青稞酒糟饮料的稳定性研究
2017-08-01黄迪宇谢云飞郭亚辉姚卫蓉
黄迪宇,谢云飞,郭亚辉,姚卫蓉
(江南大学食品学院,江苏 无锡 214122)
青稞酒糟饮料的稳定性研究
黄迪宇,谢云飞,郭亚辉,姚卫蓉
(江南大学食品学院,江苏 无锡 214122)
为解决以青稞酒糟为原料制成的蛋白饮料的稳定性问题及考察加工过程中一些理化指标的变化,首先以体系的离心沉淀率和黏度为指标,研究酸性体系中(pH3.4)增稠剂添加量对稳定性的影响,再通过正交试验复配增稠剂;以分层率和稳定系数为指标,通过改变复配乳化剂的添加量来解决稳定性;接着研究了固定温度下均质压力对产品悬浮稳定性和色泽稳定性的影响;最后研究了121℃下不同杀菌时间对产品黏度、色泽、平均粒径、pH值的影响。最终优化配方为耐酸型CMC 0.15%+大豆多糖0.30%+结冷胶0.04%,复配乳化剂(分子单甘酯∶蔗糖酯=1∶1)0.15%,均质压力60MPa,杀菌参数选择121℃,20 min,此时离心沉淀率为6.89%,黏度为17.63 mPa·s,具有较好的稳定性。
青稞酒糟饮料;增稠剂;乳化剂;均质;杀菌;稳定性
青稞酒糟是青稞白酒的副产物,主要成分来自酿酒原料青稞和酒曲,含有淀粉、蛋白质、氨基酸、还原糖及香味物质。湿酒糟产量大,营养物质丰富,酸度高,容易腐败变质,造成环境污染[1]。国内外对酒糟的综合利用主要有制作肥料或饲料、酿造食醋、培养食用菌、提取蛋白质或木糖等高附加值产品,以及发酵生产有机酸、木糖醇等[2-5]。但目前尚未有利用酒糟制备蛋白饮料的文献报道。以青稞酒糟为原料,经磨浆、过滤、调配、均质、杀菌等工艺过程,制成一种植物蛋白饮料,充分利用青稞酒糟的剩余价值,有一定的经济效益。所制成的青稞酒糟蛋白饮料属于植物蛋白饮料,是以水为分散介质,碳水化合物、蛋白质为主要分散相的宏观分散体系,具有热力学不稳定性,长时间放置后易出现分层、析水、沉淀等问题。
针对植物蛋白饮料或谷物类饮料中存在的不稳定问题,已有不少研究见诸报道。林小琴等从均质温度、均质压力和均质次数三方面考察了均质条件对复合谷物蛋白饮料口感和稳定性的影响,发现50℃、35 MPa 、二次均质效果最好[6]。也有人将单硬脂酸甘油酯、瓜尔豆胶、黄原胶、微晶纤维素以5∶2∶2∶1复配添加至燕麦谷物饮料中,使之在较长货架期内保持较好的稳定性[7]。另有试验表明,在液态谷物浓浆饮料中加入乳化剂、亲水胶体、糖类、磷酸盐,均可缓解淀粉老化,从而提高了其稳定性[8]。还有人研究添加了大豆分离蛋白的乳制品的稳定性的影响因素,发现杀菌工艺是主要影响因素之一[9]。此外,有研究综合考虑杀菌方式对体系色泽、粒径、黏度、pH值及流变学稳定性的影响,发现中性大麦乳状饮料能耐受的杀菌条件为121℃,20 min[10]。
本试验期望综合上述研究,通过添加增稠剂、抗老化剂和均质来解决体系中淀粉老化沉淀和蛋白变性絮凝的问题,以提高饮料的稳定性,同时考察了杀菌方式对产品一些理化指标(pH值、色泽、平均粒径、黏度)稳定性的影响。
1 材料与方法
1.1 材料与试剂
青稞酒糟原浆是由西藏藏缘青稞酒业有限公司提供的青稞酒糟经热烫灭菌、加水混合后浆渣分离、胶磨、200目过滤除渣等工序后制取。
