冷连轧机张力计隐患治理降低非计划停机时间
2017-08-16周涛
周涛
(河钢唐钢信息自动化部冷轧维检站,河北唐山,063000)
冷连轧机张力计隐患治理降低非计划停机时间
周涛
(河钢唐钢信息自动化部冷轧维检站,河北唐山,063000)
冷轧连轧机架间的ABB张力计在生产过程中发生励磁回路或信号回路闪断故障,张力控制异常造成多次薄带钢高速断带,处理时间非常长,带来较大经济损失。设备维护人员经过不断研究分析,确定根本原因是轧机乳化液进入张力计压头接线柱内部,对内部电缆造成了腐蚀所致,我们历经设备防护、状态维修及设备改造三个阶段的工作,将此隐患彻底解决,减少了非计划停机时间。
连轧机;张力计;乳化液;状态维修
0 引言
作为酸轧生产线自动化维护的专业技术人员,我所负责运维的轧机选用的是日立公司的UCM轧机,轧机区域使用的张力计采用ABB PFCL201CE-50KN/CELL张力计,共六组,分别安装在1机架入口、1-2机架间、2-3机架间、3-4机架间、4-5机架间、5机架出口,用来检测带钢的实际张力,实现自动张力控制功能,2009年投产后,前两年张力计运行状况稳定。但从2011年8月份以来,陆续出现机架间张力信号闪断情况,引起假断带报警触发急停,现场高速断带停车,恢复生产时间较长,产生大量非计划停机时间,给产生带来极大影响。张力计信号闪断故障的主要原因是乳化液进入张力计压头接线柱内部,腐蚀内部接线、电缆所致,当前每组张力计的两个压头采用的是励磁源串联连接方式,共用一个励磁源,当其中一个压头励磁部分出现故障时,两个张力计信号瞬间同时丢失,并且无法判断出哪个张力计压头损坏,为保证稳定生产,必须同时更换两个张力计压头,造成备件费用成倍增长。
针对此问题作业区组织技术团队反复进行研究论证,历经四年时间,经过了设备防护、状态维修及设备改造三个阶段的攻关工作,终于彻底解决张力计压头损坏故障,将类事故引起的非计划停机时间降为零。
1 存在问题
出现张力计压头事故会产生大量非计划停机时间,2011-2013年间由于张力计压头事故产生9次非计划停机,总事故时间约3044分钟,非计划停机时间引起损失累计1277.55万元,单次损失皆在100万元之上,如图1所示。此类事故给用户带来极大损失,减少非计划停机非常紧迫。因此,需要找到事故的根本原因并运用有效手段加以控制,才能避免事故的发生。

图1 非计划停机时间及损失
2 制定工作目标
彻底解决此类张力计故障是一个长期探索的过程,我们为此制定了三个阶段的目标。
短期目标:为张力计压头电缆做防护,防止乳化液流入,延长设备使用周期。
中期目标:与ABB等专业公司沟通加上自身不断研究,寻找点检方案,力争找到关键检查项目,通过状态维修,定期点检张力计压头的各项参数,如果未达到正常标准,提前利用定修时间更换,防止产生非计划停机时间。
长期目标:通过与各冷轧厂对标,找到好的方案进行设备改造,防止乳化液浸入张力计压头接线柱,杜绝此类事故的不断发生。
3 实施
(1)在没有找到更好判断故障方法前,首先进行第一阶段工作,采取上线前为张力计线缆加装防护套管、缠防腐矿质胶带、用硅胶密封等多种手段进行防护,虽然起到了一定程度的保护作用,但仍不能长期有效防止乳化液侵入张力计压头内部,只能延缓故障的发生。
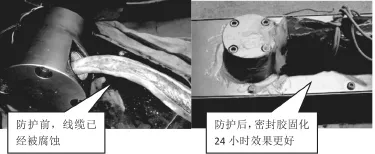
图2 实施安装图
(2)与此同时,第二阶段工作也在同步进行,通过与厂家交流和深入研究,找到以绝缘阻值为张力计故障的判定依据,表一为在线测量所有张力计绝缘阻值的数据。
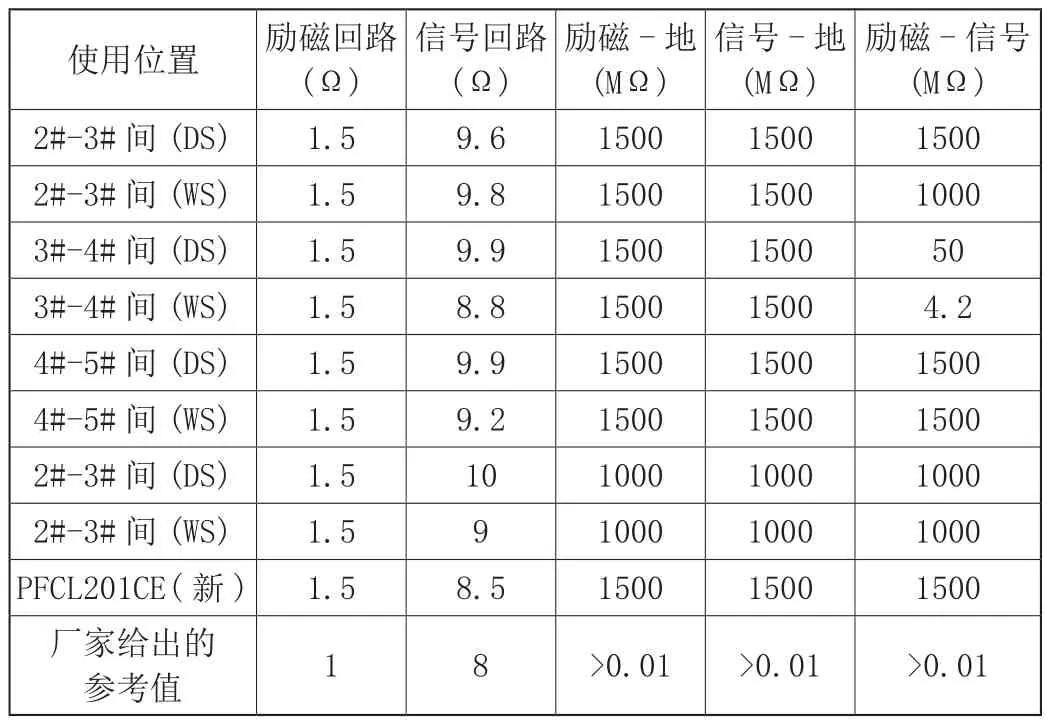
表1 在线张力计压头各项绝缘阻值
虽然绝缘阻值测量结果都在厂家给出的参考值范围以内,但3#-4#轧机间(WS)张力计点检后随即发生故障,所以不能完全依照厂家提供绝缘阻值0.01兆欧做为判断故障的标准,在现场恶劣的生产环境下,压头内部接线绝缘阻值会随环境温度和湿度而发生变化,我们依据多次测量研究,摸索出以绝缘阻值10兆欧做为张力计压头好坏的判定标准。

