装车站定量仓现场安装工艺研究
2017-09-03李春雷
李春雷
(天地科技股份有限公司,北京100013)
装车站定量仓现场安装工艺研究
李春雷
(天地科技股份有限公司,北京100013)
由于大型多层钢结构各层的制造误差和安装误差的存在,在合理的建造效率下,满足钢结构的安装精度要求非常困难,因为在控制钢结构安装精度的同时,还要控制内部定量仓的安装精度难上加难。定量仓是快速装车站内部的核心设备,用于控制称重精度,因此,针对装车站定量仓拼装误差对称重精度的影响,提出了一种适合现场快速、精确安装的拼装工艺。通过对地面拼装工艺法和分片吊装再组装工艺法的研究比对,总结出了一套更适合现场安装的安装工艺,并设计出了一种能准确定位的安装模具和方便测量误差的检测工具,使装车站定量仓拼装误差降至最低。
装车站;钢结构;定量仓;安装精度
随着我国经济的高速发展,年产千万吨煤矿不断出现,煤炭运输已逐渐成为行业研究的重点,然而,煤炭运输量的增加对铁路外运和公路外运的速度、装车计量准确度都提出了更高的要求。快速定量装车站的出现解决了这一问题,可使煤炭快速、高精度地装载到火车或汽车上运送出去。随着快速定量装车站的不断推广和应用,装车精度问题也慢慢暴露了出来,个别装车站的装车误差明显要高很多。随着调研的不断深入发现,定量仓的拼装误差是影响精度的关键因素,因此,本文提出了一种在施工现场快速、精确安装定量仓的拼装工艺,大大减小了拼装过程中所产生的误差,使装车精度大大提高。
1 快速定量装车站及定量仓结构的特点
快速定量装车站钢结构模型如图1所示,其主要特点有3个:①大型多层钢结构,具有体积大、结构复杂等特点;②总高度约为32 m,由3根钢柱组合到顶,共分为7个平面;③内部包括定量仓、缓冲仓等钢结构设备。
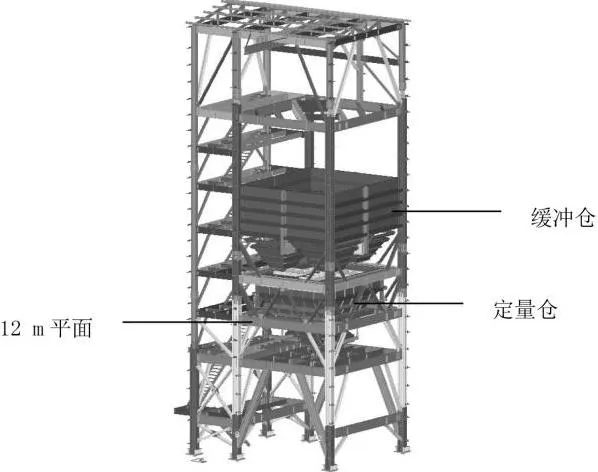
图1 快速定量装车站钢结构模型
定量仓结构如图2所示,从图中可以看出,定量仓由直段和锥段组成,直段是四方体,锥段是椎体,4个角有4条支腿,支腿直接坐在钢结构主体的12 m平面的称重传感器上,如图3所示。其原理为料斗称通过4个角的传感器将定量仓质量的变化记录并上传到称重仪表上,称重仪表通过分析显示数值。所以,定量仓是靠4条支腿支撑的,其他部位全部悬空,不与任何物体接触。
因此,要保证4条支腿全部位于主梁上,不可偏差过大,即要保证定量仓的上口为正方形形状,误差不得大于10 mm。如果误差过大,则上口就会变为菱形,进而导致支腿无法坐在主梁上。由于定量仓装好煤后整体质量会达到100 t以上,会给结构带来一定的不稳定因素,所以,一定要控制好定量仓直段部分整体的偏差。

图2 定量仓模型
由以上分析我们可知,影响定量仓安装精度的因素主要有3点,即钢结构主体12 m平面的水平度、定量仓4个支腿的水平度和垂直度、定量仓直段和锥段形状的控制水平。
2 安装工艺
定量仓在加工厂制作好后会进行预拼装,查看制作完成后的成品偏差和组装的完整度等。在预拼装时,我们可以用定位销加标记的方法将相邻的两块仓壁板进行数字或字符标记,用电焊在相邻两块仓壁板上焊接定位销,然后拆除。装车时要在仓壁板上、下垫枕木,且仓壁板要尽量放置到上部,不能有重物压到仓壁板上,保证仓壁板不被挤压变形。到现场后,仓壁板要单独摆放于拼装场地,切不可相互叠压。