CMC(FM9),结冷胶,大豆多糖-S-CA100,分子蒸馏单硬脂酸甘油酯,SE-11蔗糖脂肪酸酯,柠檬酸,平板计数琼脂和孟加拉红培养基。
1.2 仪器与设备
SZC-101自动脂肪测定仪,SH220N石墨消解仪、K9840自动凯氏定氮仪,YXQ-LS-18SI立式压力蒸汽杀菌锅,CR-400色差计,S3500激光粒度分析仪,UVmini-1240 紫外分光光度计,NDJ-8S数字旋转黏度计,电子天平、Five Easy 实验室pH计,飞鸽离心机,RH-60-70均质机。
1.3 试验条件
1.3.1 青稞酒糟原浆基本成分的测定
水分的测定:GB 50093—2010,直接干燥法。
粗蛋白质的测定:GB 50095—2010,凯氏定氮法(氮换算系数为5.83)。
粗淀粉的测定:GB/T 5009.9—2008,酸水解法。
粗脂肪的测定:GB/T 14772—2008。
灰分的测定:GB 50094—2010。
1.3.2 青稞酒糟饮料的制备
青稞酒糟原浆→调配→预煮→均质→灌装→杀菌→冷却摇匀→成品。
(1)辅料的处理:将不同种类的增稠剂、乳化剂分别用60℃的去离子水初步溶解(可用高速剪切仪辅助溶解),于70~75℃水浴中保温24 h,使其充分溶解。蔗糖和酸味剂在70~75℃下一起充分溶解。溶解后的各种辅料过200目滤网备用。
(2)调配:将青稞酒糟原浆预热到75℃左右,在搅拌状态下先后将蔗糖、增稠剂、乳化剂和酸味剂按计算好的用量缓慢加入,剩余的部分用75℃去离子水补足。
(3)预煮:调配好的半成品密封好后置于80℃水浴,中心温度达到80℃后保持10 min。
(4)均质:均质压力60 MPa,二次均质。
(5)灌装杀菌:均质后的青稞酒糟蛋白饮料趁热装入250 ml预先清洗干净并灭菌烘干的玻璃瓶,超声脱气5 min后,轻轻拧上瓶盖,放入高压灭菌锅,121℃杀菌20 min。
(6)冷却摇匀:灭菌锅温度降至42℃左右时,迅速取出产品,拧紧瓶盖,用流动水冷却并使劲摇匀,在饮料体系中的淀粉老化前尽量使体系恢复均一稳定。
1.3.3 增稠剂对青稞酒糟饮料稳定性的影响
选用耐酸型CMC、结冷胶、大豆多糖在酸性体系(pH3.4)中进行单一稳定剂的筛选后,再进行复配增稠剂实验。考察不同种类和添加量的增稠剂对产品离心沉淀率及黏度的影响。先考察单因素试验,随后考察正交试验,见表1。

表1 正交试验设计表
1.3.4 复配乳化剂对青稞酒糟饮料稳定性的影响
选用HLB值分别为6、11的单甘酯、蔗糖酯,按1∶1组成复配乳化剂,考察不同添加量的复配乳化剂对酸性体系产品的抗老化及乳化效果。
1.3.5 均质压力对青稞酒糟饮料稳定性的影响
均质温度固定为40℃,均质压力分别为0、20、40、60、80 MPa,考察均质压力对酸性体系产品平均粒径、离心沉淀率、色泽的影响。
1.3.6 杀菌时间对青稞酒糟饮料稳定性的影响
杀菌温度固定为121℃,杀菌时间分别为0、10、15、20 min,考察杀菌时间对酸性体系产品黏度、色泽、平均粒径、pH的影响。
1.3.7 各指标测定方法
1.3.7.1 粒径的测定
使用S3500激光粒度分析仪测定。将青稞酒糟原浆加入到以水为介质的准备池中,稀释后样品被泵入测定室中。激光源波长为780 nm,检测限为:0.01~2 000 μm。测定数据用Microtrac FLEX软件进行分析。
