电动汽车水冷机壳螺旋砂芯自动涂覆系统设计
2017-09-03韩伟刘楚生张建强刘建光
韩伟,刘楚生,张建强,刘建光
(华南理工大学广州学院, 广东广州 510800)
电动汽车水冷机壳螺旋砂芯自动涂覆系统设计
韩伟,刘楚生,张建强,刘建光
(华南理工大学广州学院, 广东广州 510800)
应用现代控制技术设计低压铸造电动汽车机壳水道砂芯表面涂料自动化涂覆设备,通过步进电机驱动悬挂在导轨上的砂芯连续进入带有搅拌装置的涂覆箱内,并经传感器反馈信号调节控制涂覆系统自动运转过程和速度,改变以往运用手工逐个进行砂芯涂料涂刷的方法,达到快速均匀地涂料涂覆目的,加快生产效率,提高和稳定砂芯生产质量。
螺旋砂芯;涂覆装置;传感信号;搅拌装置
0 引言
电动汽车的电动机机壳属于新能源汽车动力系统结构零件,具有承载动力系统的重要作用。电动机长时间高速运转时需要持续循环冷却降低温度,循环冷却的效果决定了电动汽车功率以及整车续航能力。广东省惠州市威盛工业公司采用了低压铸造铝合金的方法生产水冷机壳,机壳圆筒内壁设计成能够接入循环冷却液的中空螺旋水道,如图1所示,机壳循环冷却水道的内部形状由砂芯形成;低压铸造过程中砂芯要经受710 ℃以上高温的铝合金液体热冲击,因此需要螺旋水道砂芯具有足够的强度才能保证低压铸造过程顺利进行,如果在低压铸造过程砂芯发生断裂或损坏,则会在机壳内部造成水道堵塞不畅通而造成产品报废;为提高砂芯强度性能,传统的做法是逐个在砂芯表面涂刷石墨涂料,在螺旋水道砂芯上形成一层保护层,使砂芯不会受高温铝合金液冲击损坏断裂等;同时涂料还能起到降低砂芯表面粗糙度、防止机壳铸件粘砂、加固砂型表面、填塞空隙等保护作用,并产生屏蔽热作用使铸件表面合金化和晶粒细化并调节铸件凝固温度场,改善机壳铸件局部表面性能和内在结晶品质。
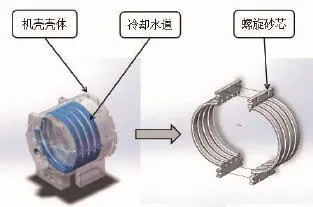
图1 水冷机壳螺旋砂芯图
由于电动汽车低压铸造电动机机壳的技术发展时间较短,目前惠州市威盛工业公司使用的涂覆方法是手工操作,工人手工将砂芯逐个放入涂料桶中搅拌涂挂;这种方法除了劳动强度大、效率低之外,还很难保证涂覆均匀及品质稳定的要求;此外制备成形的螺旋砂芯呈半圆弧拱形,强度有限,频繁的手工搬运容易造成损坏,生产效率低而且不能保证品质稳定;因此生产中急需要设计应用自动化涂覆设备替代手工操作,实现快速均匀涂料涂覆,充分发挥涂料功能,增强砂芯强度,提升和稳定砂芯品质和生产效率,从而提高企业电机螺旋水冷机壳的低压铸造生产效率。
1 砂芯涂装自动化设备结构和工作流程。
根据水冷机壳的结构形状以及砂芯生产工艺,结合企业具体的场地设备条件,我们设计了如图2所示的螺旋砂芯涂料自动化涂覆设备;通过自动化机械设备和自动感应控制手段实现砂芯表面涂料涂覆自动化,提高了生产效率并稳定砂芯品质。
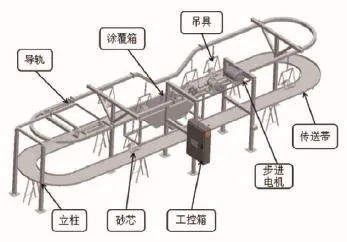
图2 砂芯涂料自动化涂装设备图
1.1 系统结构组成
