陶瓷水阀片表面缺陷图像检测方法研究
2017-08-16田秋红李方勇孙政荣
田秋红,李方勇,孙政荣
(浙江理工大学精密测量技术实验室, 杭州 310018)
陶瓷水阀片表面缺陷图像检测方法研究
田秋红,李方勇,孙政荣
(浙江理工大学精密测量技术实验室, 杭州 310018)
针对人工陶瓷水阀片缺陷检测效率低、劳动强度大、容易漏检的问题,提出一种基于支持向量机的陶瓷水阀片表面缺陷图像检测方法。先对陶瓷水阀片进行预处理,然后针对缺边和划痕两种缺陷分别提取陶瓷水阀片样本的Hu不变矩和Gobar纹理特征,最后输入训练好的支持向量机模型进行分类识别。搭建了陶瓷水阀片的缺陷检测实验装置并进行了可行性和对比性实验。结果表明本文构建的系统对缺边和划痕缺陷识别率高,同时对第二类型陶瓷水阀片样本的检测具有较好的适用性。
陶瓷水阀片缺陷检测;支持向量机; Hu不变矩; Gobar特征
0 引 言
陶瓷水阀片具有寿命长、性价比高和密封性好等优点,在很多领域已成功替代普通金属阀门。然而,目前国内对陶瓷水阀片的检测还停留在人工检测阶段,不仅耗时且检测准确率低。图像处理技术作为先进的检测技术,在工业检测得到了广泛的应用。1994年Hashim等[1]开发用于检测刀具破损的CNC视觉系统。2001年,Bradley等[2]提出了具有良好实用价值的刀具表面质量检测系统;德国的Parsytec公司开发了具有代表性的HTS-2和HTS-2W表面缺陷检测系统。2002年,斯洛文尼亚的Lahajnar等[3]提出了利用双CCD的机器视觉系统,采用亚像素边缘检测和半自动相机校正测量电热板维数完成电热板缺陷检测,系统的精度优于0.03 mm,且一个被测件的测量时间为0.3 s。2003年,天津大学的胡亮等[4]开发了一套带钢表面检测系统,该系统采用数字信号处理系统和现场可编辑逻辑门阵列相结合的技术。2004年,浙江大学的商俊敏等[5]开发了一套具有较好使用价值的在线轴承检测系统,该系统由CCD、采集卡、运动控制卡、运动平台和计算机组成。