1.3.7.2 稳定系数的测定
将不同乳化剂配制好的青稞酒糟蛋白饮料用0.1%的SDS溶液稀释100倍,660 nm处测定其吸光度A1。4 000 r/min离心10 min,取上清液,稀释相同倍数后在相同波长处测定吸光度A2。按下式计算稳定系数R:
R=A2/A1。
R越大,表示稳定性越高。
1.3.7.3 离心沉淀率的测定
称量5 ml离心管的质量m0,加入3.5 ml青稞酒糟蛋白饮料,称量离心管和饮料的质量m1,4 000 r/min离心10 min,弃去上清液,擦去管壁口附着液体后精确称量离心管和沉淀的质量m2。按下式计算离心沉淀率:
离心沉淀率=(m2-m0)/(m1-m0)×100%。
离心沉淀率越大,说明饮料的稳定性越差。
1.3.7.4 黏度的测定
采用NDJ-8S旋转黏度计测定,选用1号转子,测量温度为25℃,转速为60 r/min,停留时间60 s。
1.3.7.5 分层率的测定
用移液器量取30 ml样品置于50 ml平底塑料离心管中,液面稳定后测量此时液面高度A1,然后将样品置于4℃冰箱,静置12 h后测量此时上部水油层的高度A2。按下式计算分层率:
分层率=A2/A1×100%,
分层率越大,说明饮料的稳定性越差。
1.3.7.6 色泽的测定
采用手持式色彩色差仪进行测定,用标准白板进行校正。L*值表示亮度,数值越大样品越白;a*值表示红-绿,+a*表示红色,-a*表示绿色;b*值表示黄-蓝,数值越大则样品越黄。按下式计算色差ΔE*:
ΔE*=[(ΔL*)2+(Δa*)2+(Δb*)2]1/2。
ΔE*的具体差异范围标准如表2中所示[11-12]。
表2 ΔE*数据范围所表示的差异程度
1.3.7.7 微生物检测
根据《GB 4789.2—2010 食品微生物学检验菌落总数测定》检测细菌总数。
根据《GB 4789.3-2010 食品安全国家标准 食品微生物学检验 大肠菌群计数》中的MPN 计数法进行大肠菌群计数。
根据《GB 4789.15—2010食品微生物学检验霉菌和酵母计数》进行霉菌和酵母菌计数。
根据《GB 4789.4—2010 食品安全国家标准 食品微生物学检验 沙门氏菌检验》检测沙门氏菌。
根据《GB 4789.10—2010 食品安全国家标准 食品微生物学检验 金黄色葡萄球菌检验》进行金葡菌检测。
1.3.8 数据处理
所有试验均重复3次,采用SPSS 22.0软件对所得数据进行单因素方差分析和Duncan分析,显著水平为0.05,结果以3次重复实验所得数据的平均值±标准偏差表示。使用Origin Pro 9.1软件作图。
2 结果与分析
2.1 青稞酒糟原浆的基本组成
由表3可知,鲜青稞酒糟经处理后制得的青稞酒糟原浆主要由水、淀粉、蛋白质和极少量油脂组成。《GB/T 10789—2015饮料通则》规定此类蛋白饮料的蛋白质质量分数≥0.5%,通过预实验确定最终产品中蛋白质质量分数为0.6%,粗淀粉质量分数为1.0%,白砂糖添加量为5.5%,因此,所制备的青稞酒糟蛋白饮料体系中有蛋白质形成的胶体溶液,有不溶性淀粉形成的混浊液,有糖、无机盐等形成的真溶液。在后续加工中要考虑到淀粉老化以及蛋白质变性絮凝对产品稳定性的影响。

