造船门式起重机安全性分析及技术检验
2017-08-10
(秦皇岛市特种设备监督检验所,河北 秦皇岛 066000)
造船门式起重机安全性分析及技术检验
孙利剑
(秦皇岛市特种设备监督检验所,河北 秦皇岛 066000)
造船门式起重机是造船厂专门用来吊装、运输及总组分段船体的设备,其具有起吊高度高、主梁跨度大及吊运载荷大等特点,因此可实现多种功能协同操作。但造船门式起重机从制造到检验的全过程都存在危险性因素,从而严重威胁到造船安全生产目标的实现。据此,本文列举了门式起重机连接结构缺陷,首先介绍缺陷的表现及其检验依据,然后再运用模糊层次分析法评估其安全性。
造船门式起重机;连接结构缺陷;安全性评估;层次模糊分析法
据统计,起重机事故在使用、储运、安装调试、维修改造及检验中的占比分别是79.62%、6.64%、6.16%、7.11%及0.5%。据此,起重机在使用中最易发生安全事故,究其原因涉及操作使用不当、设备隐患等方面。通过抽调发现,门式起重机隐患在安全装置、主要零部件、电气元件、运行机构、金属结构及其他的占比分别是39.5%、25.6%、14.3%、12.2%、6.2%及2.2%。可见,连接结构缺陷是引起起重机安全事故的重要原因。为此从连接结构缺陷的角度出发,首先分析造船门式起重机的销轴、螺栓、焊接连接缺陷,并阐述检验依据,然后再建立基于模糊层次分析法的起重机连接结构缺陷安全评估指标体系,以对连接缺陷进行定量、定性安全评价。
1 连接结构缺陷及其检验
1.1 焊接连接缺陷
起重机焊接是先加热连接件的局部至胶体或液态状态,再用填充或压力金属结合形成整体。随着现代焊接技术的应用,焊接接头的质量变得更高,且焊接连接具有减轻结构重量、简化结构构造、不削减构件截面及自动化与机械化程度高等优点。同时,焊接连接也具有下列缺陷:局部加热会使材料性能降低,并在焊缝中出现变形及残余应力;焊接工艺与焊接构造缺陷导致应力集中,且难以高效检验焊接质量。针对门式起重机连接结构缺陷的检验,TSG 7015-2008规定,起重机外观检查合格的判据如下:主支撑腿、主梁及端梁的连接焊缝未出现明显的焊接缺陷;销轴、螺栓连接未出现损坏、松动或缺件等缺陷。《起重机制造监督检验规则》规定,主受力构件在拼装成型后的几何尺寸应满足设计文件与相关标准的要求;主焊缝饱满,且无夹渣、气孔等缺陷;焊缝的布置及其对口错边量满足工艺与相关标准的要求。依据GB6067.1-2010,起重机焊接连接缺陷分为重要、一般受拉结构件及受压结构件的焊接接头,并指出可用RT/UT(内部无损检测)及MT/PT(表面质量检验)方法检测焊缝的质量。
1.2 螺栓连接缺陷
螺栓连接是一种常用在结构安装连接中的连接方法,其具有质量可靠、装配方便且迅速等优点,但也具有连接易松动、构件截面削弱严重等缺点。通常来讲,螺栓连接包括高强度螺栓、普通螺栓连接形式,其中高强度螺栓具有接头承载能力高、钉孔对构件的削弱影响小等优点,因此得以广泛应用。针对普通螺栓连接,GB/T3811-2008规定了下列连接原则:一是C级普通螺栓仅可用于次要受拉力构件的暂时性连接,且保持孔壁与螺杆的空隙量不变及螺杆直径比孔径低2~4mm;二是A、B级普通螺栓可在受动载荷的连接结构中使用,但在连接时,要求校验螺栓孔抗承压破坏及螺杆抗拉强度、抗剪切破坏的能力。其中,A、B级普通螺栓的孔以绞制孔为主,且需满足表1所示要求。