其后,朱贵峰[6]对物体三维轮廓尺寸在线检测进行了研究,根据光条图像中激光光束能量呈高斯分布的特性,提出了采用最小外接矩形法和高斯曲线拟合来提取光条中心的算法,但适用范围受限。东华大学的张辉等[7]提出了一种基于边缘跟踪的零件缺陷边缘智能检测算法,此方法以高质量的缺陷边缘参数为特征向量输入支持向量机进行规则零件分类识别,采用一对一的投票策略进行分类训练和测试,最后对采集到的缺陷零件样本进行了分类测试实验,达到96%的检测精度。
针对陶瓷水阀片存在划痕和缺边缺陷,本文设计了陶瓷水阀片表面缺陷图像检测方法。该方法针对存在划痕和缺边缺陷的陶瓷水阀片,先进行图像预处理,然后分别进行Gabor纹理特征和Hu不变矩的特征提取,提取后的特征分别输入训练好的支持向量机模型中进行检测识别。最后对其算法进行陶瓷水阀片缺陷检测的实验验证。
1 系统结构
陶瓷水阀片表面缺陷检测系统由高速摄像机CCD、图像采集卡、光源和计算机等组成如图1所示。陶瓷水阀片图像由高速摄像机CCD获取,通过图像采集卡传输到计算机中进行存储。陶瓷水阀片表面缺陷检测软件对采集到的陶瓷水阀片图像样本进行预处理、背景分割、特征提取,并对提取的特征进行训练,形成支持向量机模型。当对陶瓷水阀片进行检测时,对待检测陶瓷水阀片进行与训练样本相同的处理,将提取的特征输入支持向量模型中,完成陶瓷水阀片表面缺陷的检测识别。

图1 陶瓷水阀片表面缺陷检测系统结构示意图
2 图像预处理
2.1 中值滤波
中值滤波为非线性滤波,其原理是计算邻域内像素的中值,将中值代替邻域中心灰度值[8]。中值滤波在消去噪声的同时保留了图像中物体的边缘,阻止图像边缘变模糊。因此,本文选用5×5窗口对采集到的陶瓷水阀片图像进行滤波处理,获得滤波后的陶瓷水阀片图像I。
2.2 形态学边缘检测
中值滤波后陶瓷水阀片图像I在结构元素B腐蚀后的结果与图像I求差值,此差值就是图像的边界[9],如式(1)所示:
G(I)=I-(I⊖B)
(1)
式(1)中:G(I)表示中值滤波后图像I的边界。
2.3 几何位置校正
