闸阀闸板精磨夹具的改进
2017-08-01靳卫华谢鸿玺冯玉林李妍张建斌
靳卫华,谢鸿玺,冯玉林,李妍,张建斌
(合肥通用机械研究院,安徽 合肥 230031)
闸阀闸板精磨夹具的改进
靳卫华,谢鸿玺,冯玉林,李妍,张建斌
(合肥通用机械研究院,安徽 合肥 230031)
楔式闸阀闸板密封面的精磨配对加工是工艺上的一个难点。本文阐述了楔式闸阀闸板精磨夹具的改进,精度、可调性的设计特点。
闸阀闸板;精度;斜度可调;通用性
1 概述
闸阀是一种量大面广的阀门产品,为了确保闸阀的可靠密封,通常将闸板与阀座密封面设计成上宽下窄的楔形结构,阀门关闭时通过闸板与阀座密封面的逐渐楔紧来保证密封,因此,楔式闸阀闸板的两个密封面不是相互平行的,密封面的加工需要采用专用的工装夹具。
本文介绍一种新型的加工闸阀闸板精磨的专用工装夹具。
2 闸阀闸板夹具结构特点
楔式闸阀闸板密封面的精磨配对加工是工艺上的一个难点。由于受到阀体加工尺寸、形位公差的累计误差原因,在一批阀体加工过程中不可能把每一个阀体楔角 10°加工误差控制的都是一样的,这就要靠精磨闸板时把闸板密封面的 10°楔角调整到和阀体的 10°楔角一样,使他们密封面的吻合度达到一致,这样装配起来才能保证产品的密封性能。对于检测和调整 10°楔角时,一般都是使用不同厚度的标准垫片塞尺进行调整,工件切换时如果垫片位置偏离都会影响下一个闸板10°楔角的精度。这都需要有一定技术与经验的操作者来执行。
由于楔式闸阀的规格多、种类杂,必须要有专用的工装来保证加工。随着阀门品种的增加,工装也随之增加。对于阀体、闸板密封面精磨配对最后这一道工序,每一种规格都需要相应规格的工装。所以在生产过程中,产品规格的切换随之工装就要切换,特别是在生产过程中遇到小批量、规格多、交货期紧的,在生产上很不方便管理,加大了成本,甚至延迟交货期。针对这种情况,我们革新制造了一种通用可调 10°工装,阀体与闸板楔角 10°的吻合度根据阀体来检测调整,只要通过调整螺栓来实现,然后再通过一只锁紧螺栓来固定调整好的斜板,不需要像以前的那种工装靠不同厚度的塞尺来调整楔角。在整个斜板上面加工成T型槽,使挡板位置、压板位置尺寸移动,实现不同规格的闸板安装和磨削加工。
这种磨床通用夹具,结构简单,制作容易、斜度准确,对楔角误差调整方便。从工装设计的序列化和通用化及工装管理而言都优于以前的单一专用工装,在生产中产品切换,工装不需要切换,省去了大量的辅助时间,降低了产品成本,提高了劳动生产率。
3 设计说明
3.1 传统闸阀闸板夹具的分析
闸板精磨时,需要根据阀体楔角的检测结果,相应调整闸板定位时的倾角。传统的精磨夹具如图1所示,在楔角斜模板 1上的一端固定挡板 4,另两侧装有可以压持压板 3的压紧螺栓 5,闸板 2定位后,一般都需要使用不同厚度的垫片塞尺进行调整,再压紧。下一工件切换时,得重新调整,十分繁琐,并需要有一定的技术与经验。
