基于以太网的PLC产品应用第6讲 基于以太网的AB PLC在连铸机液压剪机中的应用
2017-08-31李方园
基于以太网的PLC产品应用第6讲 基于以太网的AB PLC在连铸机液压剪机中的应用

浙江工商职业技术学院李方园
连铸机液压剪机系统由手动剪切控制、自动剪切控制、信号显示和电源等部分组成,通过基于以太网的AB PLC实现了剪机的自动和手动切换,其生产效益突出。本文主要介绍了AB PLC以太网的通信配置、程序设计等内容。
以太网;AB PLC;驱动配置;液压剪机
1 概述
剪机是连铸机上的关键设备,它是把连续浇注的钢坯剪成定尺。目前,连铸机的剪切设备有摆式飞剪、液压剪和火焰切割装置三类,它们的控制手段基本相同,传统的控制方式是采用继电器控制,其控制设备复杂,使用时故障率高,维护工作量大。本系统由手动剪切控制、自动剪切控制、信号显示和电源等部分组成。当连铸机各设备工作都正常时,剪机工作在自动状态;若连铸机其它设备出现故障或剪机卡剪时,剪机切换到手动状态,如图1所示。
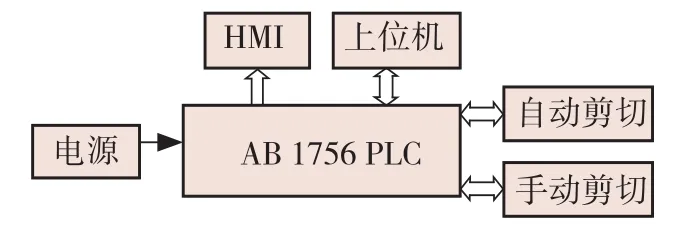
图1 液压剪切控制系统
自动剪切就是当连铸系统正常工作,将选择开关打到自动状态,此时钢坯到达定尺位置,由行程开关发出自动剪切信号,并使液压气缸夹紧,实现自动剪切;手动剪切则是当剪机自动剪切出现故障时,按下按钮停止钢坯剪切,将选择开关切换到手动状态,此时由AB 1756 PLC输出信号接通预热阀、氧气和乙炔电磁阀线圈,进行手动切割。
2 用串口进行AB 1756 PLC以太网通信配置
采用串口进行AB 1756 PLC以太网通讯配置的步骤如下:
(1)插入通讯模块、I/O模块、处理器模块(即处理器、ENBT/ENET, CNB等模块),其中CPU和PC机之间用1756-CP3电缆或自制RS323串口线连好,并给机架上电。
(2)打开RSLinx软件。
(3)点击工具栏中的图标进入驱动配置画面,如图2所示,选择RS-232DF1 devices后点击OK。
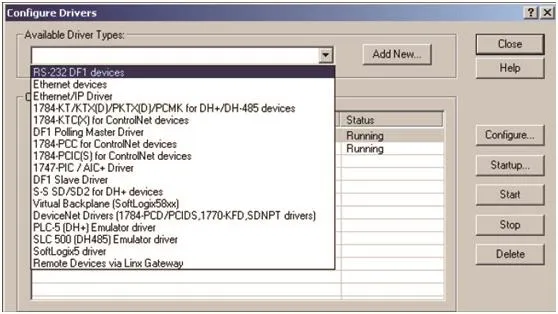
图2 驱动配置
(4)在图3所示弹出的“Configure RS-232 DF1 devices”表中点击“Auto-Configure”,等待显示“Auto-Configure Successful”后选择OK。如果不能显示“Auto-Configure Successful”请检查电缆,以及PLC是否上电等。
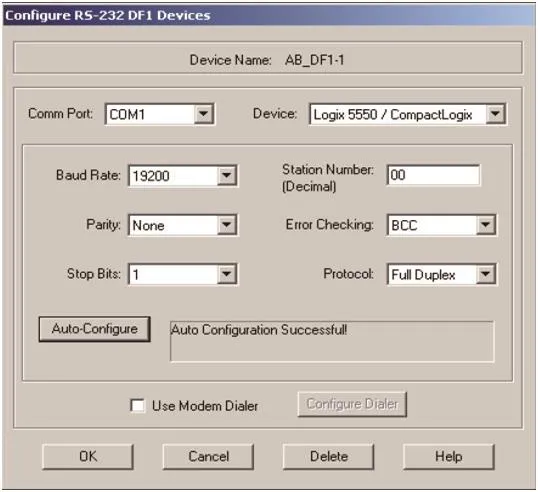
图3 Configure RS-232 DF1 devices弹出画面
(5)点击工具栏上的图标RSWho,出现图4所示的画面。
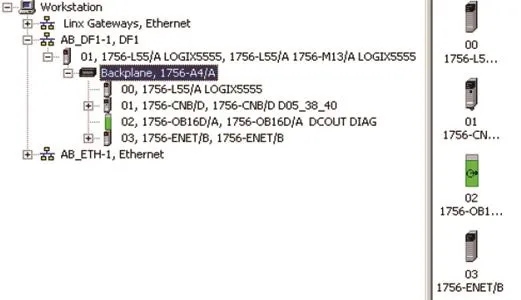
图4 模块配置图
(6)接下来右击处理器图标,查看设备属性,如控制器信息名称、版本号等,如图5所示。
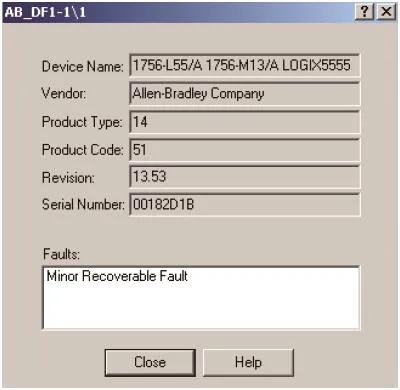
图5 设备属性
