MKD7675数控双端面磨床上料机构的改进设计
2017-07-26叶亚飞贾文利张中元杜志国
叶亚飞,贾文利,张中元,杜志国
(1.洛阳轴承研究所有限公司,河南 洛阳 471039;2.河南省高性能轴承技术重点实验室,河南 洛阳 471039;3.滚动轴承产业技术创新战略联盟,河南 洛阳 471039;4.布勒设备(西安)有限公司,西安 710018)
套圈端面磨削作为套圈加工的首道工序在轴承加工中占有极其重要的地位,常见套圈端面磨床有M7475B,MG7340和MKD7675等。MKD7675往复式数控双端面磨床是一种高精度轴承专用磨床,主要用于磨削加工轴承内、外套圈及滚子等零件的端面。该型号机床具有如下特点[1]:
1)砂轮的进给、补偿采用交流伺服电动机驱动滚珠丝杠,进给、补偿准确,磨削精度高。
2)砂轮主轴采用恒力重载荷预紧,主轴轴向刚性好。
3)2个砂轮主轴部件采用小双V形导轨副,支承刚性好,进给运动灵活,响应灵敏度高。
4)砂轮磨损后采用摆臂双点一次修整的形式,修整摆臂可无级调速,使用和操作方便。
5)砂轮驱动采用变频调速电动机,可实现差速磨削。
正是基于这些特点,MKD7675磨削套圈端面精度高,且能有效纠正套圈特别是薄壁类轴承套圈及其圆环类零件的端面翘曲,因而在轴承行业广泛应用。
1 存在的问题
MKD7675的主要技术参数见表1,其上料机构的原始结构由送料盘、料盘套(组件)、料盘连接环、滚轮和转轴等组成,如图1所示。
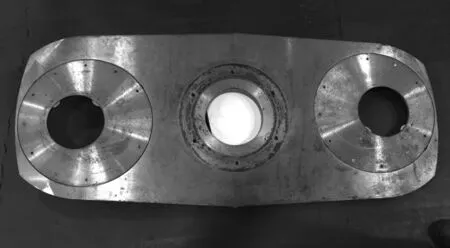
图1 机床原上料机构
机床调整时,将上料机构水平安装在上料机构主轴上,用螺钉与上料机构主轴连接。选择与被加工套圈外径尺寸相应的料盘套(组件)安装在送料盘上。
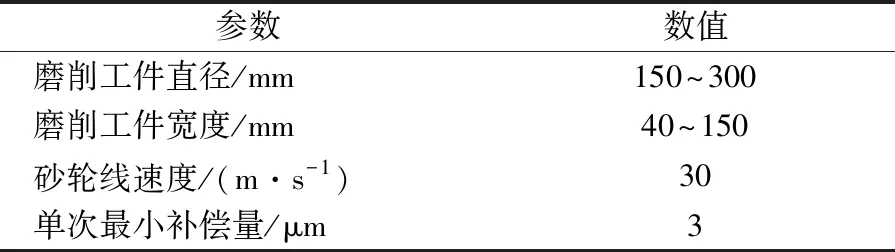