经过上述处理的陶瓷水阀片图像噪声已经得到去除。但在实际生产中陶瓷水阀片可能存在倾斜角度,故需要对陶瓷水阀片进行角度校正。本文设计了基于hough变换的几何位置校正算法。对边缘提取后的图像进行逐行、逐列扫描,将所有边缘像素点按照式(2)变换,以变换后极坐标为下标的二维数组对应值加1。求取二维数组的最大值对应的极坐标角θ,即为待检测陶瓷水阀片的倾斜角度。
ru=round(abs(i×cos(θ×3.14/180)+j×sin(θ×3.14/180)))
(2)
式(2)中:ru极坐标的半径,i,j是图像像素对应的横纵坐标,θ是极坐标的角度。
利用此倾斜角度θ按照式(3)对待检测陶瓷水阀片的角度校正:
(3)
这样,对于变换后图像中的每一点根据上式计算出对应变换前图像中的点,得到它的灰度值。如果灰度值大于255就置为255,从而获得几何位置校正后图像I′。
2.4 图像二值化
大津法利用最小二乘法和概率统计原理自动选取阈值,对图像二值化处理可获得较优效果。故本文采用大津法对校正后陶瓷水阀片图像I′进行二值化。按照公式(4)计算K从40~220变化时各类间方差值,最大间方差对应的阈值为最佳阈值[10],利用此最佳阈值对校正后图像I′进行二值化。
(4)
式(4)中:μ0(K)为前景图像的平均灰度级,μ1(K)为背景图像的平均灰度级,w0为前景的像素点数占整幅图像的比例,w1为背景的像素点数占整幅图像的比例。
3 特征提取
3.1Hu不变矩
陶瓷水阀片在生产过程中,主要存在划痕和缺边缺陷。针对不同类型缺陷本文提取陶瓷水阀片的不同特征参数。矩特征是一种对区域内部灰度值分布进行统计分析并进行平均描述的区域描绘子。矩是一种线性特征,不会因为目标的旋转、比例大小变化、位置平移而变化,适合作为检测陶瓷水阀片缺边缺陷的特征参量[10]。目标在(x,y)处的(p+q)阶中心矩可定义为式(5),用零阶中心矩对其余中各阶矩进行规格化,规格后的中心矩可表示为式(6),利用二阶三阶规格化后的中心矩可得到7个对选择、平移、比例大小不变的矩称为Hu不变矩,如式(7)所示。
(5)
(6)
式中:r=(p+q)/2+1;p+q=2,3,…,
