考虑刀具螺旋角的薄壁件高速铣削稳定域预测*
2017-09-08王志勇冯东海张珠峰
王志勇,冯东海,张珠峰
(燕山大学 机械工程学院,河北 秦皇岛 066004)
考虑刀具螺旋角的薄壁件高速铣削稳定域预测*
王志勇,冯东海,张珠峰
(燕山大学 机械工程学院,河北 秦皇岛 066004)
针对薄壁件铣削时由于刀具螺旋角对颤振稳定域的影响而不能确保铣削稳定及材料去除率的问题,基于刀具螺旋角对刀具与工件接触状态的影响,建立了考虑刀具螺旋角的薄壁件高速铣削动力学模型;通过实验结合半离散法解析铣削动力学模型,得到了考虑刀具螺旋角的稳定域lobe图,新的稳定域不仅识别出原稳定域中不稳定的参数组合,而且还拓宽了稳定铣削的主轴转速范围,避免了参数优化后依然会发生颤振的可能,从而更好的提高切削效率。
高速铣削;薄壁件;稳定域;螺旋角
0 引言
随着航空航天工业对产品的质量和性能要求越来越高,整体薄壁零件由于其刚性较好、比较强度高、相对重量较轻等优势而被广泛应用。但薄壁零件在加工时极易发生颤振,严重影响生产效率和产品质量。目前颤振控制的方法主要包括机床结构的设计与改进、吸振器或附加减振装置、切削参数的调整策略、稳定域预测、颤振在线监测和在线控制策略等[1-2],其中对稳定域预测研究较多。
铣削稳定域确定了切削参数在该区域内能够保证铣削稳定,精准的铣削稳定域对加工效率和产品质量至关重要。Minis和T.Yanushevsky[3]等基于Nyquist判据将铣削系统描述为刀具具有两自由度的动力学模型进行求解,提供了一种判定铣削稳定性极限的全面的建模方法;ErhanBudak、L.TanerTunc[4]等建立了考虑工件模态时变性的高速铣削动力学模型,进行了颤振预测;R.P.H.Faassen等[5]建立了考虑刀具刃口效应的高速铣削力理论模型,预测并分析了再生型铣削颤振;张雪薇[6]以弱刚度薄壁零件为研究对象,采用全离散解析法获得了颤振稳定域;汤爱君[7]通过建立斜角切削模型研究了螺旋角的大小对于铣削稳定域的影响;综上所述,学者们对薄壁件铣削颤振进行了大量研究,但由于缺乏考虑刀具螺旋角在切削时对稳定域的影响,导致所获得的稳定域不够准确而影响切削参数优化的准确性。
本文通过考虑刀具螺旋角对刀齿和工件接触区域的影响,建立了薄壁件高速铣削的铣削力模型和动力学模型,通过铣削力系数辨识实验和工件模态分析实验得到系统参数,采用半全离散解析法获得了更合理准确的稳定域lobe图。
1 考虑螺旋角的瞬时铣削力模型
研究薄壁零件铣削的稳定性,首先要建立考虑螺旋角的薄壁零件的铣削力模型。基于瞬时刚性力学模型理论为基础[8],考虑实际加工时由于刀具存在螺旋角,那么刃线上任意一点的运动是沿刀齿向上和绕刀具回转轴线的顺时针旋转运动的复合,其旋转过的角度称为切削点的位置角,记为φj(t,z)。一周内同一刃线上的每一点均唯一对应着一个位置角,因此可以用位置角表征切削点位置。由于刀具螺旋角的影响,切削点的角度位置不仅与切削刃转角位置有关,还与切削刃微元在切削刃上的位置有关系(此处用Z来定义每个微元在切削刃上的位置),所以考虑刀具螺旋角影响后切削点的角度位置的表达式记为:

(1)
式中,φ(t)为铣削刃位置角,P为铣刀齿距,P=Dπ/(Ntan(β)),D为刀具直径,N为刀齿数。
将铣削刃沿轴向Z和铣削刃方向离散成一个个微小的单元,把微元上受到的铣削力分解到进给(x)、法向(y)和轴向(z)三个方向上,由于犁切力对铣削稳定性的影响很小,因此忽略犁切力[9],得到基于螺旋角的微元铣削力模型:
(2)
式中,dFt,j(φ,z),dFr,j(φ,z)和dFa,j(φ,z)分别为切向,径向和轴向的微元铣削力;KtcKrc和Kac分别为由剪切区变形引起的切向、径向和轴向的切削力系数。

