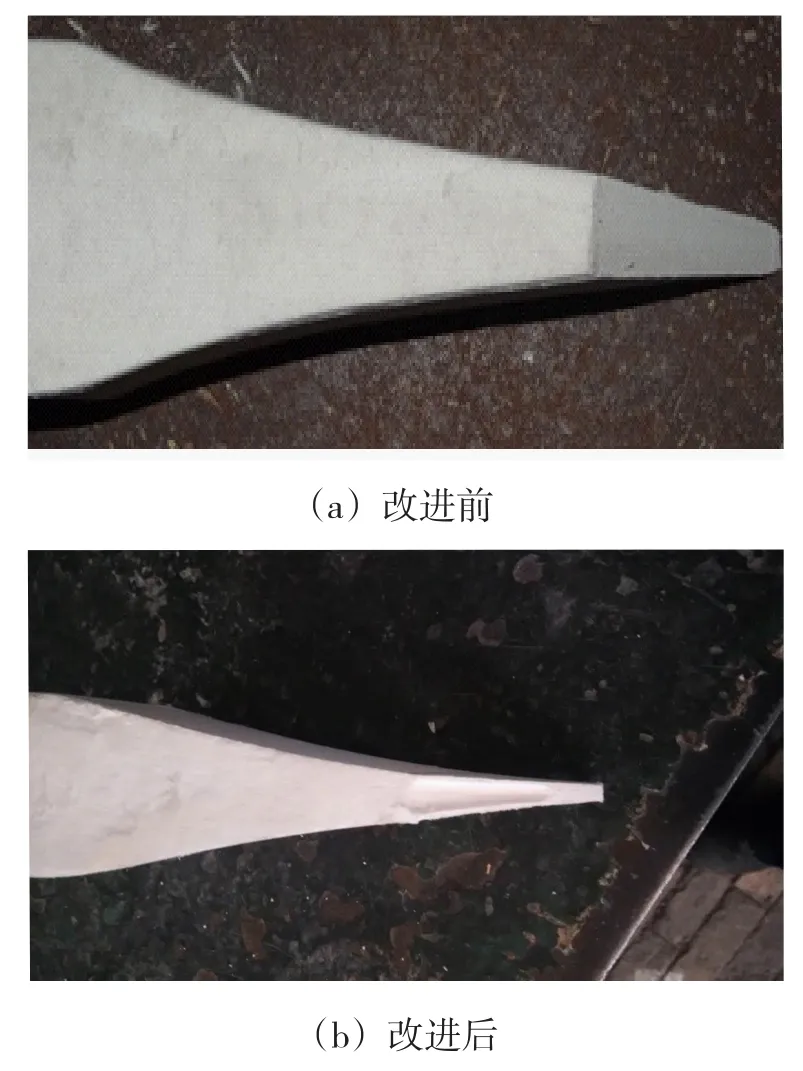
图1 耳子改进前后图
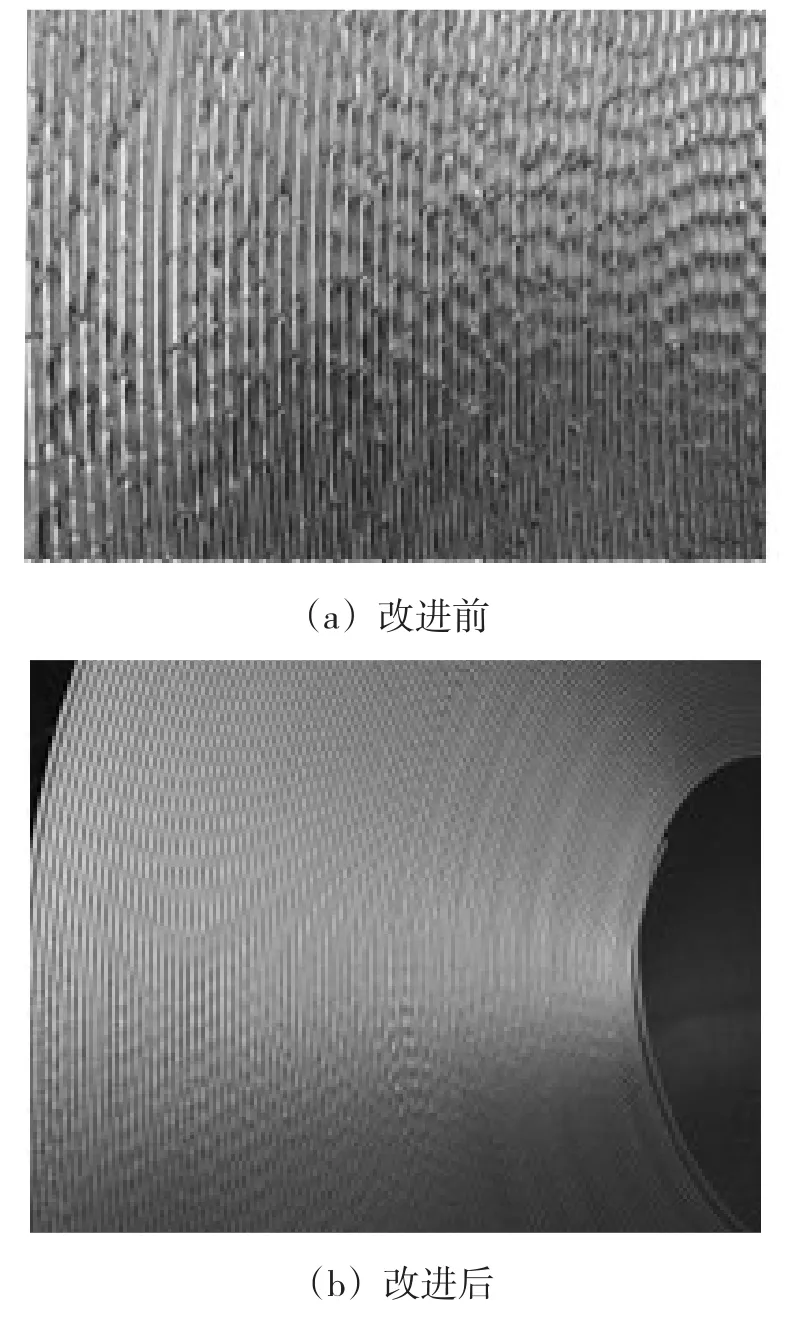
图2 改进前后的8011合金端面对比
4 结束语
分析及试验结果说明,影响铸轧铝卷工艺裂边的主要因素是铸轧区的大小及耳子反向摩擦力。经过多次改进和摸索,探索出相应的改进措施,使铸轧卷裂边大幅下降。采取改进措施后,公司生产的1系、3系、8系合金基本消除了工艺裂边,效果显著。
[1]王志勇.减小铝铸轧板坯裂边的研究[J].轻合金加工技术,1999,27(5):6-9
[2]李平,张雨平.减小铝铸轧板坯裂边的措施[J].轻合金加工技术,2009,37(5):7-8
[3]徐晓海.铝铸轧带坯豁边原因分析[J].铝加工,2002,25 (1):11-12
宁波时代喜获中国首批铝箔“奥斯卡”
近日,首届“中国铝箔创新奖”颁奖仪式在上海中国国际铝工业展期间举行。宁波时代铝箔科技股份有限公司研制的“G20峰会专用环保热封铝箔餐盒”和“用于小龙虾包装的铝箔热封盒”获得全国首批“铝箔创新奖”。“铝箔创新奖”由中国有色金属加工工业协会、全球铝箔生产商倡议组织联合主办。此前,“铝箔创新奖”只在欧洲设立奖项。中国首次设立该奖项,被誉为中国铝箔界“奥斯卡”。
警惕铝出口摩擦再升级
美媒称,美国总统特朗普鼓励美国人购买“美国制造”的商品。亦是在近期,美国铝业提高中国铝供应过剩预估,即中国铝供应过剩规模将达到220万至240万吨,高于4月份预估的190万至210万吨。特朗普及其部分高级顾问拟对进口钢铁产品征收关税,税率可能达到20%,征收范围可能扩大至其他进口产品,如铝、纸、半导体以及洗衣机等设备。有观点表明,这将进一步支持特朗普政府打压中国进口的努力。结合现今特朗普对“美国制造”的发声,是否预示着后期会有相应的针对“外国制造”进口而出台的调整措施?铝材出口还需谨慎小心,警惕贸易摩擦的再升级。