表3 青稞酒糟原浆的基本组成
2.2 增稠剂对产品稳定性的影响
目前市面上的植物蛋白饮料多为中性,酸性产品较少,为拓宽产品种类,结合预实验结果,本试验选取酸稳性、口感、溶解性等较好的耐酸型CMC、结冷胶、大豆多糖在酸性体系(pH3.4)中进行单因素及正交试验。经过调配、预煮、均质后分别测定其离心沉淀率及黏度。
由图1可知,随着耐酸型CMC添加量的增多,体系的离心沉淀率也随之下降,黏度则一直增加。CMC添加量为0.20%时,离心沉淀率最低。感官评定发现,当CMC添加量为0.25%时,会有较明显的糊口感并且风味不是很好,故耐酸型CMC添加量的适宜范围为0.10%~0.20%。大豆多糖分散性好,口感顺滑,添加到0.4%时也没有明显的糊口感;由于大豆多糖价格比较昂贵,考虑到经济成本,大豆多糖的适宜添加量为0.2%~0.4%。随着结冷胶添加量的增加,体系的离心沉淀率先减小后增大,体系的离心沉淀率在结冷胶添加量为0.04%时达到最低;当结冷胶添加量大于0.04% 时,离心沉淀率开始增加,结冷胶添加量过大反而不利于体系稳定。这可能是因为此时黏度过大,浆液粘在管壁造成测量误差,从而离心沉淀率变大。体系的黏度随结冷胶添加量的增加而增加,说明结冷胶对体系增稠效果显著。结合图1可知,结冷胶的适宜添加量为0.02%~0.04%。
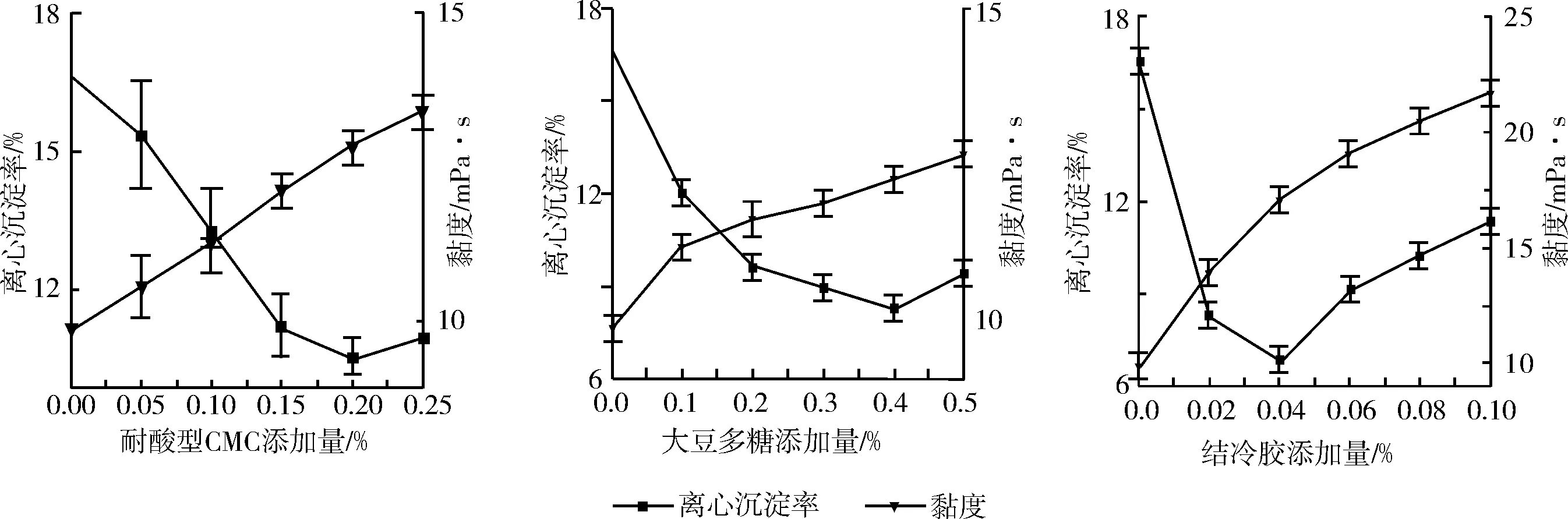
图1 增稠剂对离心沉淀率和黏度的影响(体系pH3.4)
根据单因素试验结果,以耐酸型CMC、大豆多糖、结冷胶添加量为三个因素,设计L9(34)正交试验,以产品的离心沉淀率和黏度为指标,综合考察增稠剂对酸性产品(pH3.4)稳定性的影响,结果见表4。

表4 正交试验结果分析表
由表4可知,以离心沉淀率为指标,当离心沉淀率越低,则稳定性越好,结冷胶贡献最大,其次大豆多糖,再次是耐酸型CMC,优化配方为A2B2C3,即耐酸型CMC添加量为0.15%,大豆多糖添加量为0.30%,结冷胶添加量为0.04%,离心沉淀率为4.58%。以黏度为指标,耐酸型CMC贡献最大,其次是结冷胶,再次是大豆多糖,优化配方为A3B1C3,即耐酸型CMC添加量为0.20%,大豆多糖添加量为0.20%,结冷胶添加量为0.04%,黏度为37.85 mPa·s。在本试验中,离心沉淀率为主要考虑因素,黏度更多地表现在对口感的影响,由感官评定试验得出,黏度为40 mPa·s时饮料流动性不佳。因此,最终优化配方为:耐酸型CMC添加量为0.15%,大豆多糖添加量为0.30%,结冷胶添加量为0.04%,此时离心沉淀率为4.58%,黏度为32.75 mPa·s。
2.3 复配乳化剂对产品稳定性的影响
由图2可知,随着复配乳化剂(分子单甘酯∶蔗糖酯=1∶1)的添加量增加,产品的稳定性呈现出先增大后减小的特点。这可能是因为在一定范围内复配乳化剂与淀粉结合逐步加强,从而延缓淀粉老化的效果也逐渐明显。当添加量超过0.15%,产品的稳定性开始变差,这可能由于体系中的淀粉已与乳化剂充分结合,其余的乳化剂会游离上浮,成为影响体系分层的另一个因素。

图2 复配乳化剂添加量对分层率和稳定系数的影响(pH3.4)