φ1=η20+η02;

φ3=(η303η12)2+(3η21-η03)2;
φ4=(η30+η12)2+(η21+η13)2;
φ5=(η30-3η12)(η30+η12)[(η30+η12)2-3(η21+η03)2]+(3η21-η03)(η21+η03)[3(η30+η12)2-(η21+η03)2];
φ6=(η20-η02)[(η30+η12)2-(η21+η03)2]+4η11(η30+η12)(η21+η03);φ7=(3η21-η03)(η30+η12)[(η30+η12)2-3(η21+η03)2]+(3η21-η03)(η21+η03)[3(η30+η12)2-(η21+η03)2]
(7)
Hu已经证明Hu不变矩具有平移、旋转、比例尺度不变性,且幅值反映了物体的形状并可用于形状检索和模式识别[11-12]。在这7个不变矩中,第七个不变矩可由第三、四、六矩线性表示,故本文只对二值化的陶瓷水阀片图像提取前六个矩作为特征向量,用于缺边缺陷的提取。由于不变矩的数值变化范围很大,为了便于比较,本文利用去对数的方法进行数据压缩[13]。因此本文采用的不变矩为:
φk=log|φk| (k=1,2,…,6)
(8)
3.2Gabor纹理特征
Gabor滤波器可以检测出图像中尺度和方向都可变化的条纹和边缘,且二维Gabor滤波器可成功模拟出人类的视觉系统,在图像分析理解中有着重要的作用。因此,本文提取Gabor纹理用于表征陶瓷水阀片存在的划痕特征。先选择Gabor函数如下:
(9)

v的取值决定了Gabor滤波的频率,u的取值表示了Gabor核函数的方向,K表示总的方向数,Gabor滤波器提取的特征能够全面的提取陶瓷水阀片的表面缺陷信息通过后续的参数选择工作,对纹理信息进行降维,作为分类器的输入量。
将Gabor函数分解为实部hR(x,y)和虚部hI(x,y)两个分量,则用它滤波得到陶瓷水阀片图像为:
(10)
式(10)中:(h×I′)表示图像I′和滤波器h的卷积,S(x,y)为该Gabor滤波器提取的陶瓷水阀片特征图像。
4 支持向量机模型

