金属注射成型技术及其在不锈钢零件成型中的应用
2017-07-31李亮尹东海邓礼兵
李亮,尹东海,邓礼兵
(1.常州博瑞电力自动化设备有限公司,江苏常州213025;2.南京南瑞继保电气有限公司,江苏南京211102)
金属注射成型技术及其在不锈钢零件成型中的应用
李亮1,尹东海2,邓礼兵1
(1.常州博瑞电力自动化设备有限公司,江苏常州213025;2.南京南瑞继保电气有限公司,江苏南京211102)
介绍了金属注射成型技术的工艺流程及其特点,对比传统加工制造方法,分析金属注射成型工艺的优势,并讲述其在不锈钢零件中的应用。
金属注射成型;不锈钢;粉末冶金;粘结剂
金属注射成型(简称MIM)是典型的学科跨界产物,其将两种完全不同的加工工艺(塑料注射成型和粉末冶金)融为一体。因此MIM工艺所制得的产品同时具有上述两种工艺的优点,不仅继承了传统粉末冶金少无切削、少无偏析、均匀结晶及节省材料等特点,而且可以成型形状复杂、精度高的产品,与塑料注射成型相媲美,其机械、物理和化学性能也与锻件相接近。MIM工艺非常适合生产大批量、形状复杂、小型的高密度金属或金属化合物的制品。
自20世纪70年代MIM技术问世以来,许多国家都投入极大精力开始研究该技术,并得到迅速推广,相关研究单位和制造企业如雨后春笋般出现在世界各地。目前已经广泛应用于汽车、电子产品、医疗器械、消费品等诸多领域。有很多人认为,MIM技术的发展将给零件加工和产品成型带来一场革命,也引领着粉末冶金技术的发展。而不锈钢粉末具有良好的耐腐蚀性,优越的成型性及良好的流动性,已成为注射成型、粉末冶金和涂料生产等行业中的重要原材料,目前已经被广泛地应用于粉末冶金领域,其中在MIM零件中占50%以上。众所周知,不锈钢材质较硬,机加工较困难,成本较高,而传统的成型工艺也只能加工结构较简单的零件。MIM技术解决了不锈钢加工难题,可成型小型复杂零件,并降低了生产成本[1-3]。
1 MIM工艺及其特点
1.1 MIM工艺流程
MIM的最终目的是制取设计所需形状、颗粒均匀、内外无缺陷的成型坯。它的一般工艺步骤是:
第一步选取符合MIM工艺要求的金属粉末原料和对应的粘结剂;
第二步利用混料机将所选粉末和粘结剂在设定温度下进行充分混合,并在制粒机里将混合好的原料制成颗粒状注射料;
第三步即注射成型,首先选用合适的脱脂方法对成型坯进行脱脂处理,其次通过气氛炉或者真空炉进行烧结使坯料致密,获得设计所需性能和形状的产品。图1为金属注射成型的工艺流程图。

图1 MIM工艺流程
(1)原料制备。MIM零件由粉末组成,所以粉末是最关键的原料成分,选择粉末时应综合考虑其多种性能。原料在模具中成型,其流变性能要稳定,并且要有一定的充模能力;脱脂时大量粘结剂脱除,尺寸应好控制,脱脂速度应快;烧结时线收缩率要稳定等。MIM工艺使用的粉末颗粒直径很小,一般不超过20 μm,这样颗粒越细小,其比表面积越大,理论上讲,更容易烧结和成型。而传统粉末冶金工艺所用粉末颗粒直径较大,一般在40 μm以上。
粘结剂也是原料的关键成分,它在MIM工艺过程中起着增强原料粉末的流动性和保持坯块形状两大作用。粘结剂的成分及性能一直被研究,因为其脱除速度和功能影响着加工周期和产品质量。粘结剂一般由低分子组元、高分子组元和一些必要添加剂构成。低分子组元因粘度低而流动性好,并易脱去;高分子组元因粘度高而保证了坯料的强度。粘结剂应具有无毒环保、易于脱除、流变性能稳定和不与粉末反应等特点。
MIM工艺所用原料须为固体颗粒,粉末和粘结剂选定之后,需混合充分并制成固体颗粒,这就是混炼与制粒。在混炼时,粉末与粘结剂的加入顺序为粘结剂的高熔点组元、低熔点组元和金属粉末,因为高熔点组元熔化后降温,可以防止低熔点组元的分解或气化,金属粉末分批加入,防止温度下降过快从而保护了设备。混炼后的原料传送到制粒机,制成颗粒均匀的注射料。