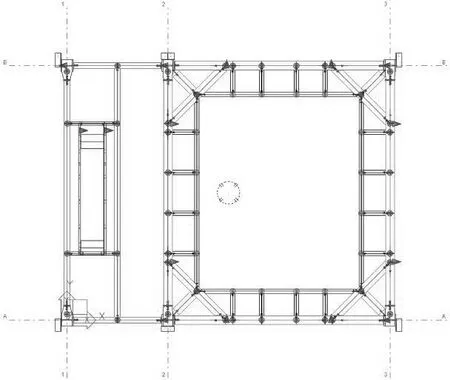
图3 12 m平面梁结构
2.1 地面组装再吊装安装工艺
地面组装再吊装安装工艺即在地面将定量仓拼装好后整体吊装的技术。

图4 定位安装工具侧视图
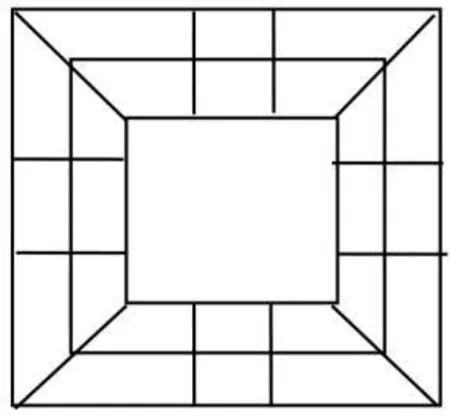
图5 定位安装工具俯视图
具体而言,将拼装场地铺设平整,如果场地为沙土等较软的地面,则可采用石子等坚硬材料铺设场地或直接铺设钢板于地面作为定量仓的拼装场地,但要考虑施工成本,做好成本控制;如果场地为地面坚硬的场地,则可以采用装载机平整地面的方法将拼装场地平整好;找到预拼装图片,按照预拼装时做好的标记找到相邻的两片仓壁板,准备拼装;按照定量仓的模型现场制作1个安装模具,如图4和图5所示,然后将定量仓锥段一片一片地摆入到模具中并固定好,焊接完成,这样做出来的定量仓锥段误差非常小,完全满足施工和设计的需求;安装定量仓直段,由于锥段部位已经校正完毕,直段的安装和焊接基本不需要太多的定位技术来校正安装;定量仓整体在地面拼装完毕后,由50 t汽车吊车吊装到位,并固定好。
2.2 分片吊装再组装安装工艺
分片吊装再组装安装工艺就是钢结构主体12 m层全部安装完成后,吊装定量仓直段部位将4片直段全部吊装到位并校正,通过测临近两片之间的角度以及拉对角线长度的方式校正直段所围成的正方形;吊装定量仓锥段中部以及锥段底部,在底部的4个锥段中心分别焊接吊耳,通过2个手拉葫芦分别将对称的两片锥段拉紧,直至由4个锥段围成的开口呈现闭合形状并再次校正底部正方形的形状误差;焊接4条焊缝,定量仓组装完毕。
3 比较分析
通过对上述2种拼装工艺的比较,我们可以得出以下结论:①第一种方法的精度更高,由于在地面拼装,所以,焊接时危险系数较低,但安装进度较慢,定量仓不拼装安装完毕就无法进行下一节点的安装,且施工成本要高于第二种;②第二种方法的安装速度快,能够很好地满足安装进度要求,但是拼装精度低,且在高处焊接,所以,必须采取安全措施,但施工成本较低。
综合以上2点,设计出一种既能保证安装速度,也能保证安装精度的安装工艺就是我们研究的重点。通过研究和讨论,我们总结出了更加适合现场的安装工艺,安装步骤如下:①租借1台8 t的汽车吊,在平整的地面上拼装定量仓锥段下部,并焊接完毕;②用25 t汽车吊吊装定量仓直段,用全站仪测量直段的安装精度并校正;③将定量仓锥段中部吊装到位,并在4片中部焊接吊耳;④将安装焊接好的定量仓锥段吊装进去,同时,用手拉葫芦将定量仓锥段中部对称的两片开始收紧,与锥段底部螺栓孔对准后安装高强度螺栓固定好;⑤焊接定量仓锥段中部。
4 结束语
本文通过对两种定量仓的安装工艺的比较,总结出了一套更适合现场安装的安装工艺,既能加快安装进度节约总工期时间,又能更好地对定量仓的安装精度进行控制,还能更好地降低安装成本。
[1]李春雷,倪文静,柴海涛.基于WEB技术的铁路快速定量装车站监控诊断系统设计[J].煤炭科学技术,2009(02).
〔编辑:张思楠〕
TD56
:A
10.15913/j.cnki.kjycx.2017.16.072
2095-6835(2017)16-0072-02