s.t.yi((w·φ(xi))+b)+ξi≥1
ξi≥0;i=1,2,…,l
(11)
式(11)中:C为惩罚系数,ξ为非负松弛项,w为最优超平面倾斜角,b为最优超平面截距。
(12)

=0;0≤αi≤C;i=1,2,…,l
(13)
式(13)中:K(xi,xj)为核函数。
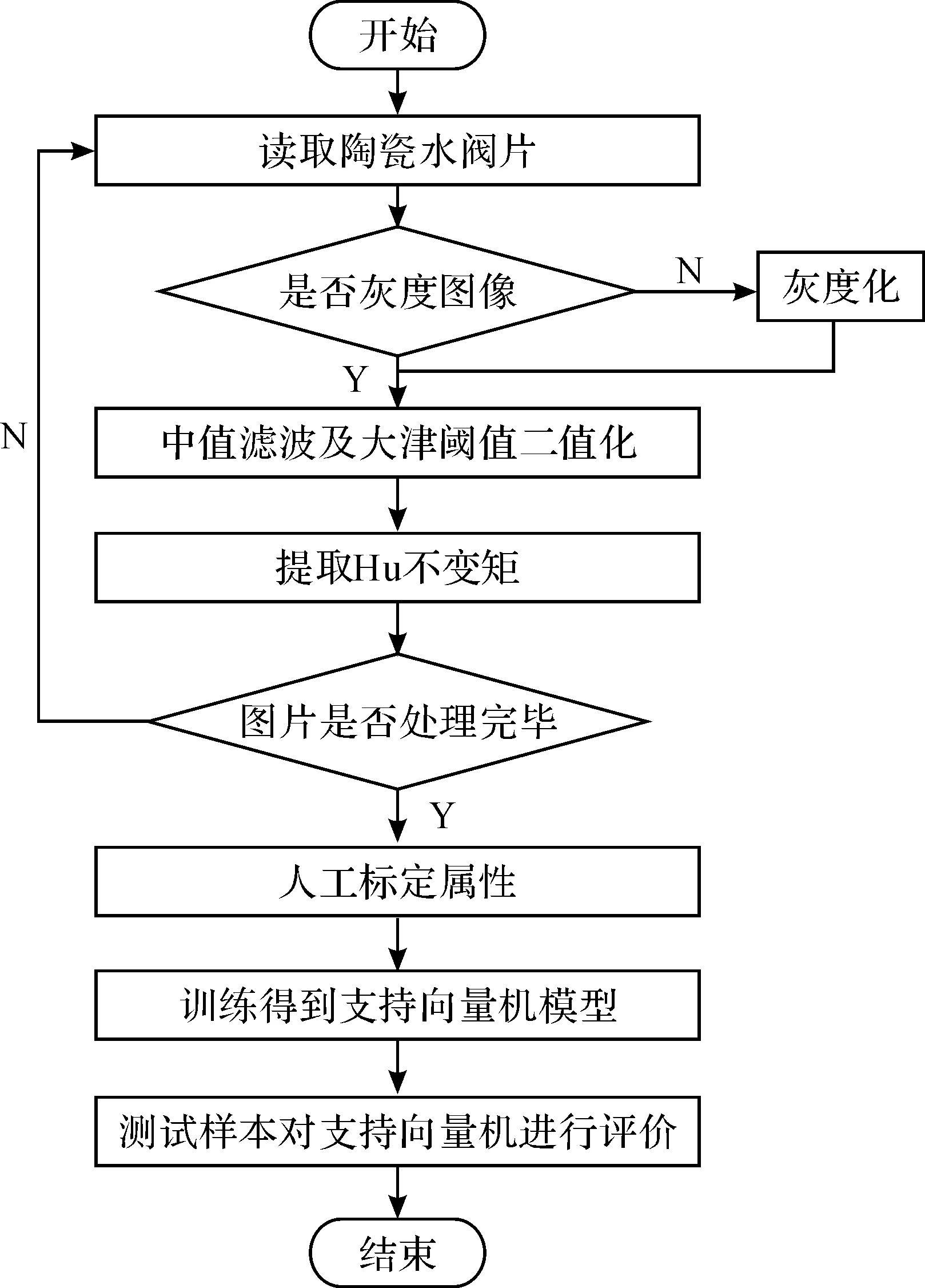
图2 缺边检测的支持向量模型的训练与测试流程
综上所述,用于检测陶瓷水阀片表面缺边和划痕两种缺陷的检测算法如图2和图3所示。对于缺边缺陷,先进行中值滤波和大津二值化处理,提取Hu不变矩,然后利用训练好的支持向量机进行检测识别;对于划痕缺陷,同样先进行中值滤波和大津二值化,然后进行形态学运算并提取Gabor纹理特征,对Gabor纹理特征进行特征归一化与主分量分析,最后利用训练好的支持向量机进行检测识别。
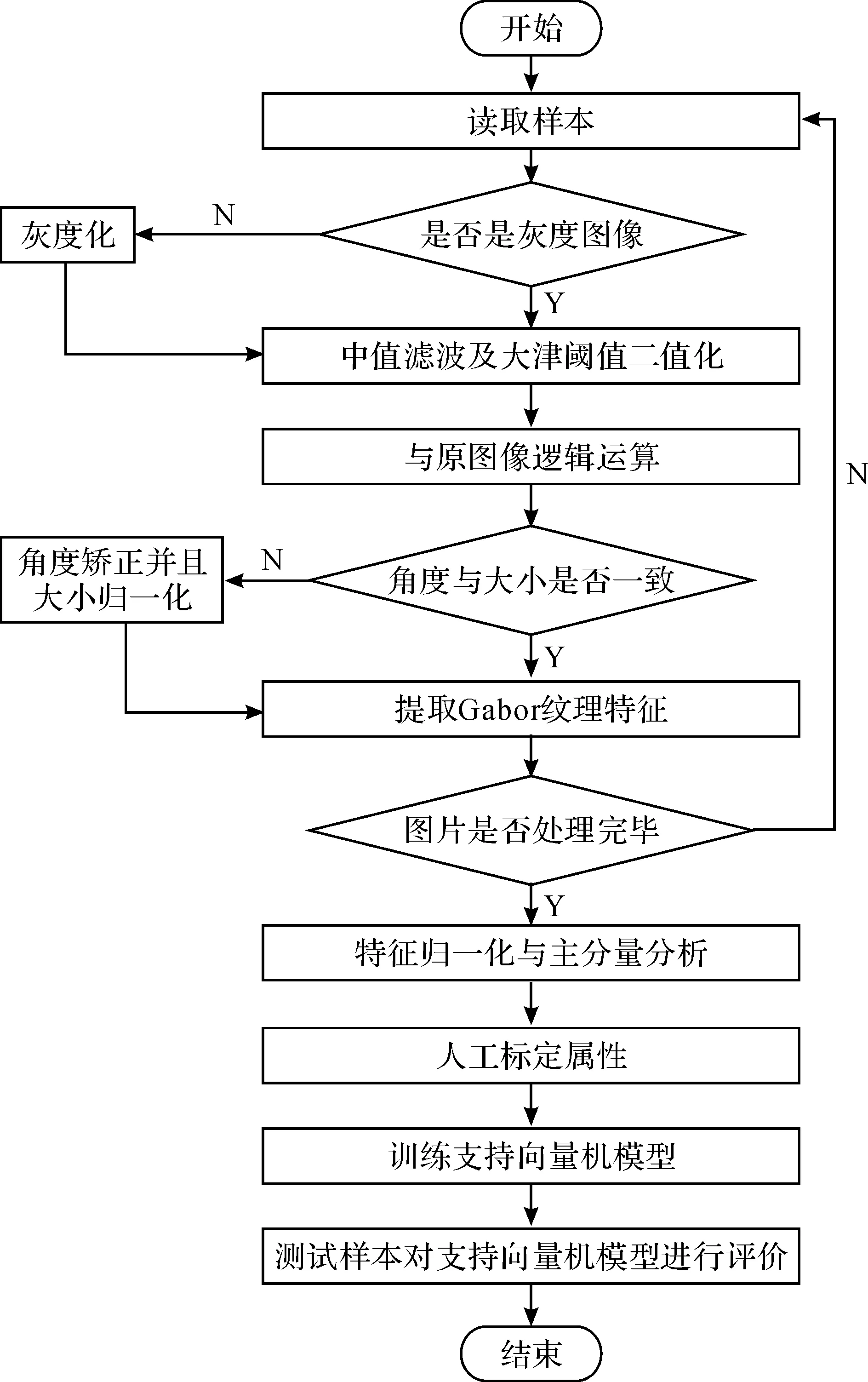
图3 划痕检测的支持向量模型的训练与测试流程
5 实验结果与分析
为了验证算法的有效性和可靠性,构建了陶瓷水阀片表面缺陷图像检测系统,如图4所示。实验中选用LED光源,北京嘉恒中自图像技术有限公司的OK-AC1300型CCD和OK-RGB20B型采集卡。采用Matlab语言实现陶瓷水阀片表面缺陷图像检测软件系统。针对同缺陷类型和不同陶瓷水阀片主要进行了三组实验。
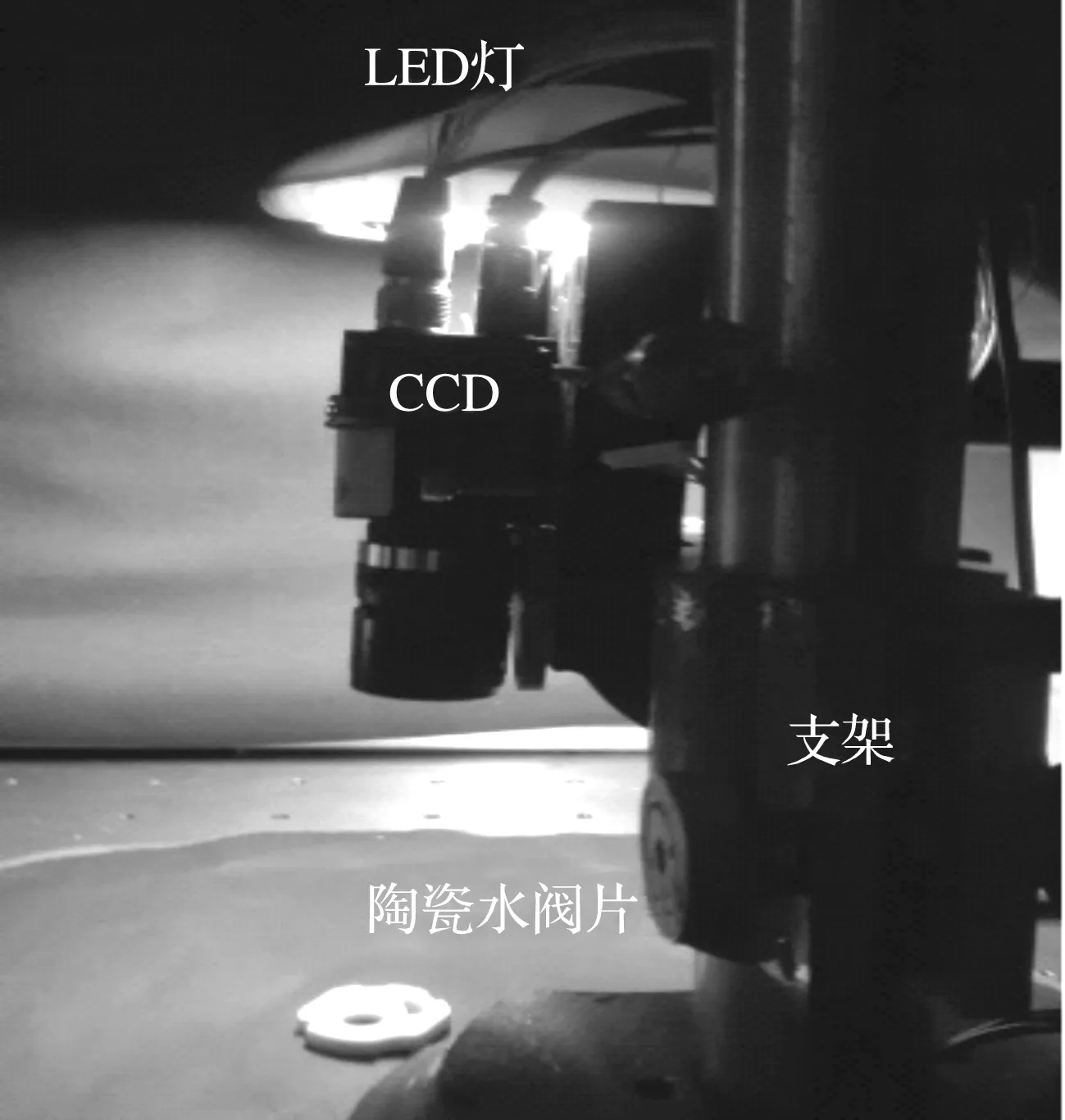
图4 陶瓷水阀片表面缺陷检测系统图像采集
第一组实验验证了基于支持向量机的陶瓷水阀片缺边检测方法的有效性。部分缺边样本如图5所示。按照图2给出的算法流程分别计算3个样本的Hu不变矩,结果如图5中样本1的检测结果如表1所示。由于陶瓷水阀片在检测过程中受光源强度影响较大,故本文在不同光强的条件下,对200个样本(100个合格陶瓷水阀片、100个缺边陶瓷水阀片)进行分类识别,识别结果如表2所示。

图5 缺边陶瓷水阀片样本图像

