高锰钢衬板消失模工艺生产改进
2017-09-04吴军
吴 军
(安钢集团信阳钢铁有限责任公司建安公司铸造车间,河南信阳 464100)
·消失模与V法铸造·
高锰钢衬板消失模工艺生产改进
吴 军
(安钢集团信阳钢铁有限责任公司建安公司铸造车间,河南信阳 464100)
高锰钢是工矿企业常用的一种产品,因其锰含量高、抵抗冲击性强、表面硬化层随着冲击载荷的增加而增加,所以是一种综合性能良好的耐磨材料。采用消失模工艺生产高锰钢衬板,通过工艺改进,表面质量可得到改善;在热处理方面,因宝珠砂保温性强,利用铸件铸态的余热进行水韧处理,既能满足使用性能要求,又具有显著的经济效益。
高锰钢衬板;消失模工艺;水韧处理;铸态余热
我厂生产的高锰钢溜槽衬板选用国标牌号ZG120M n13,w(M n)/w(C)<10,实际生产成分为:w(C):1.27、w(Si):0.74、w(M n):11.55、w(P):0.028、S:0.016、w(M n)/w(C):9.05.原来采用消失模顶注,生产出来的产品表面质量差,经过一段时间的摸索,从“浇温、浇速、浇注位置”三方面改进,有效解决了表面质量差的问题。在水韧处理方面,利用铸件铸态的余热进行水韧处理,既可满足使用性能要求,又节约热处理电耗,有显著的经济效益。
1 浇注工艺改进
1.1 白模制作
1)选用EPS泡沫板,密度16 kg/m3~19 kg/m3,泡沫板需提前半年左右进料,自然烘干。
衬板厚度20 m m,外形尺寸大部分是300 m m ~370 m m×300 m m~370 m m,白模按图纸切割,缩尺按2.5%,孔的直径单边增加1 m m,防止铸成后孔径误差影响安装。
3)白模每组6件,间距150 m m,如果间距过小,浇注时会因金属液的“闪流”导致溃型。各诸元尺寸及组模见图1.
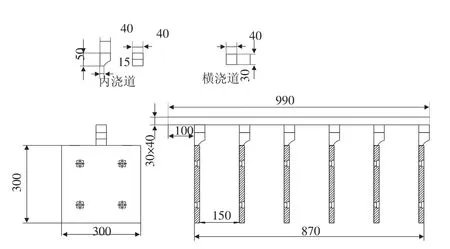
图1 溜槽衬板单串组模状态
1.2 浇注位置选择
1)前期生产时采用顶注的方式,结果因为金属液压力大对型壁形成冲刷以及顶注时泡沫热解残留物的卷入,内浇道下方出现凸凹不平的“冲刷痕迹”,影响铸件外观质量。经过工艺改进,采用侧注,金属液通过横浇道的缓冲、压力变小、液流缓慢上升,对型壁涂料层的冲刷减轻、泡沫热解残留物减少;同时浇注温度定在1 550℃~1 560℃(消失模浇注温度要比砂型铸造高30℃~50℃),浇注速度≤17 s/箱,负压0.03 M Pa~0.05 M Pa,经过多次验证,凸凹不平的缺陷被消除,铸件表面质量得到提升,有缺陷件由32.9%下降到0.4%,数据统计见表1.

表1 溜槽衬板生产过程跟踪质量统计(部分)
2)埋箱时,在砂箱内组簇,为提高生产效率,每2组用浇棒连一起,然后粘上φ40 m m的直浇道。特别注意的是,处理浇棒连接缝时,一定要用涂料膏填实,防止浇注时涂层破裂形成“铁包砂”。在箱内放入白模之前,要提前放入吊装框,便于浇注后吊起铸件。埋箱状态见图2.
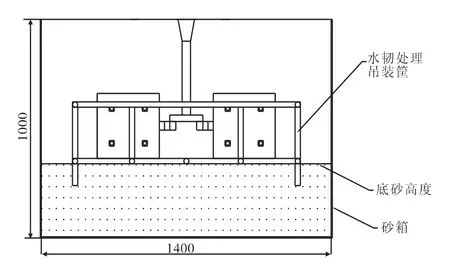
图2 溜槽衬板埋箱内状态
2 水韧处理工艺改进
2.1 常规水韧处理工艺
高锰钢只有通过水韧处理后,才能具备良好的综合性能。以本批衬板为例,常规水韧处理工艺为:去除浇口、飞边、打磨后,一层层分别平整码放在几个热处理框内,然后室温装炉,第一阶段是以低于100℃/h的升温速度加热到650℃~700℃,保温1 h~1.5 h,第二阶段再以低于100℃/h的升温速度加热到1 050℃~1 100℃,保温0.75 h~1.5 h,最后吊出入水,入水前温度不低于1 040℃,一个处理流程共需13 h~15 h.水箱的水要循环,处理后的水温不应超过50℃.常规水韧处理曲线见图3.