如图2所示,传送带外形设计成环形,这样方便连续循环作业,系统由涂覆箱、导轨、步进电机和传送带等部件组成,涂料自动化涂覆设备的顶部装有驱动步进电机,电机驱动悬挂系统和导轨连续运转,每间隔1.5米悬挂一件螺旋砂芯,系统启动后开始进行连续涂挂作业。由于砂芯是由砂粒经射芯机射制而成,其强度有限,而且螺旋水道砂芯的形状复杂,涂覆过程中稍微碰撞即容易损坏,故需专门根据螺旋水道砂芯的形状设计专用的自动化吊装运转机构,使用专用的卡装吊具运载着砂芯连续运转,替代工人手工放入涂料桶内进行人工涂装的传统做法。其中涂覆箱设计成开口结构,箱内装满配制好的涂料液体,砂芯浸入涂料液体内进行涂覆,涂覆箱的底部安装了搅拌叶轮,通过叶轮旋转搅动使具有一定粘稠度的涂料液体在工作时始终处于搅动状态,阻止石墨涂料沉淀,也持续保持了石墨涂料液体的浓度不发生变化,并替代人的手工涂刷动作。
系统工控箱界面如图3所示,每当系统运行出现异常时报警灯会亮起,便于操作者随时做出反应。传送带的运转速度和搅拌叶轮的转速可由操作者根据需要灵活调节变化。当需要增加砂芯停留在涂覆箱内的时间时,则调慢运转速度,反之则调快运转速度。

图3 工控箱外观图
1.2 系统工作流程
系统启动工作时,步进电机带动旋转轴转动,旋转轴带动主动链轮转动使得由从动链轮、驱动轴和驱动链轮组成的导向机构运动,导向机构驱使吊具运动。在导轨上设置多个导向轮并挂置数个吊具,当导向机构运动到涂覆箱上方时,吊具和砂芯在斜面导轨的导向作用下进入到涂覆箱内进行涂装作业;此时PLC控制进入涂覆箱的砂芯在箱内停留10~20秒时间进行涂覆;随着传动件的运动,砂芯连续不断的从涂覆箱通过,提高了涂覆的效率,涂装时不会受到人为操作因素的影响,涂覆的质量能够得到保证。具体的工作流程如图4所示。
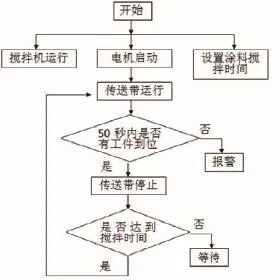
图4 系统工作流程图
2 控制系统工作原理和程序设计
系统工作控制由搅拌机调速控制、传送带驱动控制和PLC控制三部分组合而成,安置在不同位置的传感器随时反馈运转情况,搅拌机调速控制使用变频器控制,传送带驱动由步进电机完成。PLC选用三菱FX1N-24MR;搅拌机电机选用鹏丞YS7132-750W型,额定电流为6 A,对于普通粘度的液体,选择750 W的电机就可以满足生产需求。
2.1 PLC控制和检测系统
系统一共使用了三个传感器,其中导轨传感器X11安置在导轨上,其作用是检测一定的时间内是否有砂芯工件运转经过并进入涂覆箱,并感应检测系统传送带是否在顺利运转;位置传感器X6安置在涂挂箱顶部,其作用是检测涂料液体水位高低,判断是否能充分完全浸没砂芯;颜色传感器X10检查从涂挂箱内出来的砂芯是否由原先的黄色变成了黑色,即砂芯是否顺利进行了涂挂。具体的工作程序分成以下三个阶段:
(1)独立运行部分。总开关X0为ON后,X1可以随时控制传送带电机的运行或者断开,X2可以随时控制搅拌机电机的运行或者断开。X3和X4可以随时设置工件在水槽浸泡涂料的时间,浸泡时间最少设置为5秒。
(2)程序主体部分。总开X0为ON时,对系统参数进行复位,设置工件在水槽浸泡涂料的时间D0为10秒,X1,X2为ON ,分别使得传送带Y0以及涂料搅拌机Y1运行,当工件到达水槽指定位置,X5为ON,则传送带Y0停止运行,等待一段时间(由D0存储的数据决定) 涂上涂料后,传送带Y0继续运行。