样本号φ1φ2φ3φ4φ5φ612.9810867.29218812.8681512.8838825.7686416.5867222.980987.27493814.4419715.1916330.0259119.0148832.9795617.2933812.7633812.7590225.5208216.46279
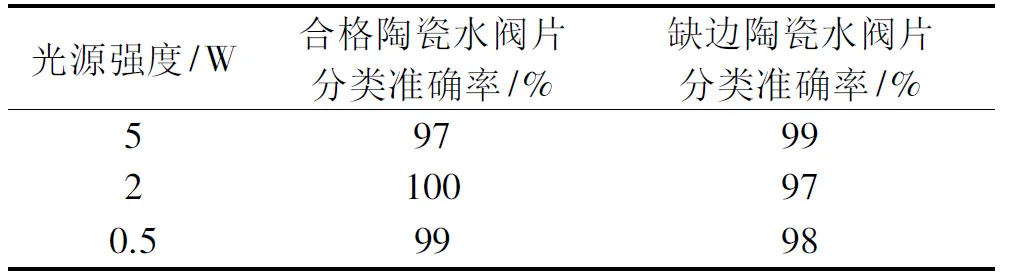
表2 不同强度光源条件下检测缺边分类准确率
由表2可知:陶瓷水阀片在不同强度的光源照射下,缺边检测保持较高的检测准确率。证明了本文提出的缺边检测算法是有效的。
第二组实验是为了验证基于支持向量机的陶瓷水阀片划痕检测方法的有效性,采集的陶瓷水阀片图像部分样本如图6所示:样本2号是样本1号的缩放,而样本3号是样本1号的逆时针旋转90度而成的,样本4号与样本1号有着划痕的区别。实验中v选择22.63、11.31、5.66和2.83四个频率和u选择0°、30°、60°、90°、120°、150°6个方向,对图像Gabor滤波后求得图像的平均值、对比度和熵共72维特征向量。本文只给出4个样本前6维Gabor纹理特征如表3所示。
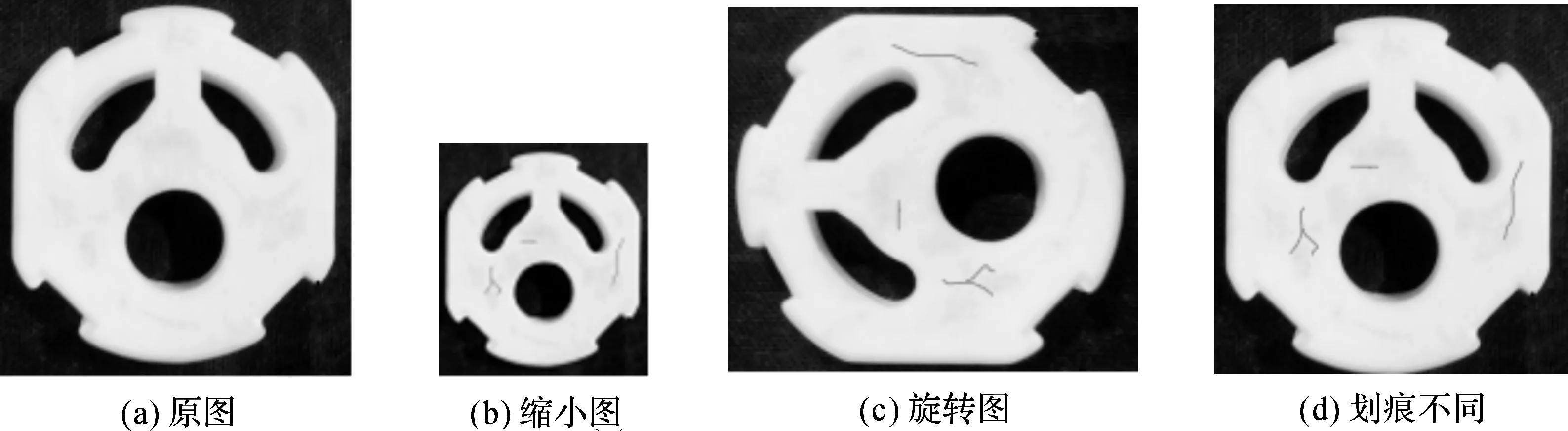
图6 划痕陶瓷水阀片样本

样本号第1维特征第2维特征第3维特征第4维特征第5维特征第6维特征11.26034900.05987210.00521492.57354861.06513450.004597121.83880840.14317550.00629244.64104771.48715870.005108231.25918980.05889330.00520542.54753481.06097610.004585441.25981270.05887690.00520862.57033891.06168830.0045931
