不等厚对接焊缝TOFD检测中PCS的计算
2017-07-25肖元超石勇
肖元超++石勇
摘 要:TOFD(超声波衍射时差法)现已广泛用于特种设备制造的原材料和使用过程中缺陷的检测、定量和定位,目前国家标准中对平面工件特别是平齐工件做了详细的规定,而对非平面特别是非平齐工件并未涉及。本文针对实际工作中的非平面工件TOFD检测特点进行了分析并对检测过程中PCS的计算提出了自己的认识。
关键词:不等厚;对接焊缝;TOFD检测;PCS计算
中图分类号:TG441.7 文献标识码:A 文章编号:1671-2064(2017)12-0045-02
1 前言
TOFD(Time of Flight Diffraction)检测通常对于全焊透结构的母材为低碳钢或低合金钢的焊接接头,且母材(工件)公称厚度t在12mm-400mm的焊接接头两侧母材公称厚度相同或不同时的检测。TOFD(Time of Flight Diffraction)检测是采用一发一收探头对工作模式、主要利用缺陷端点的衍射波信号探测和测定缺陷尺寸的一种超声检测方法。其基本原理是通常采用两个分离的的宽带窄脉冲纵波斜入射探头相对排列在焊接接头两侧,由发射探头发射的超声纵波在焊缝的截面较大范围内扩散,一部分沿表面到达另一探头接收,该路径是一发一收两只探头的最短距离,也是第一个被接收到的脉冲;另一部分纵波脉冲到达焊缝的底部,被底面反射回来,到达另一接收探头形成底面反射波;超声纵波在焊缝中间如果遇到缺陷,在缺陷的入射正面产生反射波,在缺陷的边缘则产生衍射波,而衍射波基本是没有方向性,大多数都能被另一接收探头接收到,所以超声波的传播基本上在直通波和底面反射波之间[1]。
2 工艺研究
在TOFD技术中,通常采用光标对信号位置或信号传输时间进行测量。所用的光标工具有两种,一种是十字光标,用来测量A扫信号中的数据,另外一种是抛物线光标,用于从D扫图中测量数据。对于平板焊缝之类几何形状比较简单的工件,信号位置的测量通常包括三个参数:平行焊缝方向上距离扫查起始点的距离(X),以及垂直焊缝方向的横向距离(Y),距离检测面的深度(Z)、为保证测量的准确性,在非平行扫查中,需要确定扫查的起始点和扫查的基准线[2]。