图3 铸件壁厚<40 mm水韧处理曲线图
2.2 铸态余热水韧处理
铸态余热控制的难点是铸件浇注后的入水时间和入水时的温度,如果入水时温度够,及时入水,组织中的碳来不及析出,绝大部分固溶于奥氏体中;如果温度不够,将有大量的碳化物在晶内或晶界析出。
由于现在使用的是消失模生产线,型砂是宝珠砂,粒度40目~70目,保温性好,利用这一特性,只要控制好保压时间、缩短入水时间,就能保证水韧处理的要求温度。具体步骤如下:
1)适当提高浇注温度,浇注温度提高,金属液流动性好,铸件表面质量也好控制,同时也是为了减少箱内温降、保证水韧处理的要求温度。浇注温度控制在1 550℃~1 560℃.
2)白模装箱前,要提前在箱内放入吊装框,便于浇注后吊起铸件。这一点非常重要,因为铸件凝固初期,浇口、浇道等薄弱环节强度非常低,容易与铸件脱开,如果不用吊装框,无法成串吊出铸件。
3)为缩短开箱时间,1炉(1.5 t炉)出2包,1包浇3箱,浇1包处理1包。
4)负压0.03M Pa~0.05M Pa,保压时间3m i n,泄压后7m i n内入水。从浇注结束到入水控制在10m i n以内。生产过程中开箱时间及金相抽检见表2.
5)在浇注线旁放2个5 m3左右的水箱,交替使用,水箱内与车间外的消失模滚筒冷却水池分别接1个潜水泵,使用时同时开启水泵,水箱内的水与冷却水池内的水形成循环状态,保证处理水温低于50℃.

表2 浇注溜槽衬板开箱时间及组织抽检(部分)
通过以上步骤进行试验对比:入水时间控制在10 m i n以内,吊出的铸件表面炽红,温度1 000℃以上。入水时间在10 m i n以上的,吊出的铸件表面暗红,温度约800℃~900℃.水韧处理后,入水时间短的,金相为奥氏体+晶内少量碳化物,入水时间长的,金相为奥氏体+晶内、晶界较多碳化物。入水时间的长短金相对比图片见图4、图5.
3 结论
1)用消失模生产薄壁高锰钢衬板,为保证铸件表面质量,要注意选择浇注位置、浇注温度和浇注速度。

图4 >10 min入水金相照片

图5 <10 min入水金相照片
2)生产实践表明,利用铸态余热进行水韧处理的高锰钢衬板与常规水韧处理的性能一致,能满足使用需求。
3)与常规水韧处理相比,利用余热水韧处理生产周期短,降低工人劳动强度,节约能源,经测算,可降低热处理电费286元/t,具有显著的经济效益。
[1] 中国机械工程学会铸造分会.铸造手册:第5卷:铸造工艺[M].第3版.北京:机械工业出版社,2011.
[2] 中国机械工程学会铸造分会.铸造手册:第2卷:铸钢[M].第3版.北京:机械工业出版社,2011.
[3] 邓宏运,阴世河.消失模铸造及实型铸造技术手册[M]北京:.机械工业出版社,2013.
[4]樊新民.热处理工实用技术手册[M].第2版.江苏科学技术出版社则,2010.
[5] 丁建生,曹瑜强,刘蔺勋.高锰钢耐磨铸件铸态余热水韧处理工艺研究[J].铸造技术,2009(30):151-153.
Improvement of High Manganese Steel Liner EPC Process
WU Jun
(Jian'an Company Foundry,Angang Group Xinyang Iron and Steel CO.,LTD.,Xinyang Henan 464100,China)
High manganese steel is a product used in industrial and mining enterprises.Because of its high manganese content,high impact resistance,surface hardened layer increased with the increase of impact load,so it is a kind of wear-resistant material with good comprehensive properties.Using improved EPC process to produce production of high manganese steel lining board,the surface quality can be improved.Because of the high heat retaining property of pearl sand,water toughening treatment using waste heat of casting not only meets the requirements of the use of performance,and has significant economic benefits.
high manganese steel liner,EPC process,water toughening treatment,waste heat of casting
TG242
A
1674-6694(2017)04-0021-03
10.16666/j.cnki.issn1004-6178.2017.04.008
2017-06-10
吴军(1974-),男,河南信阳人,工程师,主要从事铸造技术工作。