2.4 均质压力对产品稳定性的影响
由图3可以看出,随着均质压力的增加,产品的平均粒径和离心沉淀率均逐渐减少。这与文献报道一致[13]。由于考虑到工厂生产的成本和能耗,均质压力不宜采取过高,因此,均质压力选取60 MPa。均质压力对产品色泽的影响见表5。

图3 不同均质压力对产品平均粒径和离心沉淀率的影响

表5 不同均质压力对产品色泽的影响
注:不同上标字母表示各列平均值在P<0.05水平具有显著性差异。
由表5可知,均质后各试验组L*值均有所增加,即均质令产品变亮变白,但是不明显。这可能是因为均质使得淀粉颗粒破碎,从而引起颜色上的改变。a*、b*数值的变化同样不大。但随着均质压力的增大,色差ΔE*从0.66逐渐增大至2.10,逐渐可被肉眼轻微识别或可察觉,但均在感官可接受范围内。
2.5 杀菌条件对产品稳定性的影响
将按照上述优化流程所制备的产品杀菌后,静置至室温,测定各项指标。由图4可知,杀菌后产品pH值稍有上升,这可能是因为高温处理后部分蛋白质变性,从而导致碱性氨基酸裸露造成的。体系的黏度杀菌后明显降低,经过高温处理,一方面改变了亲水胶体的构象和缔合情况,亲水胶体的网格结构可能被破坏,因而影响了它的功能作用[9];一方面淀粉也发生了酸水解。高温杀菌后样品的平均粒径增大,这是因为高温处理使蛋白质变性,粒子之间的运动加快,粒子碰撞的几率增加,发生了聚集造成的。这和文献报道一致[10]。
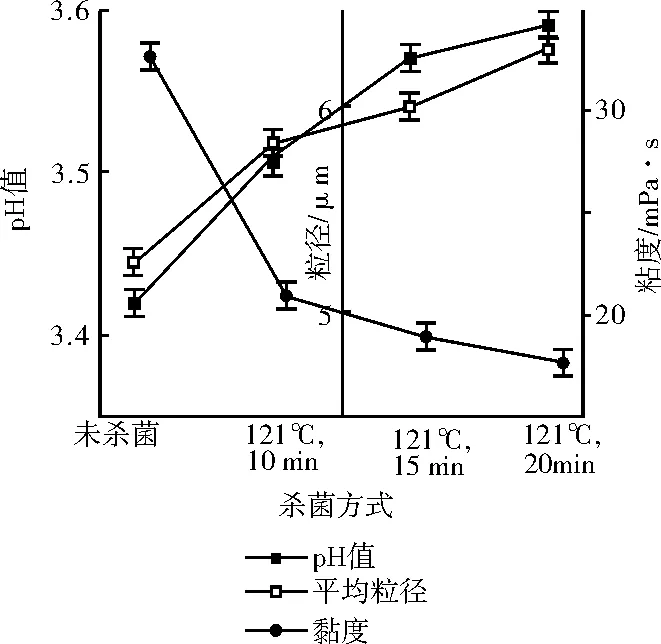
图4 不同杀菌方式对酸性体系产品pH、平均粒径和黏度的影响
由表6可以看出,不同的杀菌方式与未杀菌的样品相比,L*值均明显降低,说明经过杀菌后色泽变暗;且杀菌后的产品的b*值增加,说明这可能是因为高温导致蛋白质变性,同时蛋白质与还原糖发生美拉德反应从而引起褐变。杀菌后试验组与对照组的色差ΔE*明显,肉眼可识别,说明高温高压杀菌的确会引起色泽的变化,但经感官评定试验,杀菌后产品的色泽仍属于感官可接受范围。结合感官评定结果和微生物相关指标(见表7),杀菌方式选择121℃,20 min。

表6 不同杀菌条件对酸性体系产品色泽的影响
注:不同上标字母表示各列平均值在P<0.05水平具有显著性差异。

表7 不同杀菌条件的杀菌效果 lg CFU/ml
注:上标字母a表示各列平均值在P<0.05 水平具有显著性差异;“—”代表未检出。
3 结论
本研究给出了以青稞酒糟为原料制成的酸性蛋白饮料稳定性问题的解决方案,发现耐酸型CMC、大豆多糖、结冷胶和复配乳化剂能提高产品的稳定性;均质压力为60 MPa效果最好;添加耐酸型CMC 0.15%+大豆多糖0.30%+结冷胶0.04%,复配乳化剂(分子单甘酯∶蔗糖酯=1∶1)0.15%, 60 MPa均质后,经121℃,20 min杀菌,离心沉淀率为6.89%,黏度为17.63 mPa·s,产品具有较好的稳定性。
青稞酒糟饮料是一种新型的粗粮谷物饮料,目前市场还是空白,关于青稞酒糟中淀粉、蛋白质的特性还需做进一步研究;青稞酒糟饮料中各组分包括淀粉、蛋白质以及其他发酵产物等对产品的稳定性影响还需做进一步的研究实验。
[1] 余乾伟.传统白酒酿造技术[M] .北京:中国轻工业出版社,2010:290-291.