表1 MKD7675磨床技术参数
机床磨削加工过程为:左右2个砂轮主轴在变频调速电动机的驱动下高速旋转,将被加工套圈放入料盘套内,并由挡料板定位,通过上料机构驱动系统将上料机构推送至磨削区域,左右砂轮同时磨削套圈2个端面;与此同时,上料机构在砂轮主轴进给的垂直方向作水平往复直线振荡,磨削结束后,上料机构退出磨削区域,并取下套圈;上料机构在驱动系统的作用下顺时针旋转180°,然后再放入被加工套圈,依此重复上述磨削循环过程。
由于原上料机构的限制,当工件直径小于φ150 mm或工件宽度小于40 mm时机床不能使用,磨削范围窄,且上料机构更换频繁。与此同时,轴承宽度为6~15 mm的薄壁轴承加工和应用越来越多,为充分发挥MKD7675数控双端面磨床的优点,在满足机床加工精度的前提下,将上料机构的送料盘和料盘套(组件)进行改进设计,以满足不同套圈外径和高度尺寸的加工要求,扩大机床使用范围。
2 改进设计
MKD7675上料机构的改进设计主要从以下3个部分进行。
2.1 送料盘
由图1可知, 原送料盘为一整块长板,尺寸为1 290 mm×550 mm×12 mm,长板加工难度大,且热处理后特别容易产生翘曲和变形;当轴承的宽度小于12 mm时套圈不能磨削加工。因此,改进上料机构设计,将送料盘整体结构改为分体结构,由两半送料盘分别加工组合而成,通过螺钉与料盘连接环紧固连接。改进后单个送料盘的尺寸为650 mm×550 mm×7 mm。
改进不仅减小了送料盘的厚度,减轻了重量,降低了送料盘的加工难度,而且兼顾了被加工套圈的宽度尺寸,扩大了机床使用范围,最终该机床可磨削的最小套圈宽度为7.3 mm。
2.2 料盘套(组件)