俄罗斯支持和加速3D打印铝合金汽车轮的生产
近日,俄罗斯工业和贸易部表示,俄罗斯政府将支持和加速3D打印铝合金汽车轮的生产。这一举措可能会促进俄罗斯铝行业的发展。俄罗斯可以将铝转化为粉末,然后用先进的激光熔融3D打印机将这些粉末制造成有用的部件,如汽车轮,从而振兴低迷的铝贸易。俄罗斯政府还想引入铝合金车轮的强制认证,以减少进入俄罗斯市场的假冒产品数量。这种认证有望为3D打印车轮生产商提供额外的激励。
Cause Analysisand Countermeasures for Edge CracksDefect for CastRolling Alum inum Alloy
FEIShang-cai,XIA Jie,DUO Jie
(QinghaiVocationaland TechnicalCollege,Qinghai810799,China)
The cause of the defectswasanalyzed by observing the cast rolling edge cracks'defects,the cast rolling processedge cracks are substantially eliminated by taking some action,such as,adopting a small of deformation,reducing the friction of casting crimping and ears.
cast rolling;edge crack;deformation;friction
TG339
:B
:1005-4898(2017)04-0031-03
10.3969/j.issn.1005-4898.2017.04.07
飞尚才(1982-),男,青海乐都人,硕士研究生,讲师。
2017-01-30