表2 绝缘阻值标准
以绝缘阻值大于10兆欧做为状态维修的判定标准,制定《张力计压头绝缘阻值点检记录表》,点检员按要求定期用绝缘表对张力计压头进行测量,大于10兆欧判断张力计正常,若小于标准值则提前与生产方沟通协调,利用计划停机检修对张力计进行更换,避免高速断带等故障停车,减少了非计划停机时间。
(3)利用状态维修极大减少的张力计故障的发生,但因点检周期为每个检修日,在点检周期内发生故障无法有效避免,不能彻底解决此问题,于是我们开展了第三阶段的工作,首先对周边各个冷轧厂的轧机进行调研,对标发现,UCM轧机设计张力计的电缆接线箱位于压头上部5米左右,安装在轧机顶部,由于轧机排放系统无法将油雾完全排出,压头又位于最低点,乳化液沿张力计的电缆套管流到电缆与压头的接口部分并长期驻留无法排出,严重时一年可聚集大约1000ml乳化液,最终导致接线腐蚀,酿成事故。如图2所示 。

图3 UCM轧机张力计安装方式
而某厂西马克的CVC轧机,将张力计控制端子箱安装在轧机驱动侧地面上,水平高度略低于张力计,乳化液配方完全一致,而这条产线运行六年来的张力计损坏故障为零,基于此情况,我们抓紧制定整改方案,设计安装图纸,申请相关材料费用,组织人员进行升级改造。改造完成至今未发生张力计损坏故障。
另一项改造是产线原设计张力计的两个压头采用的是励磁源串联连接方式,共用一个励磁源,当其中一个压头出现故障时,两个张力计信号瞬间同时丢失,造成高速断带,长时间停机;并且无法判断出哪个张力计压头损坏,因此必须同时更换,造成备件费用成倍增加。因此提出每个压头单独使用一个励磁源,这样出现故障时可以单独更换故障压头,同时通过优化一级控制程序,在单端张力计故障时,自动利用非故障端张力检测值的2倍计算总张力,降速停车,减少高速断带事故发生。
4 效果
通过以各个阶段工作的逐步完成,彻底杜绝了一酸轧张力计压头非计划停机时间。自2011-8-15开始,由于此故障共计更换张力计压头16个。但在2014年年修改造完成后至今三年时间没有进行更换,此事故引起的非计划停机时间为0。
5 结论
通过作业区每名职工共同努力,攻克了张力计压头损坏这一严重制约生产的难题,保证了连轧机稳定生产,有效减少了事故时间,节约了备件成本。
[1] 孙一康.带钢冷连轧计算机控制[ M] .北京:冶金工业出版社, 2002:116-152.
[2] 葛蓬,李景学,单宝钢.万能轧机机组速度张力控制系统[J].冶金自动化, 1999,18(1):14-16
Unplanned downtime reduced cold mill tensiometer risk management
Zhou Tao
(Tangshan Information Automation Department of cold-rolled steel River maintenance station,Tangshan Hebei, 063000)
The cold rolling mill frame between ABB tensiometer occurred in the production process of excitation circuit or signal circuit flashover faults, tension control caused by abnormal multiple strip high-speed broken belt, the processing time is very long, bring greater economic losses. The equipment maintenance personnel through continuous research and analysis, to determine the root cause is the emulsion into the mill head terminal internal tension, causing corrosion of internal cables, we have equipment protection, maintenance and equipment renovation work of three stages, the problems solved thoroughly, reduce unplanned downtime.
rolling mill; tension; emulsion; state maintenance
周涛(1981年9月16日),籍贯河北唐山,本科,工程师,研究方向:自动化控制。