(3)系统检测部分。在传送带Y0运行时,若每隔50秒内,没有产品通过检测位置X11(X11一直为OFF),则Y2报警,表示传送带故障或者没有传送带上没有挂上工件;当水槽水位低于限定位置X6时,则Y3报警,提醒应该添加涂料;当工件经过检测位置X7时,如果传感器X11没有反应,则Y4报警,表示产品不合格。当解决故障后,按复位开关X12,则系统继续运行。
2.2 PLC程序
X11、X6和X10为三个分别安装在自动化涂挂线不同位置的传感器,传感信号传至系统PLC时,PLC根据不同情况做出控制反应,驱动系统动作,PLC程序和检测控制接线图如图5所示。
其中控制器航空插头上的7根线:1.2为220 V输入,3.4接调速电机上的励磁线圈,5.6.7接调速电机上的测速发电机。
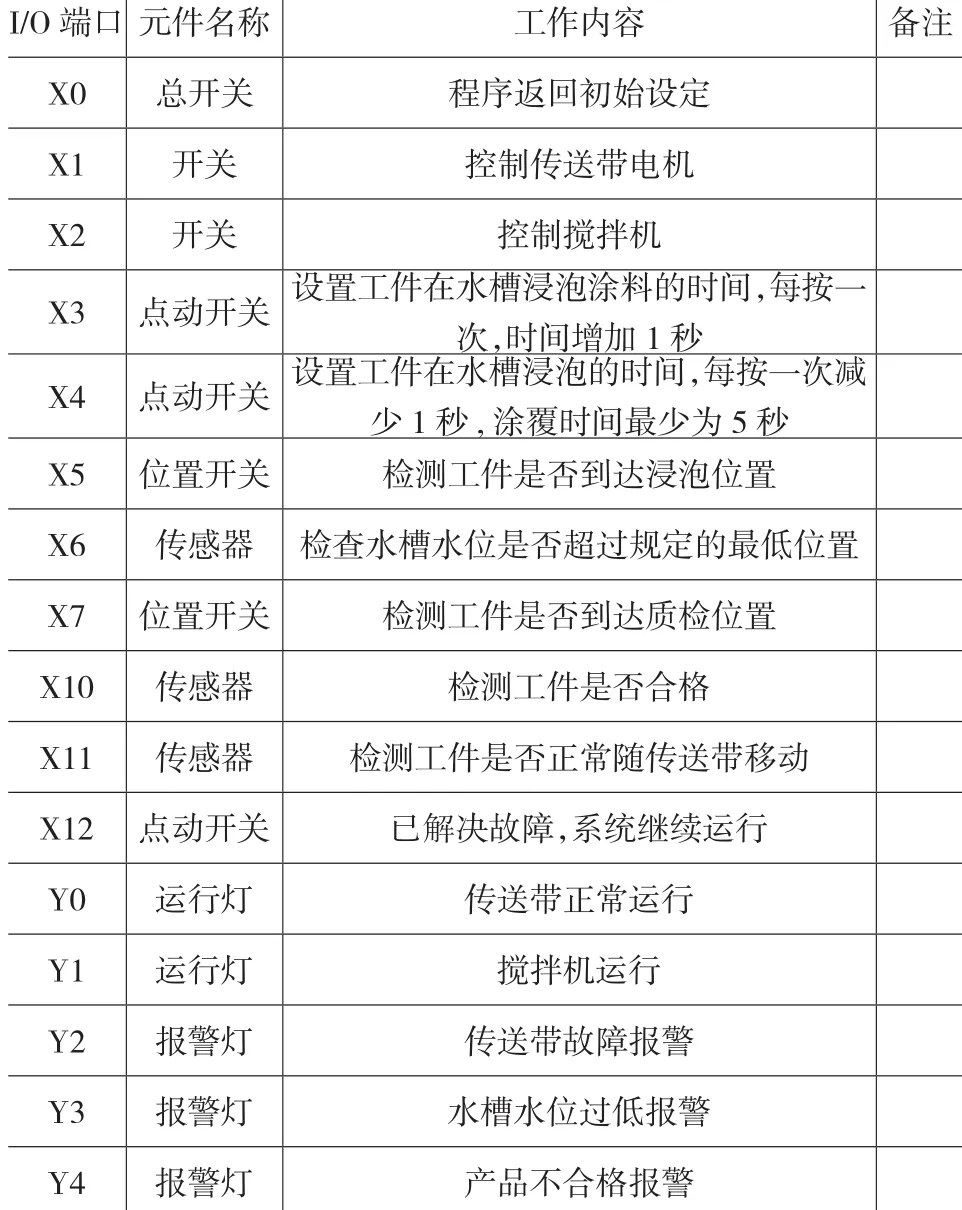
表1 工作控制表

图5 系统PLC程序
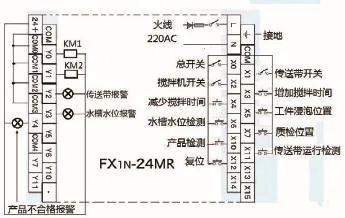
图6 检测控制接线图
2.3 搅拌装置结构和控制方法
系统运转过程中,安装在涂覆箱底部的搅拌叶轮旋转搅动,以免涂料发生沉淀,同时通过不断旋转搅动的涂料液体,使浸泡在箱内的砂芯进一步达到均匀涂覆的目的。
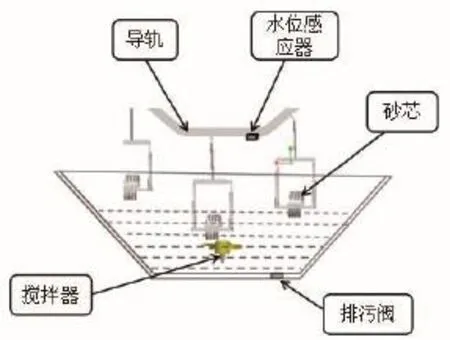
图7 涂覆箱示意图
这样的设计使得螺旋砂芯涂料能够均匀涂覆在砂芯上,涂料液体的配比通过螺旋桨旋转搅动达到持续均匀,并替代人的手工涂刷动作,从而达到提高稳定砂芯质量的目的。在涂覆箱的最底部还设置了一个排污阀,当需要更换另一种涂料时,可以打开排污阀排出所有涂料液体,重新装入其它种类或配比的涂料。
综上所述,应用调速器、传感器和PLC等自动控制元器件可以实现螺旋砂芯涂料涂覆生产过程的自动运转和状态监视操作,改变手工操作的不稳定性及多次搬运,减少螺旋砂芯后续报废,达到提高和稳定电动汽车水冷机壳砂芯质量和产量的目的。同时,在新能源汽车零部件制造生产领域中,仍有许多处于初级开发阶段的落后生产方法和工艺,需要我们广大技术人员不断发现问题,充分运用现代智能控制技术和手段,开拓创新,才能实现新能源汽车大批量稳定生产的产业发展目标。
[1] 李晨希.铸造工艺设计及铸件缺陷控制 [M]. 北京:化学工业出版社 ,2009.04:89-95.
[2] 李德荣.铸造工艺学 [M]. 北京:机械工业出版社,2015.07:56-72.
[3] 邱孟书,王小平.低压铸造实用技术 [M].北京:机械工业出版社, 2011.06:107-109.
[4] 罗启全.铝合金熔炼与铸造[M]. 广州:广东科技出版社,2002.09:57-59.
[5] 吴剑.铸造砂处理技术装备与应用[M]. 北京:化学工业出版社,2014.04:88-93.
[6] 任胜杰.电气控制与PLC系统[M].北京:机械工业出版社,2013.02:78-81.
[7] 樊自由.铸造设备及自动化[M].北京:化学工业出版社,2009.09:56-58.
