西门子S7-200PLC在混酸工艺中的应用
2017-08-09郭毅波
郭毅波
西门子S7-200PLC在混酸工艺中的应用
郭毅波
印刷版在涂布感光液前需要经过对铝板基表面处理的生产流程,其中电解砂目工艺很重要,若处理不好,对下道工序及晒版,印刷质量都有影响。实践证明,细密均匀的砂目有利于提高印版分辨力,能再现图文的细微层次并建立良好的吸附基础,提高耐印力。而电解液对砂目的质量影响是重要的一环,以前我们主要是以单一的盐酸作为电解液,但细密和均匀度与理想值有差距;随后经试验发现,利用盐酸和稀硫酸的混合电解液,能大幅提高砂目性能,从而也使板材质量得到进一步提高;本文就是介绍如何利用西门子S7-200PLC实现混酸的自动配比和补加,以满足工艺要求,提高电解砂目性能。
系统概述
利用电导仪控制稀硫酸的浓度,达不到电导值时,气动隔膜阀打开,加酸3秒,停2分钟,循环反复加酸,直到酸浓度达到电导仪控制的数值;液位计控制加水量,储槽液位不到高位,气动球阀打开一直循环反复加水,每加30秒,停2分钟,直到达到高液位停止加水,再等储槽液位下降到中液位时,从新开始循环补加水;低液位时泵停,以防烧泵,同时控制整个系统停止补加,泵启动后,延迟30秒开始加酸;低液位时,指示低液位灯亮,加水时加水指示灯亮;硫酸的来源从氧化工艺循环泵管线获取。
控制方案设计
硬件设计:使用电导仪,流量计和液位计,实现对槽液的即时检测,把信号传给PLC,经过PLC的逻辑运算后,输出信号,给执行机构泵和气动阀,实现精确控制。
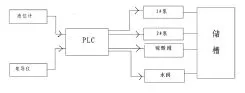
图1 控制图
系统硬件组成:
A. 仪器仪表部分
数显式电导仪
三位控制液位计
气动隔膜阀
气动球阀
转子流量计
B. 电气部分
西门子S7-200PLC
两台3KW 电机
直流供电模块
空气开关
交流接触器
按钮
指示灯
确定控制系统的输入输出信号:根据被控对象对控制系统的功能要求,明确控制对象输入输出信号的类型及信号数值范围。
A.控制对象的类型:
输入信号:储槽液位,电导值,按钮;输出信号:指示灯,泵的输出 ,电磁阀;输入输出信号全为数字开关型变量。
B.控制对象的数值范围:
外部输入信号电压等级为DC24V, 外部负载电压等级为:气动阀DC24V, 指示灯AV220V, 电机泵AC380V;
PLC选型:依据输入输出信号,被控对象的要求以及所需I/O信号的点数,考虑稳定性,扩展以及通信等因素,根据技术指标,考虑到本设计的实际情况,选择西门子S7-200系列CPU226 AC/ DC/ 继电器型PLC。
I/O地址的分配:通过对输入输出设备的分析分类和整理,进行相应的I/O地址分配,应尽量将相同类型的信号,相同电压等级的信号地址安排在一起,以便施工和布线。
控制程序设计:按照控制系统的要求进行PLC程序设计,是工程项目的设计核心。本应用主要是采用计算机,利用安装S7-200专用编程软件STEP7-Micro/ WIN32,采用梯形图来进行程序的编制(程序省略)。
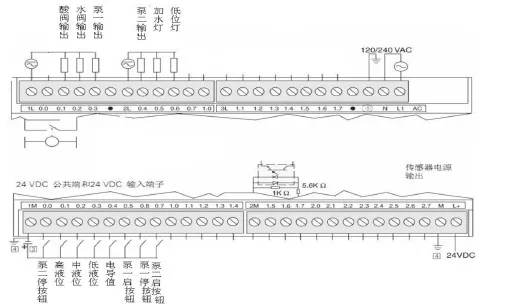
图2
硬件安装与连接及现场调试
硬件安装。配电盘柜内安装PLC导轨机架,并装好CPU;同时布置好空气开关、接触器、直流电源、继电器、接线端子、按钮、指示灯等硬件并安装到位。仪器仪表部分,按照控制位置,安装到位。
接线。主回路,按照一般电气控制原理图接线,PLC的I/O接线图,如图2。
现场调试。主回路与控制回路以及PLC线路连接完成后,认真检查,确认无误后,送电,先进行控制回路的调试,完成后,再主回路送电进行系统调试;经过现场调试,对相关参数进行修正后,经过一段时间的运行,系统稳定性良好,酸的浓度达到了精确控制,完全满足了工艺生产要求,达到了理想的效果,对版材砂目性能以及整个版材质量都有了很大的提高。
(作者单位:航天科技集团乐凯华光印刷科技有限公司)