[2] YANG S D,LIU J X,WU J,et al.Effects of vinasse and press mud application on the biological properties of soils and productivity of sugarcane[J].Sugar Tech,2013,15(2):152-158.
[3] 李 虓. 白酒酒糟制备多酶饲料技术的研究[D].济南:齐鲁工业大学,2015.
[4] 魏善元,杜慕云,李 剑,等. 酱香白酒糟栽培食用菌的关键技术及其研发方向[J]. 现代化农业,2015(11):31-32.
[5] 周小兵,郑 璞. 以白酒酒糟为原料发酵产丁二酸[J]. 食品与发酵工业,2013(2):7-10.
[6] 林小琴,杨帆仔,钟彬林,等. 复合谷物蛋白饮料配方工艺的研究[J]. 食品研究与开发,2015,22:81-85.
[7] 李建磊,陆 淳,王东泽,等. 燕麦谷物饮料的研制[J]. 食品科技,2012(3):178-181.
[8] 鲁 卉,姚 远,高景阳. 液态谷物饮料原淀粉抗老化问题探讨[J]. 饮料工业,2010(6):26-29.
[9] 贾可华. 大麦乳状饮料的开发及稳定性研究[D].无锡:江南大学,2014.
[10] 柴明艳. 大豆牛奶双蛋白乳制品及含乳饮料的稳定性研究[D].青岛:中国海洋大学,2012.
[11] LIMBO S, PIERGIOVANNI L. Shelf life of minimally processed potatoes : Part 1. Effects of high oxygen partial pressures in combination with ascorbic and citric acids on enzymatic browning[J]. Postharvest Biology & Technology, 2006, 39(3):254-264.
[12] VEGA-GALVEZ A, GIOVAGNOLI C, PEREZ-WON M, et al. Application of high hydrostatic pressure to aloe vera ( Aloe barbadensis, Miller) gel: Microbial inactivation and evaluation of quality parameters[J]. Innovative Food Science & Emerging Technologies, 2012, 13(1):57-63.
[13] 汪丽萍,朱亚婧,冯叙桥,等. 均质工艺对燕麦浆稳定性影响的研究[J]. 食品工业科技, 2014, 35(18):324-327.
(责任编辑:赵琳琳)
Stability of highland barley vinasse beverage
HUANG Di-yu, XIE YUN-fei,GUO YA-hui,YAO WEI-rong
(School of Food Science and Technology, Jiangnan University, Wuxi 214122,China)
The experiment was conducted to solve the problem of the stability of protein beverage made of highland barley vinasse and examine some changes in physical and chemical indexes during processing.The centrifugal precipitation rate and viscosity were used to evaluate the effects of the addition thickeners on the stability of the acid system (pH3.4) . The ratio of acidproof CMC, SSPS and gellan gum were obtained by the orthogonal experiment. The addition of compound emulsifier was changed to solve the stability of the product with the stratification rate and the stability coefficient as the index. Then the effect of homogenization pressure on the suspension stability and color stability of the product under fixed temperature were studied. Finally, the effect of different sterilization time on the viscosity, color, average particle size and pH of the product under 121℃ were studied.The final optimized formula was acidproof CMC 0.15% + soybean polysaccharide 0.30% + 0.15% gelatin, compound emulsifier (molecular monoglyceride∶sucrose ester = 1∶1) 0.15%, homogenization pressure 60 MPa. The sterilization parameter was 121℃, 20 min.Under this conditions, the centrifugation rate was 6.89% , the viscosity was 17.63 mPa·s and it showed good stability.
highland barley vinasse beverage; thickening agent; emulsifier; homogenization; sterilization; stability
2017-04-07;
2017-06-08
黄迪宇(1991- ),男,硕士,研究方向为食品质量与安全。
10.7633/j.issn.1003-6202.2017.07.007
TS275.4
A
1003-6202(2017)07-0024-06