原料盘套(组件)作为更换件安装在送料盘上,由于采用定位支承固定,不可调整,因而不同外径尺寸的套圈需要配置不同尺寸的料盘套。原料盘套适合大批量生产,对多品种、小批量轴承生产,料盘套更换附件多、频繁、麻烦,加工成本增加,生产效率低。因此,对料盘套进行结构改进设计,将送料盘和料盘套(组件)合二为一(图2),简化了机械结构。根据实际生产需求,最后确定料盘套的开孔尺寸为φ295 mm。
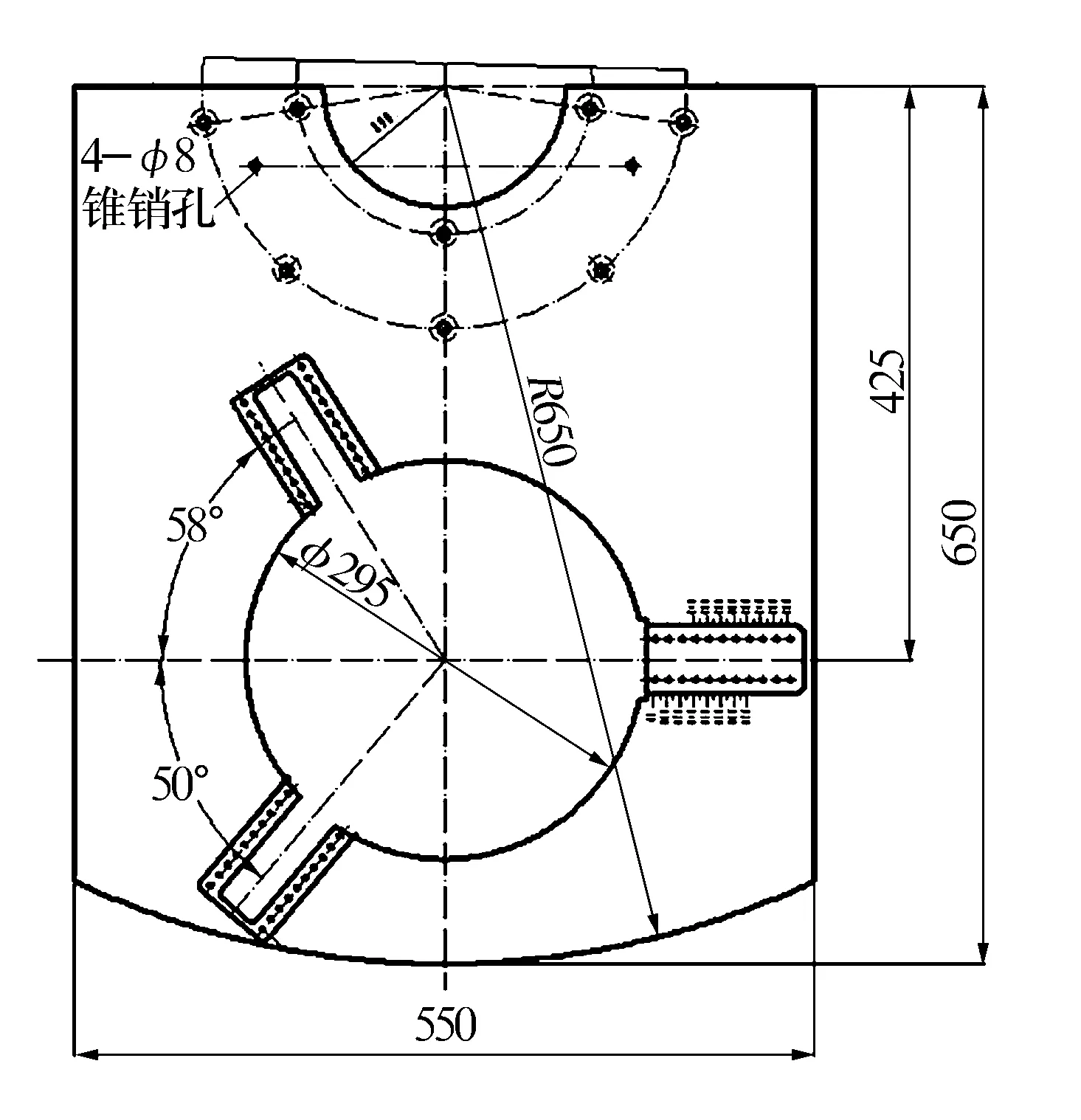
图2 改进后的组合送料盘
2.3 支承板
改进后送料盘和料盘套成为组合件,支承板安装在送料盘上,由2个回转支承点和1个固定支承点形成的3个支承组成。对支承板设计的具体要求是:既要保证套圈在磨削过程中的定位可靠,又要保证适应不同尺寸段的轴承套圈(支承点可调整)。对于其中的2个回转支承点将套圈原来的定位方式由滚动滑轮改为滚动轴承支承定位,降低了磨削中套圈的摩擦阻力,使套圈在磨削运转时转动平稳,避免因套圈卡滞带来磨削精度的降低;同时为了适应套圈的尺寸范围,加长了支承板长度,板上设计了长孔槽,支承板安装在送料盘的导向凹槽内,移动调节更方便。改进后支承板结构如图3所示。
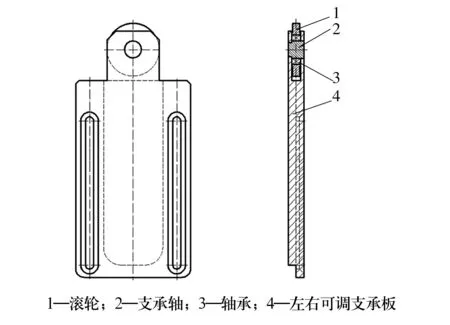
图3 改进后的支承板结构
2.4 改进后上料机构
改进后的整体上料机构如图4所示,MKD7675磨床更换调整2套支承板的加工范围分别为:外径φ85~205 mm,宽度B≥7.3 mm和外径φ155~275 mm,宽度B≥7.3 mm。
3 结束语
通过对MKD7675结构及性能进行分析,对原上料机构进行改进设计,将送料盘和料盘套(组件)合二为一,减少了工装种类,降低了送料盘的加工难度。经过磨削加工试验,改进后的上料机构安装及调整方便,磨削精度高,更换附件少,满足了预期的使用要求,实践证明改进是合理、有效的。
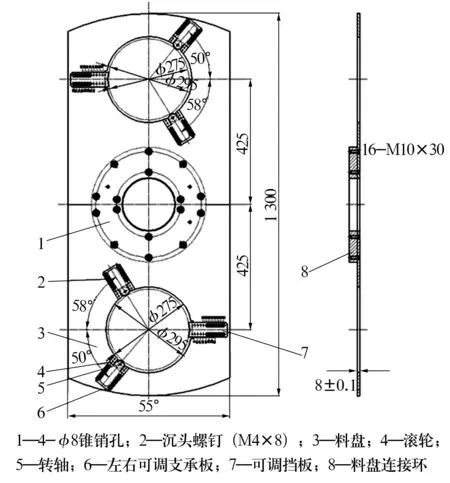
图4 改进后的上料机构
