劈刀安装对换能系统性能的影响
2017-07-31崔海龙任思岩张永聪马生生赵喜清郝艳鹏
崔海龙,任思岩,张永聪,马生生,赵喜清,郝艳鹏
(中国电子科技集团公司第二研究所,山西 太原 030024)
劈刀安装对换能系统性能的影响
崔海龙,任思岩,张永聪,马生生,赵喜清,郝艳鹏
(中国电子科技集团公司第二研究所,山西 太原 030024)
通过采用F&K超声检测系统检测劈刀的安装方式对超声换能系统的性能影响,从最基本的实验数据(谐振频率,相位及阻抗)出发,分析劈刀引起换能系统的非线性特性,为设备工艺窗口参数调节提供理论基础。
引线键合;高频换能器;工艺窗口;劈刀
引线键合是一种利用热、压力、超声波能量将半导体芯片引脚与电子封装外壳的I/O引线或基板上的技术布线用金属细丝连接起来的工艺技术[1]。超声波换能系统则是引线键合楔焊设备的核心部件,键合工具(劈刀)是直接作用于键合界面的子系统,键合工具的安装方式是换能系统最主要的动力学非线性的来源[2],引线键合过程中,键合的强度和质量会受到换能系统性能的影响,劈刀安装高度和方法与换能系统良好的匹配是引线键合楔焊设备能够有效稳定工作的基础。
长时间以来,引线键合领域通过大量重复性的实验获得的数据来做为设备工艺参数范围的指导,除了采用调整超声压力、超声时间以及键合压力等常用方法,还会通过适当调节劈刀高度和螺钉的松紧度来取得最佳的换能系统匹配。这种凭经验的匹配方法由于缺乏理论基础,无法将键合效果与设备换能系统的性能一一对应,难以实现设备和工艺的优化[3]。目前,在全自动引线键合楔焊机中换能系统选择谐振频率为100 kHz高频换能器,引线键合工具材料采用钨钢和陶瓷材料构成。劈刀虽然质量轻但是刚度强硬度大,在引线键合研究中不能忽视劈刀对于换能系统非线性的影响。本文将从实验出发,通过F&K超声检测系统,研究不同安装高度的劈刀对超声换能系统的影响,为自动设备键合可靠性、稳定性的提升提供理论基础。
1 超声波换能系统
引线键合超声换能系统包括三个主要部分:超声波发生器、超声波换能器以及键合工具。其工作原理:超声波发生器为换能器提供能量转换的电能,超声波换能器负责将超声波发生器发送的电信号转换为机械振动并将动能传递到变幅杆;振动经过变幅杆传递到劈刀,垂直安装的劈刀在水平方向产生横向机械振动,同时在压力作用下将穿过劈刀中心的金丝分别焊在芯片和基板的引脚上,从而实现芯片之间的互联[4]。
进行劈刀安装方式对超声波换能器性能影响研究的目的是:通过测试超声波换能器振动系统的性能,判断该换能系统特性和行为的稳定性和高速可靠性,进而分析楔焊键合机键合动力学过程和超声振动换能系统之间的联系。