(2)注射成型。MIM工艺注射成型过程与注塑成型原理相同,相关设备条件也基本一致。注射成型过程如下:首先将原料从进料口加入到料筒,料筒加热器和螺杆旋转使原料熔化,然后螺杆将原料推进模具型腔,冷却成型,最后取出零件,进入下一次注射成型。想要获得高质量成型坯,必须控制好成型参数,如注射压力、模具温度和成型周期等,否则成型后的产品会有内部空隙、尺寸超差和表面粗糙等缺陷。
(3)脱脂。脱脂是将粘结剂从成型产品中脱除的过程。这一过程是在烧结前进行的,脱脂后的产品中仍含有少量的粘结剂,以保持产品的形状。若脱脂不当,产品会产生很多缺陷,如成分污染、变形以及开裂等。常用的脱脂方法有四种,分别为热脱脂法、溶剂脱脂法、催化脱脂法和虹吸脱脂法。表1所示为几种常用的脱脂方法的特点。
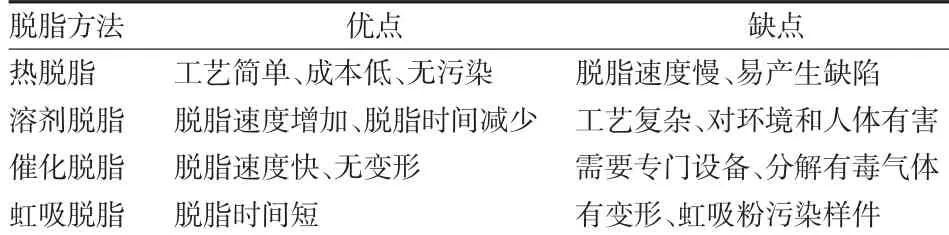
表1 常用脱脂方法优缺点比较
(4)烧结。烧结是成型坯在高温加热的情况下,脱除剩余粘结剂,金属粉末颗粒重新排布,使成型坯致密化、强度增高的过程,它是MIM工艺的最后一道工序。烧结后的成型坯线收缩率很大,这给尺寸精度和变形控制增加了难度,所以要求喂料要均匀,粉末摇实密度要高。
1.2 技术特点
从MIM的工艺本质来看,它是当前最适合批量加工小型、形状复杂以及高熔点零件的工艺,其优势可归纳如下:
(1)零部件几何形状的自由度高,能像生产塑料制品一样,一次成型生产形状复杂的金属零部件。
(2)光洁度好,表面粗糙度可达到Ra0.8~16 μm,尺寸精度高,一般无后续加工。
(3)密度均匀,制品致密度可达95%~99%.组织均匀,耐疲劳,力学性能优良。
(4)产品性能一致性高,特别适合大批量生产,大批量交付周期短。
(5)应用领域广,适用材料范围宽。
与传统加工工艺相比,MIM工艺有其独特的优势。它可以加工精密、高熔点的零件,这是精密铸造无法达到的;MIM设计可以节省材料、降低重量,可以将注射后的浇口料重复破碎使用,不影响产品性能,提高材料利用率,这是机械加工无法比拟的;MIM工艺可以制造复杂形状的产品,避免更多的二次加工,这是传统粉末冶金无法相比的。但MIM不是与传统加工方法竞争,当传统方法加工困难、成本过高或无法制作时,这时MIM可以发挥它的优势。其工艺特点与传统加工工艺的比较如表2所列。

表2 MIM工艺与传统加工工艺比较
2 MIM在不锈钢零件成型中的应用
不锈钢是MIM用料占比最多的材料,接近于50%.其中又以奥氏体Ni-Cr钢316L和马氏体硬化钢17-4PH应用最为广泛[4]。316L不锈钢具有优异的抗腐蚀能力,综合力学性能良好。17-4PH不锈钢强度、硬度高,耐蚀性良好。不锈钢粉末在注射成型后能达到98%左右的烧结密度,研磨、抛光后可达到镜面光亮的效果,适合用作装饰件和功能件。
在汽车制造领域,MIM已经成功开发了多种不锈钢零件,如安全气囊触发的座椅传感器、按装前围板的螺旋以及发动机的燃烧室等,简化了零件生产工序;在医疗器械方面,不锈钢材料应用最为广泛,采用MIM工艺生产的牙齿矫形托槽,成本比传统加工方法降低了50%以上,此外还可做手术剪刀、手术刀柄、镊子等;电子消费产品近年来发展势头强劲,并保持着较高的增长速度,产品中的小结构件采用MIM工艺加工,不仅批量生产成本低,而且外形美观,如手机卡托、摄像头装饰圈、电脑转轴、硬盘驱动器中的结构件等;在电力二次设备机箱上,越来越多的小结构件也采用MIM工艺制造,如机箱上的铰链、组屏固定块等;此外MIM不锈钢已用于手表的表壳、表链,电动牙刷齿轮以及军工导弹弹头安全装置中的转子等。