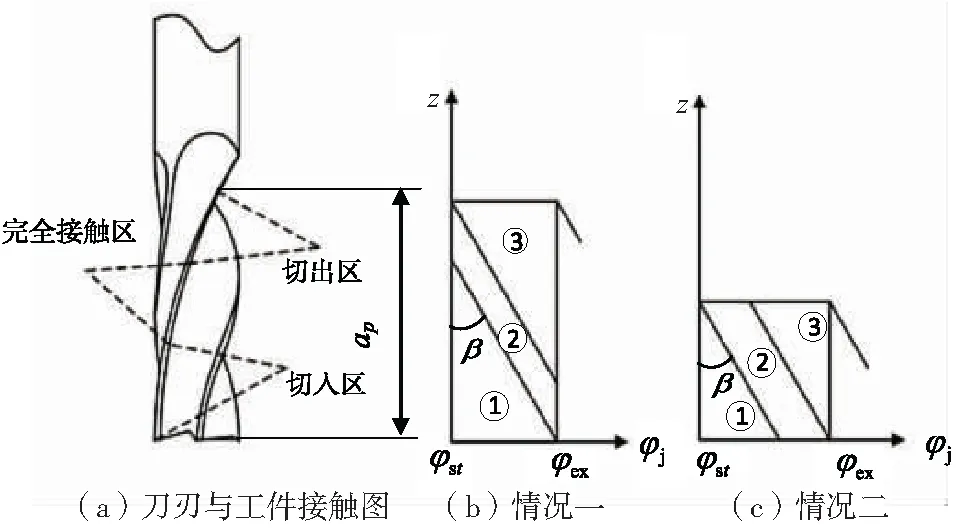
图1 考虑螺旋角时刀刃工件接触图
在计算铣刀整体铣削力时对三个区域分段积分,可得考虑螺旋角的瞬时整体铣削力模型如下:
(3)
式中,a1、a2、b1、b2、c1和c2分别为三个接触区域的积分上下限及接触边界,在不同轴向切削深度下三个区域的积分边界会有所不同。
2 考虑铣刀螺旋角的铣削动力学模型
对于薄壁件铣削系统而言,薄壁件厚度方向上的刚度远远小于其余两个方向[11],且薄壁件的刚度要远小于刀具的刚度,因此可以忽略轴线和刀具进给方向上的再生效应,则薄壁件厚度方向由动态铣削厚度决定的铣削力表达式为:

(4)
Tyy(φj)=[-Ktcsin(φj(t))+Krccos(φj(t))]cos(φj(t))
(5)
hD(φj)=y(t)-y(t-τ)
(6)
式中,φyy(φj)为y方向铣削力转换系数;ga(φj)、gc(φj)、gb(φj)分别为切入区、完全接触区和切出区刀齿与工件接触判断函数。
由四自由度的颤振解析模型[12]可得考虑螺旋角的薄壁件铣削动力学模型表达式为:
(7)
式中,my、cy、ky分别为工件在壁厚方向的模态质量、模态阻尼和模态刚度。
将考虑刀具螺旋角而变化的Fy,j(t)分为随刀具转动的切入区、完全接触区和切出区,能够更接近实际加工情况的过程,从而能得到更准确的稳定域。
3 时滞微分方程的半离散解析法
半离散法解析时滞微分方程能够保持时域项不变而仅对时滞项进行离散处理,通过半离散法解析考虑铣刀螺旋角的铣削动力学模型,可获得考虑刀具螺旋角的薄壁件高速铣削稳定域。
(8)
(9)
时滞项xτ离散化以后变成:
x(t-τ)≈x(ti+Δt/2-τ)≈wbxi-m+waxi-m+1=xτ,j
(10)
式中,xi-m和xi-m+1的权重系数分别为:
(11)
这种近似化是对离散时滞项后的xi-m和xi-m+1进行的加权线性平均,并运用拉格朗日余项来修正权重的误差,则由式(10)可得:
xi+1=Pixi+wbRixi-m+waRixi-m+1
(12)
其中,