由分析可以知道,换能器的设计长度为半波的整数倍,这样提高了超声波的传输效率。在引线键合过程中要利用换能器轴向振动,因此在设计换能器时要尽可能避开其他方向的振动,避免不同模态之间的相互耦合。如图1所示,为了使得换能器处于最大的振幅共振状态,换能器的夹持器(即夹持点)应选在振动传递的波节点上(即振幅最小的不动点),而换能系统的工作端点(即劈刀位置)应该位于波腹点处(即振幅最大点),从而获得最大的振动传递能量。
2 实验与结果
研究键合工具安装高度对换能系统特性的影响,主要通过实验比较。实验采用F&K超声检测系统,该系统包括换能器测试系统TTS-030及光学位移测试系统ODS-20,如图2所示。

图1 Uthe100 Hz换能系统示意图
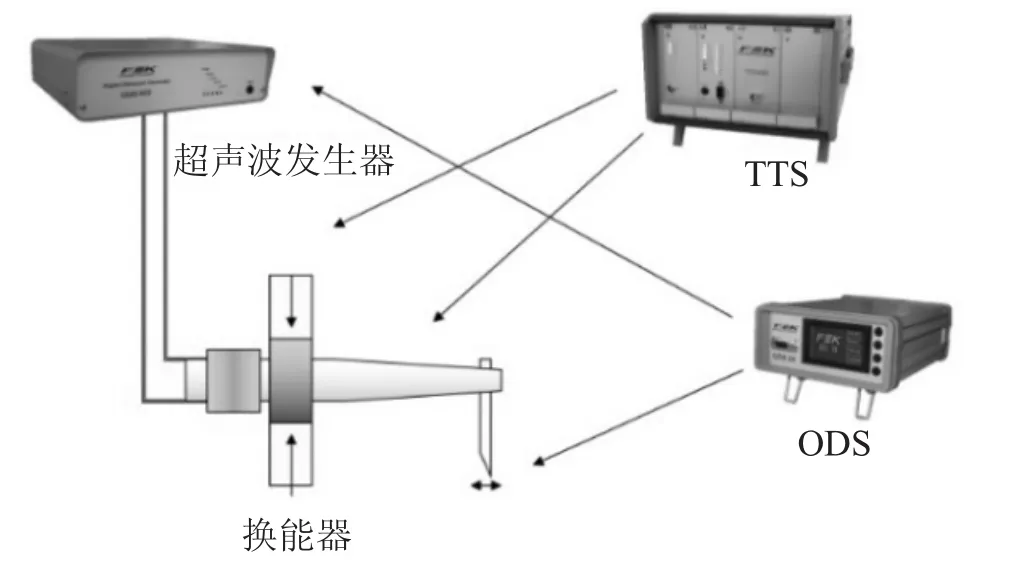
图2 F&K超声测试系统
研究表明,劈刀对于换能系统稳态电学性能的影响主要由3个方面引起:
(1)键合工具的种类不同;
(2)同一种键合工具的安装高度不同;
(3)同一种键合工具安装的紧固程度不同。
首先利用F&K换能器测试系统TTS-030,对键合机的超声换能系统在自由无劈刀状态下进行扫描,实测频率范围95~105 kHz,步距0.01 kHz,测得换能系统最大共振峰值位于103 kHz。
为避免其他两方面因素对研究结果的影响,本实验键合工具采用型号Deweyl-MKNLVD-1/ 16-1''-45-F-1520-M的劈刀,劈刀安装紧固程度为15 cN·m。
实验过程中采用紧定螺钉来改变劈刀相对于换能器变幅杆的高度,将劈刀高度分为0.3 mm<H<0.5 mm(取两组值),0 mm≤H≤0.3 mm(取三组值),-0.3 mm<H<0 mm(取两组值),安装方式如图3所示。

图3 不同安装高度的劈刀
在共振频率附近每隔0.01 kHz扫频,对换能器施加轴向电压U=2000 mV激励,分别得到UTHE100 kHz附近换能器在3种不同劈刀高度状态下的谐振频率、相位、电压及阻抗曲线图如图4所示。
由F&K超声测试系统得出的电学曲线统计整理不同劈刀安装高度下换能系统特性表如表1所示。
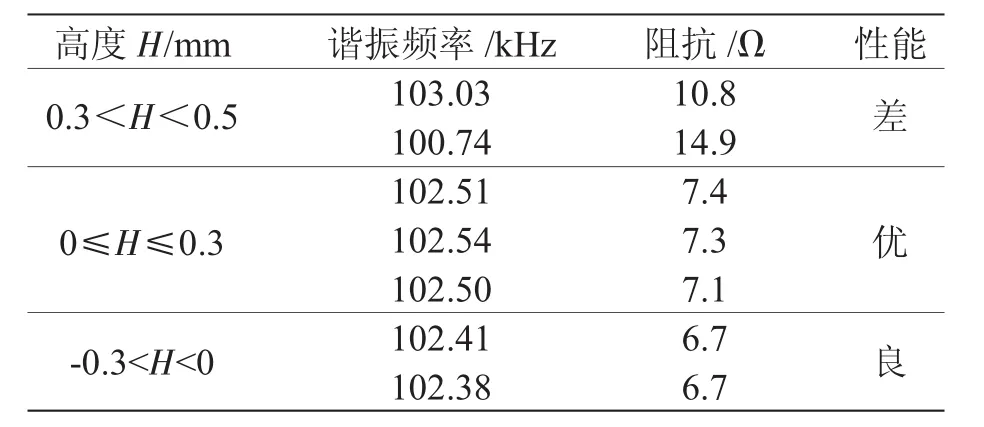
表1 不同劈刀安装高度下换能系统特性表
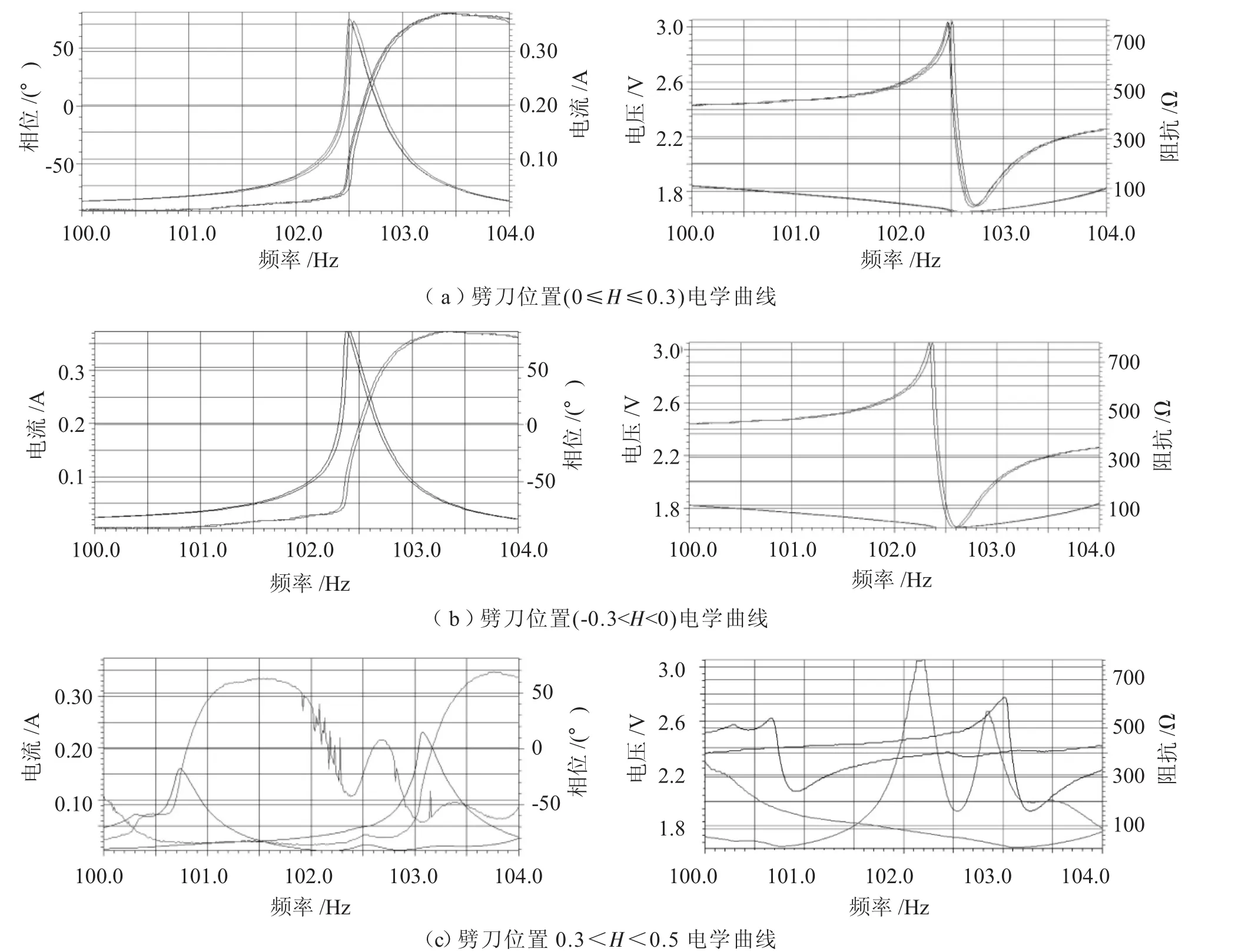
图4 不同高度下换能系统特性曲线
3 结 论
通过比较安装劈刀前后以及不同安装高度下换能系统的谐振频率、相位、电压以及阻抗电学曲线:
(1)金丝键合机换能系统劈刀安装以后,换能系统的谐振频率由103 kHz下降到102.50 kHz,下降了500 Hz。换能系统的阻抗增加,机械品质因数也相应减小。