为了验证此方法对划痕缺陷识别的有效性,本实验在不同光强的条件下采集300个样本(150个合格陶瓷水阀片、150个有划痕缺陷的陶瓷水阀片)。分别对100个合格陶瓷水阀片和100个有划痕缺陷的陶瓷水阀片按照图3的算法流程进行处理,训练得到检测划痕的支持向量机模型,将剩余的100个样本送入训练好的支持向量机模型中进行检测。不同光源强度条件下划痕检测结果,如表4所示。
表4 不同光源强度条件下划痕检测准确率
由表4可知:陶瓷水阀片划痕缺陷在不同强度的光源照射下,检测准确率收到影响很大。证明在本文设计的划痕检测算法在光照强度适中的情况下是有效,在实际中生产对划痕的检测应注意调节光源强度并保持稳定,使得划痕缺陷更好的检测。
第三组实验验证方法的适用性。实际生产中陶瓷水阀片有不同种类,如图7所示。采用本文提出算法对这种陶瓷水阀片进行分类处理。首先对已选择100个陶瓷水阀片合格样本与100个缺陷陶瓷水阀片进行图像预处理,分别提取Hu不变矩和Gaobr纹理特征,对特征进行训练形成检测是否合格的支持向量机模型。利用已训练好的支持向量机模型对另外100个该类陶瓷水阀片进行一一检测,并进行统计最后得到该陶瓷水阀片缺陷检测正确率为89%。证明该算法有较好的适用性。
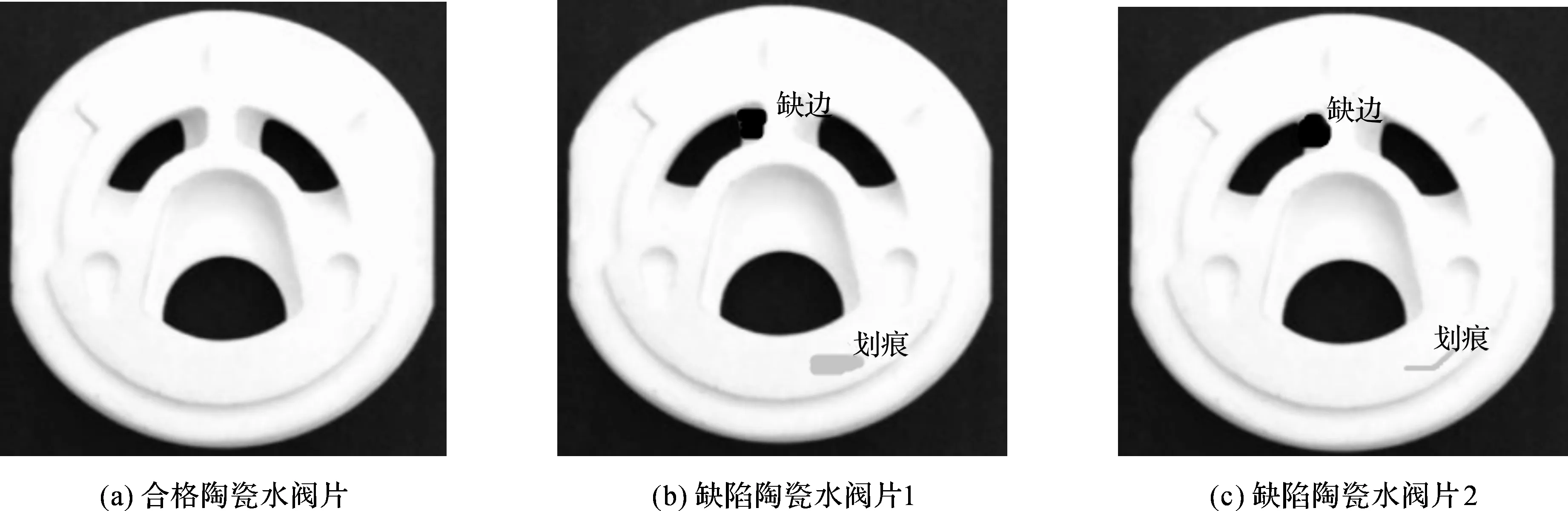
图7 第二类陶瓷水阀片样本
6 结 语
本文提出一种基于支持向量机的陶瓷水阀片表面缺陷图像检测方法,并构建了陶瓷水阀片表面缺陷检测系统实验装置。训练生成了用于识别划痕缺陷、缺边缺陷和第二类陶瓷水阀片的三类支持向量机。在不同的光源强度下采集三类陶瓷水阀片图像,分别提取特征参数并输入对应的支持向量机,分别对划痕、缺边缺陷和第二类陶瓷水阀片进行了分类识别实验。实验结果表明本文提出的方法能够准确的检测出陶瓷水阀片的缺边与划痕缺陷和不同类型陶瓷水阀片。实验证明本文设计的陶瓷水阀片表面缺陷检测系统具有良好的可行性和有效性,为陶瓷水阀片缺陷自动检测提供了新的方法。
[1] HASHIM A , CLEMENT P E. Computer vision in a manufacturing process[C]∥Proceeding on Robot Vision,1994:417-427.