[8] 张秀玲,马慧.自动控制理论实验及综合系统设计[M].武汉:华中科技大学出版社,2008.10:75-76.
[9] 陈宗民. 汽车壳体低压铸造工艺与模具设计[J].热加工工艺,2008(1):79~81.
[10] 陈学美,黄瑶,王雷刚,等.汽车发动机下缸体低压铸造工艺及模具设计[J].特种铸造及有色合金,2011(8):727~730.
[11] 徐海枝,杨小红,等.内墙涂料自动滚涂机设计[J].装备制造技术,2015(2):13~15.
Design of automatic coating system of spiral sand core coating for electric vehicle water-cooling chassis
HAN Wei,LIU ChuSheng,ZHANG JianQiang,LIU JianGuang
(Guangzhou College of South China University of Technology, Guangzhou 510800,Guangdong, China)
Using modern control technology of low pressure casting to design the automatic coating equipment for electric vehicle chassis channel sand core surface, by applying the stepper motor to continuously drive the sand core suspended on a guide rail into the coating box with stirring device, and then get the feedback signal of the sensor control system, to adjust and control the automatic running process and speed of coating system, so as to change the way we use manual one by one for sand core coating. Finally, it can achieve the purpose of rapid and uniform coating, accelerate the production effi ciency, improve and stabilize the quality of sand core production.
spiral sand core; coating device; sensor signal; stirring device
TG233+.7;TH164;
A;
1006-9658(2017)04-0076-04
10.3969/j.issn.1006-9658.2017.04.023
2017-01-07
稿件编号:1701-1634
韩伟(1963—),男,高级实验师,主要研究方向为有色合金铸造技术及装备.