(7)点击ENET模块,选择“模块组态”(Module Configuration)可以对其修改IP地址、子网掩码和网关地址,如图6所示。
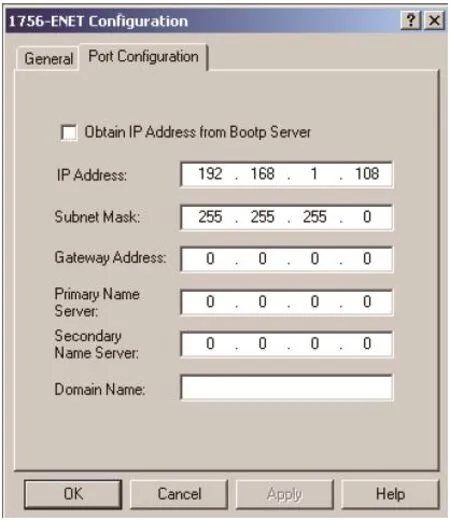
图6 ENET模块配置
3 使用以太网进行通讯
(1)在PLC与PC之间连接好以太网线。
(2)在工具条上点击 ,添加以太网设备驱动,如图7所示。
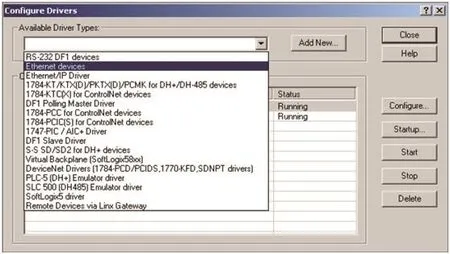
图7 添加以太网设备驱动
选择Ethernet Devices, 按下Add New键,如图8所示。
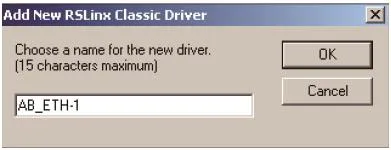
图8 增加驱动
(3)增加以太网设备地址,如图9所示。
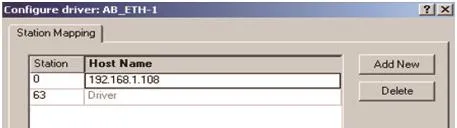
图9 增加以太网设备地址
(4)注意将计算机的IP地址设置为同一频段,即192.168.1.XXX,单击,查看驱动器浏览窗口。
(5)带电运行PLC,按槽位插入各模块,展开树状图,如图10所示。

图10 树状图
至此就完成通信的配置,接下来就可以上传下载PLC程序了。
4 液压剪机PLC程序设计
液压剪机控制根据控制工艺要求,在RSLOGIX平台上编写梯形图,其流程图如图11所示。PLC与上位PC机的通信采用以太网通信接口。
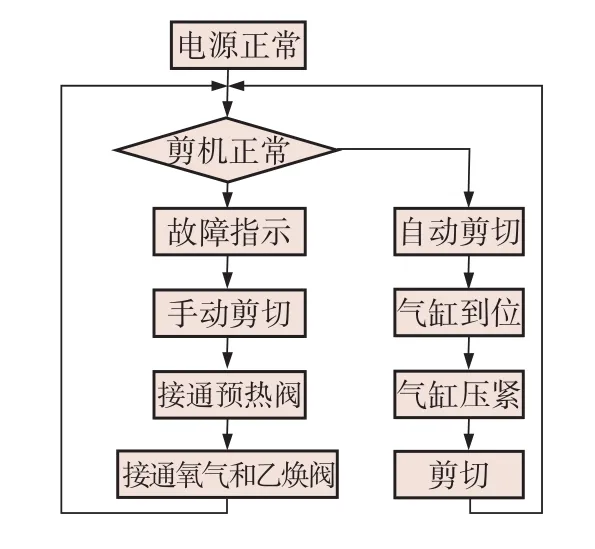
图11 液压剪机控制系统的流程图
5 结语
基于以太网的AB 1756 PLC系统在传统控制系统的基础上,使液压剪机的性能显著提高,从而保证了铸坯质量,进一步满足了生产要求。
[1] 周柏青, 李方园. PLC控制系统设计与应用[M]. 北京:中国电力出版社,2015.
The continuous casting machine Hydraulic shear system consists of the manual shear control, the automatic shear control, the signal display and power supply and other components. Through the Ethernet-based AB PLC, the automatic and manual switching machine can been achieved, and its production efficiency is outstanding This article mainly introduces AB PLC Ethernet communication configuration, programming and so on.
Ethernet; AB PLC; Driver configuration; Hydraulic shear
李方园(1973-),男,浙江舟山人,高级工程师,硕士,毕业于浙江工业大学信息学院工程专业,长期从事于变频器等现代工控产品的应用与研究工作,现就职于浙江工商职业技术学院。