近年来,国家提倡智能电网建设,二次设备机箱的产量增长迅速。机箱铰链(如图2所示)是连接机箱面板和壳体的重要零部件,其结构较复杂。最初采用碳钢材质,经过线切割、钻孔、倒角和去毛刺工序,表面处理制成成品,加工工序繁琐且成本极高。目前铰链材质为17-4PH不锈钢,采用MIM工艺加工,研磨后处理,制品表面光滑无毛刺,形状规则精度高,并且大大降低了成本。

图2 机箱铰链
3 结束语
MIM技术的出现,给各行各业的设计和制造人员提供了崭新的设思路和制造技术,可以大胆的尝试用于精密且结构复杂的设计方案中一次性成型原来由于加工困难而不得不采用组合件方法的零件。不锈钢材质本身具有优异的耐腐蚀性能和力学性能,并且抛光性能良好,但难于机加工,MIM良好的成型性恰好弥补了这一点,因此将MIM技术应用在不锈钢零件生产中有着乐观的前景[5]。
MIM工艺只适用于精密小件,工件尺寸上的限制极大地制约了MIM的发展。目前加工大尺寸零件还面临许多难题,比如金属粉末成本过高、粘结剂脱脂时间过长以及脱脂后产品易产生缺陷等,相信随着研究的深入和技术的发展,这些难题终将被攻克,MIM将会迎来一个新局面。
[1]熊运昌,杨萍,丁文伟.金属粉末注射成型技术及应用[J].新技术新工艺·热加工技术,2003(3):34-36.
[2]茅志玉.金属注射成形工艺及其技术要点[J].机械工程师,2003(7):24-26.
[3]黄诗君,张宏超,章争荣,等.金属粉末注射成型工艺[J].现代塑料加工应用,2005,17(6):58-60.
[4]张立朋.粉末注射成形的发展及其在不锈钢零件生产中的应用[J].建材世界,2013,34(2):112-119.
[5]曹家勇.金属注射成形不锈钢[J].粉末冶金技术,2000,18(4):274-282.
Metal Injection Molding Technology and Its Application in the Forming of Stainless Steel Parts
LI Liang1,YIN Dong-hai2,DENG Li-bing1
(1.Changzhou Borui Electric Power Automation Equipment Co.,Ltd.,Changzhou Jiangsu 213025,China;2.Nanjing Naruijibao Electric Co.,Ltd.,Nanjing Jiangsu 211102,China)
This paper introduces the technological process and characteristics of metal injection molding technology,compares the traditional manufacturing methods,analyzes the advantages of metal injection molding process,and describes its application in stainless steel parts.
metal injection molding;stainless steel;powder metallurgy;binder
TG664
B
1672-545X(2017)06-0199-03
2017-03-23
李亮(1988-),男,吉林人,助理工程师,本科,从事电力二次设备结构与工艺研究;尹东海(1965-),男,河南周口人,本科,研究员级高级工程师,从事电力设备工艺研究;邓礼兵(1987-),男,安徽芜湖人,本科,助理工程师,从事电力二次设备结构与工艺研究。