(2)劈刀高度安装不合适,换能系统谐振频率附近极易产生“寄生”的小峰,劈刀与变幅杆之间存在一定的动力学耦合,随着劈刀安装高度的增大,主振频率附近的“寄生”峰增加,峰值减小,这说明换能系统那个初始响应包含多个频率分量,其中较高的频率分量是锁相驱动建立前的特征,由于各个频率分量间隔较小,难以判断哪个频率代表超声系统的固有频率,在±4 kHz范围内难以实现准确的锁相。
(3)当劈刀高度处于-0.3≤H≤0.3范围内微调时,换能系统机械共振频率和阻抗相对保持稳定,对换能系统的动力学特性和电学特性影响不大。
[1] 武一民.引线键合系统设计理论与关键技术[D].天津:天津大学,2008.
[2] 韩雷,王福亮,李军辉,隆志力.微电子封装超声键合机理与技术[M].北京:科学出版社,2014.
[3] 周铁英.超声键合换能器的研究-回顾与展望[J].声学技术,2006,25(3):258-261.
[4] 程宝,韩雷.超声键合装置中劈刀稳态振动的实验建模[J].焊接学报,2008,29(2):40-44.
Influence of Bonding Tool Setting Height on Ultrasonic System
CUI Hailong,REN Siyan,ZHANG Yongcong,MA Shengsheng,ZHAO Xiqing,HAO Yanpeng
(The 2ndResearch Institute of CETC,Taiyuan 030024,China)
Experimental results with F&K ultrasonic test system show the influence of bonding tool setting height on ultrasonic system.Experimental data such as resonant frequency,phase and impedance is helpful to nonlinear analysis of transducer system,and provide theoretical basis for process window adjustment of wire bonder.
wire bonding;Ultrasonic system;Process window;Bonding tool
TN605
A
1004-4507(2017)03-0019-04
2017-04-10
山西省国际科技合作计划项目(2015081023)