对于初始条件u(ti)=ui,由式(12)可得:
ui+1=Piui+wbRiui-m+waRiui-m+1
(13)
故而可以得到(m+2)维的状态向量:
(14)
离散化后的表达式为:
zi+1=Dizi
(15)
其中系数矩阵Di表示为:
(16)
其中,Pi,hj和Ri,hj分别表示Pi和Ri系数矩阵的h行和j列元素。

Φ=Dk-1Dk-2…D1D0
(17)
如果Φ的特征向量的模小于1,则时滞微分方程即铣削系统是稳定的,由此则可以得到铣削的稳定性曲线,从而得出高速铣削系统的稳定域。
4 实验与仿真
为了验证考虑螺旋角的薄壁件铣削稳定域模型的正确性,进行了如下实验。通过铣削力系数辨识和工件模态分析实验获得仿真实验需要的系统参数。以航空航天典型材料铝合金7075-T7451为研究对象,测力仪采用Kistler -9119A动态测力仪,数控铣床选择DMU60monoBLOCK如图2所示。主轴转速18000rpm,每齿进给量为0.06mm、0.07mm、0.08mm、0.09mm、0.10mm、0.11mm、0.12mm五组;轴向切深取1.5 mm、2 mm、2.5 mm、3mm四组,径向切深取1mm、5mm、10mm、20mm四组;刀具直径20mm,刀具齿数为2,螺旋角为30°。对每一组切削过程中的切削力进行测量,使用与Kistler配套的专用软件DynoWare对其进行处理分析,选取出各向铣削力中波动较为平稳的部分作为分析铣削力的有效实验数据如图4所示。取每种每齿进给量下平均铣削力,通过线性回归得到铣削力系数Ktc、Krc如表1所示。
工件模态分析实验取薄壁框类工件尺寸为240×120×50(mm),厚度为2mm,采用单点激励的方法用冲击力锤进行模态实验如图3所示。在240mm侧壁取间隔60mm均布7个测试点,实验时将加速度传感器粘结在测试位置,以某固定位置为冲击力锤激振位置,可得到各位置薄壁工件的加速度响应信号如图5所示,而后利用DHDAS动态信号采集分析软件,将获得的加速度信号进行拟合得到工件频响曲线图,进而获取工件的模态参数如表1所示。