表1 螺栓孔的检测要求
1.3 销轴连接缺陷
销轴连接在可拆结构中常用于受剪连接,具体要求销轴与孔过渡配合,用以承受弯曲、挤(承)压及剪切,目的是方便现场安装构件或实现两个构件的相对运动,比如臂架根部、撑杆或拉杆的连接等。通常而言,销轴连接可采取耳板式、套筒式两种结构形式,且按GB/T3811-2008的规定,承载连接销轴的用材要求先进行热处理。
2 连接缺陷的安全评估
2.1 建立安全评价指标体系
图1所示是造船门式起重机连接缺陷的影响安全评价指标体系。
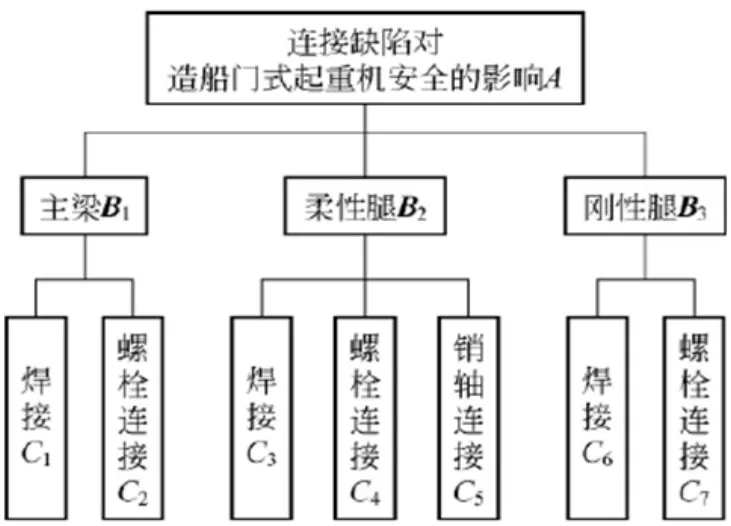
图1 安全评价指标体系
结合图1,该安全评价指标体系由三层组成,其中第二层是主梁B1,柔性腿B2,刚性腿B3;第三层是第二层的细化。通过评比每一指标层,构建模糊一致矩阵。
2.2 评定连接缺陷的准则
针对造船门式起重机连接缺陷的安全评定,要求综合考虑具体的性质、位置、数量、应力状态及不可靠程度等因素,具体要求坚持下列评定原则。一是从理论上,算得连接缺陷处的承载力比原设计至少下降10%,则定为E级,即连接明显不可靠;二是对于焊接连接缺陷,采取无损检测、目测的检测手段,并坚持下列抽检原则:一级焊缝RT/UT100%、外观检验100%,二级焊缝RT/UT20%、外观检验100%,三级焊缝RT/ UT10%、外观检验50%;三是对于螺栓连接缺陷,用小锤敲击或目测检查,并用力矩扳手复查,即:先回拧螺母30°~50°,再拧回原位,然后测定扭矩是否与检查扭矩存在偏差,要求控制在±10%以内,同时坚持下列抽检原则:重要连接处目测100%、力矩扳手复查20%,注意若双倍复查仍不合格,则复查100%,而其他连接处则按每一规格8个抽检螺栓,并用小锤敲击或目测检查;四是若条件要求,需按GB50205-2001复验抗滑移系数;五是若某一金属结构构件出现E级连接缺陷影响,则应先更换构件,再重新评价。
2.3 确定安全等级
以XX在役造船门式起重机为例,并综上评定准则,建立连接缺陷的综合评价矩阵S1,即:

矩阵中,(0.60.400)是指对主梁焊接C1的安全状况在A、B、C、D级的值分别是0.6、0.4、0和0。其中,A级连接可靠及其达标率100%;B级连接基本可靠及其达标率在75%以上;C级连接不够可靠及其达标率在50%以上;D级连接不够可靠及其达标率在25%以上。据此,建立S2、S3模糊评价矩阵如下:

运用方程式Pi=WiSi,算得每一安全指标相应的评价矩阵,然后再构建模糊综合评价矩阵。其中,Pi是二级评价因素;Wi是评价情况。据此,目标评价矩阵如下:
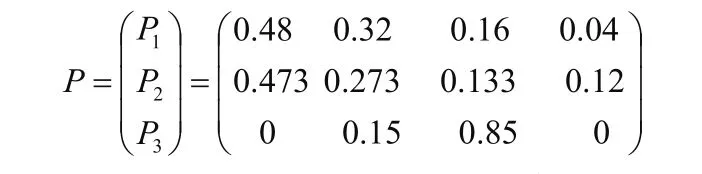
综上,总体安全权重向量W=(0.50.250.25);总体安全模糊综合评价向量WW==MPM P=(0.3580.2660.3260.05)。依据大隶属原则评定,研究造船门式起重机连接缺陷对安全性的影响定为A级。通过与起重机的实际安全状况相比,运用模糊层次分析法得出的结果并无出入,表明在造船门式起重机连接缺陷的安全评估中运用模糊层次分析法是可行的。
3 造船门式起重机的安全保障措施
综上研究,若要保障造船门式起重机的安全,需要综合分析起重机的安全性,并积极开展技术检验工作。对于起重机的安全性,首先要求重视起重机的安全监管,并贯穿在从设计到检验检测的全过程;其次,每一环节的参与单位都应建立完善的安全生产责任制,并提高全体人员的安全意识;第三,建立健全质量保证体系,以保证产品的质量达标;第四,使用单位尤其要重视开展安全知识与技能的教育培训活动,以保证起重机的操作合理及高效落实维保工作,从而消除造船门式起重机的连接缺陷等。对于起重机的技术检验,首先要求做好准备工作,比如充分了解起重机的运行机构、设备参数、结构形式及结构连接方式等信息,制定合理的检验技术方案,并据此优化检验技术及准备检测仪器等;其次,在检验过程,依据国家相关规范开展性能试验、额定载荷试验等,并按需优化试验流程,以保证起重机的主梁挠度、下滑量等符合要求;第三,在检验结束后,如实告知受检单位检验结果,并督促使用单位限期整改检验发现的问题或安全隐患。
4 结语
本文以造船门式起重机连接缺陷为例,介绍了连接缺陷的表现及其检验依据,探讨了如何运用模糊层次分析法进行连接缺陷的安全评价,提出了评定的准则与方法,并划定了具体的安全等级。通过实际工程验证,模糊层次分析法在评估造船门式起重机连接缺陷的安全影响上具有可行性。
[1]李向东等. 基于模糊层次分析法的造船门式起重机腐蚀或磨损结构缺陷安全评估[J]. 起重运输机械,2013,05:5-8.
[2]黄凯,张志斌,李向东. 基于模糊层次分析法的造船门式起重机连接结构缺陷安全评估[J]. 起重运输机械,2013,04:57-60.
TH213.4
:A
:1671-0711(2017)08(上)-0028-02