采用常规的方法加工闸板密封面,首先是以一个堆焊了耐磨材料但尚未加工的粗糙面作为定位基准加工闸板的另一个密封面,因此,加工的定位基准面非常不准确,无法确保闸板第一个密封面加工的准确性。然后重新装夹闸板,以加工好的密封面为基准加工另一个密封面,闸板的厚度也是以第一个密封面为基准进行控制。采用常规的加工方法可以控制闸板的厚度尺寸,但是,该加工方法很难确保两个密封面与闸板两侧导向槽的对中分布。
此外,由于楔式闸阀的规格多、种类杂,上述传统精磨夹具不具有通用性,因此随着阀门品种的增加,工装夹具也随之增加。生产管理很不方便,加大了成本,容易导致延迟交货期。
3.2 新型闸阀闸板夹具的设计分析
基于上述原因,提出一种可以适应多种规格的闸阀闸板可调通用精磨夹具。为了达到以上首要目的,本实用新型的闸阀闸板可调通用精磨夹具包括上表面安置工件的楔角斜模板,所述楔角斜模板的一端固定挡板,且另两侧装有压持压板的压紧紧固件,其改进之处在于:所述楔角斜模板固定挡板的一端铰支在底板上,且远离挡板的一端垫在具有预定斜度的调整模板上,旋拧在所述调整模板上的调整螺栓和锁紧螺栓下端分别顶撑和旋拧在底板上。
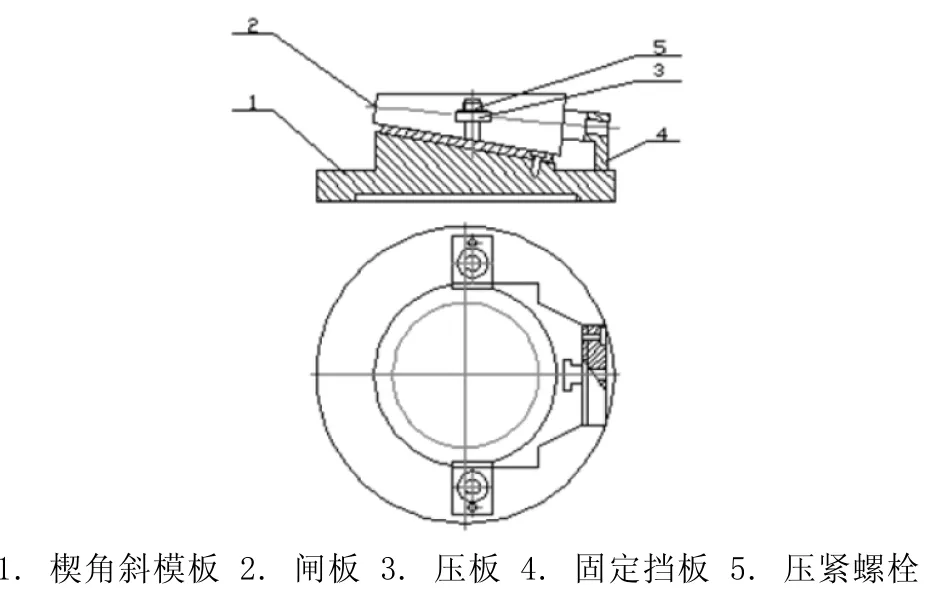
图1 传统闸阀闸板夹具
当将待加工闸板安置在楔角斜模板之后,不仅可以借助挡板定位、压板压持固定,而且当需要微调倾斜角度时,只要旋拧调整螺栓,改变楔角斜模板的铰支倾斜度即可,调好之后,借助锁紧螺栓锁定,十分方便。
为了达到进一步的目的,闸阀闸板可调通用精磨夹具的楔角斜模板上表面开有下大上小的滑移槽,压紧紧固件中的倒置压紧螺栓下端头与滑移槽构成移动副,上端旋拧压持压板的螺母。这样可以根据闸板尺寸,调节两侧压紧紧固件的间距,从而适用于作为不同规格的闸板精磨夹具。
闸阀闸板可调通用精磨夹具基本结构如图2 所示,包括上表面安置工件 2的盘状楔角斜模板 1,该楔角斜模板的一端上表面固定工件限位用的挡板4,另两侧的上表面开有径向延伸的下大上小的T形滑移槽,其中装有倒置的压紧螺栓5下端头,两者与滑移槽构成移动副,其上端旋拧压持压板3的螺母,因此可以根据工件尺寸,调节压紧螺栓在T形滑移槽中的位置,从而适应不同规格闸板的夹持需要。此外,楔角斜模板1固定挡板4的一端下表面通过铰销铰支在底板上,而远离挡板4的一端垫在具有预定斜度的调整模板8上,旋拧在调整模板8上的调整螺栓7和锁紧螺栓6下端分别顶撑和在底板上,并且锁紧螺栓6位于调整螺栓7外侧。当将待加工闸板安置在楔角斜模板之后,可以旋拧调整螺栓,改变楔角斜模板的铰支倾斜度,之后借助锁紧螺栓锁定角度,达到精确微调倾斜角度的目的。与以前靠不同厚度塞尺调整楔角相比,非常方便。

图2 新型闸阀闸板夹具
4 结语
本设计结构经过多家工厂的使用,结构简单、制作容易、斜度准确,既使楔角误差调整方便,又具有通用性,无需频繁切换,省去了大量的辅助时间,降低了产品成本,提高了劳动生产率。
[1]邱晓来 ,潘洪平 ,徐绍元等 .一种用于加工闸阀闸板密封面的工装夹具 [P].
[2]陆培文,孙晓霞,杨炯良 . 阀门选用手册 [M]. 北京:机械工业出版社,2001.
[3]杨源泉 .阀门设计手册 [M].北京:机械工业出版社,1992.

TH134
A
1671-0711(2017)07(下)-0131-02