图2 铣削力系数识别实验

图3 信号采集分析实验

表1 系统参数
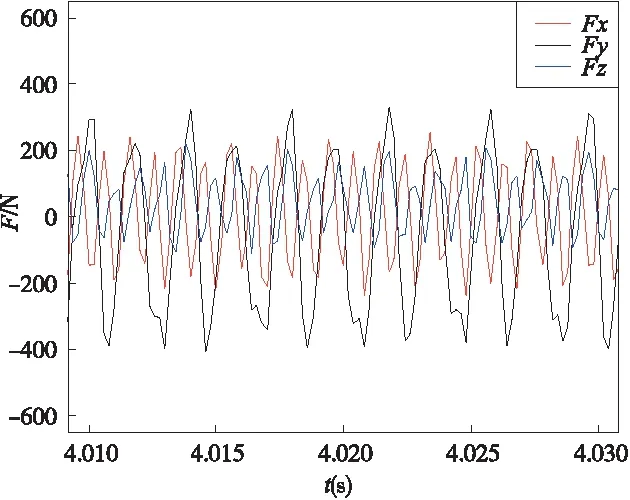
图4 局部铣削力信号图

图5 实验测得加速度响应信号
取上述实验获得的系统参数如表1,采用半离散解析法解析时滞微分方程,取离散步数k为80时,则可得到稳定域lobe图。为验证刀具螺旋角在薄壁件高速铣削中对稳定域预测的影响,将考虑螺旋角前后的稳定域进行对比分析,结果如图6所示。
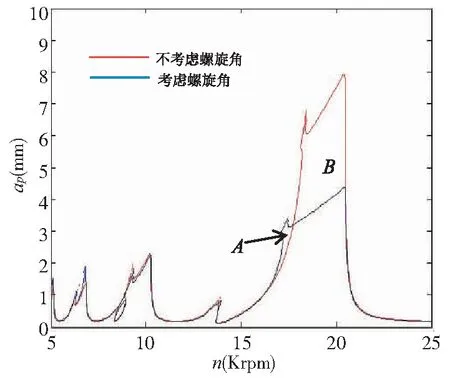
图6 稳定域lobe图
在考虑螺旋角的情况下,有些区域(如图中的A区域)随着主轴转速的增大会越来越大;在同一轴向切深下稳定铣削的主轴转速范围增大。当切削参数选择位于区域A时,可以适当提高切深从而提高材料去除率。但当切削参数位于区域B时,铣削过程中仍然会发生颤振。因此,对于考虑螺旋角的切削稳定区域,在区域A中选择切削参数将能够更好地提高材料去除率,选择区域B中的切削参数进行加工时仍然会发生切削颤振的情况。
5 结论
在薄壁件高速铣削加工时将刀具和工件的接触区域分为切入区、完全接触区和切出区,铣刀整体铣削力为三个区域段的积分和,这与实际刀具铣削工况更接近,能更准确地描述铣削加工过程。
考虑铣刀螺旋角的薄壁件铣削动力学模型所获得的薄壁件铣削稳定域lobe图,能够识别出不考虑螺旋角的情况下得到的稳定域中不稳定的参数组合,从而避免了参数优化后依然会发生颤振的可能,同时拓宽了稳定铣削的主轴转速范围,有利于更好的提高切削效率。
[1] YANG Yiqing, Qiang L, Min W. Optimization of the Tuned Mass Damper for Chatter Suppression in Turning[J]. Chinese Journal of Mechanical Engineering, 2010, 23(6):717-724.
[2] Kennedy J. Chatter detection and prevention in high-speed milling[M]. Dissertations & Theses-Gradworks, 2011.
[3] I minis,T yanushevsky.A new Theoretical Approach for the Prediction of Machine Tool Chatter in Milling[J].ASME Journal of Engineering for Industry, 1993, 115(1): 1-8.
[4] Erhanbudak,L.tanertunc,Salihalanb. Prediction of workpiece dynamics and its effects on chatter stabilityin milling[J].CIRP Annals-Manufacturing Technology, 2012, 61(1): 339-342.
[5] R p h faassen,N vandewouw,J a j oosterling.Pre-diction of regenerative chatter by modeling and analysis of high-speed milling[J]. International Journal of Machine Tools and Manufacture, 2003, 43(14): 1437-1447.
[6] 张雪薇,于天彪,王宛山.薄壁零件铣削三维颤振稳定性建模与分析[J]. 东北大学学报(自然科学版), 2015, 36(1): 99-103.
[7] 汤爱君,马海龙. 薄壁零件铣削稳定性的动力学模型[J].工具技术, 2007, 41(11): 89-91.
[8] 曹自洋,李华,殷振,等. 考虑犁切力的微铣削颤振稳定域建模与分析[J]. 制造技术与机床, 2013(1): 132-136.
[9] 汪通悦.薄壁零件铣削稳定性数值仿真及实验研究[D].南京:南京航空航天大学,2010.
[10] 唐委校.高速切削稳定性及其动态优化研究[D].济南:山东大学,2005.
[11] 汤爱君.薄壁件高速铣削三维稳定性及加工变形研究[D].济南:山东大学, 2009.
[12] Altintas Y,Weck M.Chatter Stability of Metal Cutting and Grinding[J].Annals of CIRP, 2004, 53(2):619-642.
(编辑 李秀敏)
High Speed Milling Stability Domain Prediction of Thin-walled Workpiece by Considering the Helix Angle of Tool
WANG Zhi-yong, FENG Dong-hai, ZHANG Zhu-feng
(School of Mechanical Engineering, Yanshan University, Qinhuangdao Hebei 066004, China)
The tool helix angle has a significant influence on the chatter stability domain, which results in milling unsteadiness and low material removal rate. Based on the influence of tool helix angle on the contact condition of tool workpiece, the high speed milling dynamical model was established by considering the helix angle. The model was analyzed by experiment and half dissociation theoretical method, more precious domain and lobe diagram considering helix angle was obtained. The new stability domain can distinguish the unstable parameters combination in the foregoing domain which excludes the effect of helix angle, which avoid the possibility of optimized parameters, and improve the milling efficiency better.
high speed milling;thin-walled workpiece;stability domain ;helix angle
1001-2265(2017)08-0033-04
10.13462/j.cnki.mmtamt.2017.08.008
2016-10-17;
2016-12-05
国家自然科学基金项目(51675468)
王志勇(1969—),男,黑龙江龙江县人,燕山大学副研究员,博士,研究方向为精密与超精密加工及高速加工,(E-mail)wangzy@ysu.edu.cn。
TH162;TG506
A