[2] BRADLEY C, WONG Y S. Surface texture indicators of tool wear-a machine vision approach[J]. The International Journal of Advanced Manufacturing Technology,2001(4):435-443.
[3] LAHAJNAR F, BERNARD R, PERNU F,et al. Machine vision system for inspecting electric plates[J]. Computers in Industry,2002,47(1):113-122.
[4] 胡亮,段发阶,丁克勤,等.带钢表面缺陷计算机视觉在线检测系统设计[J].无损检测,2003(6):287-290.
[5] 商俊敏,宫闽军,雷育良,等.基于机器视觉的在线轴承检测系统[J].组合机床与自动化加工技术,2004,18(8):51-52.
[6] 朱贵峰.机器视觉在线检测图像处理技术研究[D].合肥:合肥工业大学,2006.
[7] 张辉,王耀南,周博文.基于机器视觉的液体药品异物检测系统研究[J].仪器仪表学报,2009,30(3):548-553.
[8] 胡学龙.数字图像处理[M].北京:电子工业出版社,2006.
[9] 杨帆,王志陶,张华.精通图像处理经典算法:MATLAB版[M].北京:北京航空航天大学出版社,2014.
[10] 江熹.基于数字图像处理的大空间早期火灾自动检测与识别技术研究[D].南昌:华东交通大学,2012.
[11] HU M K. Visual pattern recognition by moment invariant [J]. IRE Trans Information Theory ,1962,8(2):179-187.
[12] 张蕾.基于集成神经网络的离线手写签名鉴别方法[D].贵州:贵州大学,2009.
[13] 田秋红,孙政荣.基于Hu不变矩和BP网络的条形码图像识别方法[J].计算机工程与设计,2012,33(4):1563-1568.
(责任编辑: 陈和榜)
Study on the Image Detection for Surface Defects of Ceramic Water Valve Plate
TIANQiuhong,LIFangyong,SUNZhengrong
(Precision Measurement Laboratory, Zhejiang Sci-Tech University, Hangzhou 310018, China)
Manual defect detection of ceramic valve plate has such problems as low detection efficiency and large labor strength. Furthermore, some minor defects can be skipped over. To solve the problems, an image detection method for surface defects of ceramic water valve plate based on support vector machine (SVM) is proposed. Firstly, the preprocessing was carried out for the ceramic valve plate. Secondly, Hu invariant moment and Gobar texture features were extracted from the ceramic valve plates according to different defects, respectively. Finally, the extracted features were inputted into the trained SVM to classify. The detection experimental facility was constructed. The feasible and comparative experiments were carried out. The results show that the proposed method has high recognition rate of the missing edge and scratches and it has good applicability for the second type of ceramic water valve plates.
defect detection of ceramic water valve plate; support vector machine (SVM); Hu invariant moment; Gobar texture features.
10.3969/j.issn.1673-3851.2017.05.018
2016-06-07 网络出版日期: 2017-03-28
国家自然科学基金项目(51405448);浙江理工大学521中青年人才支持计划项目
田秋红(1976-),女,辽宁兴城人,副教授,主要从事精密视觉测量技术方面的研究。
TS195.644
A
1673- 3851 (2017) 03- 0417- 06