执行TOFD扫查最常见的方式叫做非平行扫查。这种扫查方式,探头的移动方向是沿着焊缝方向,垂直于声束的方向。它适用于焊缝的快速检测,而且常常在单一通道时使用。非平行扫查的结果称为D扫描(D-scan),它显示的图像是沿着焊缝中心剖开的截面。由于两个探头对称布置于焊缝的两侧,扫查发现缺陷的位置信息(平行焊缝方向上距离扫查起始点的距离(X),以及垂直焊缝方向的横向距离(Y),距离检测面的深度(Z)、以及缺陷偏离焊缝中心线的位置信息)是采用探头选取(角度、频率、晶片尺寸),工件壁厚(分层扫查各层厚度不用)通过设置时间窗口及计算探头中心距(PCS)通过仪器自带软件的计算得出的。多用在平面(板)焊缝等厚工件的检测,而实际工作中常会遇见焊缝两侧不等厚工件的检测情况,探头中心间距 probe centre separation(PCS)的计算将有所不同,2015年9月1日执行的NB/T47013《承压设备无损检测》中第十部分《衍射时差法超声检测》NB/T47013.10-2015对不等厚焊缝的检测只对底面平齐的对接接头结构,分削边处理和不削边处理两种结构的对比试块和检测方法进行阐述,对双面不平齐的对接接头结构的对比试块要求制作相同厚度和结构形式的对比试块,侧孔的设置应满足其他结构形式的对比试块要求,对实际工作中常会遇见焊缝两侧不等厚工件的检测情况,如不等厚焊缝的检测包括非平面工件的对接、法兰与筒节的对接、锥体与筒节的对接、以及筒节或管道的纵缝等探头中心间距probe centre separation(PCS)的计算未有提及到,所以在实际操作工艺验证中,探头中心间距(PCS)需要实际检测计算得到,并且该距离大小会影响缺陷定位[3]。
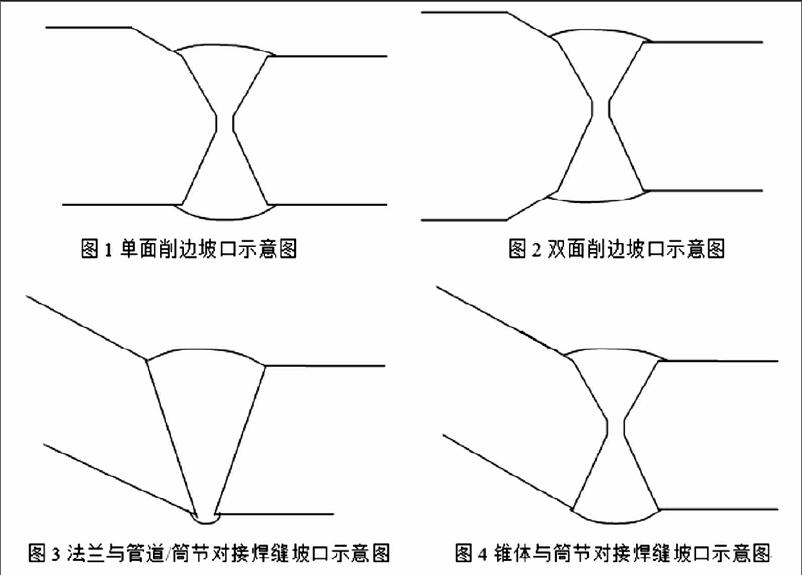
不等厚焊缝的检测包括非平面工件的对接、法兰与筒节的对接、锥体与筒节的对接、以及筒节或管道的纵缝等诸多情况(如下列图1-4所示)。
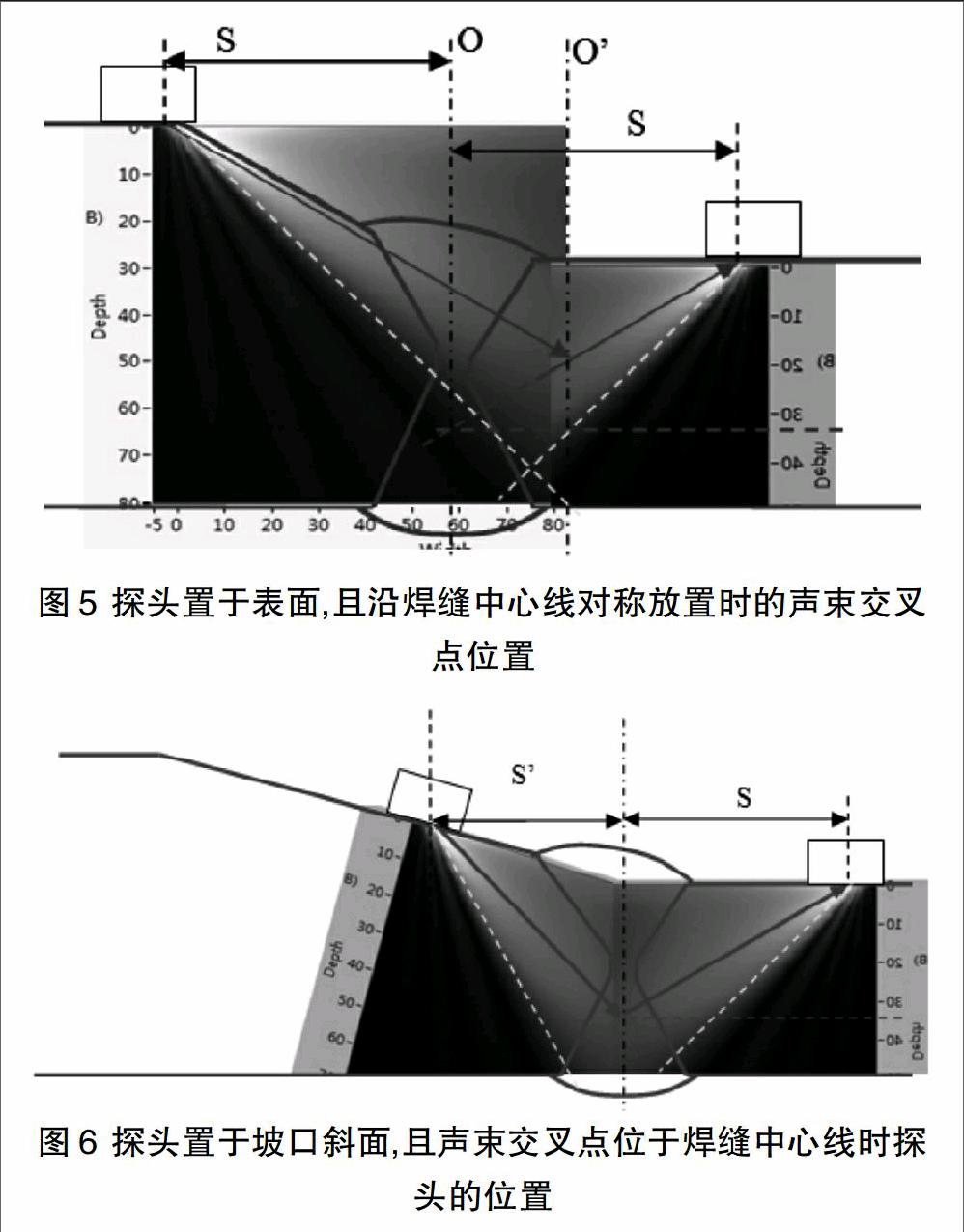
通过检测实践,探头(probe)置于平面,并且沿焊缝中心线对称放置(类似于非平行扫查 non-parallel scan)时声束焦点位置将不与焊缝中心线重合;探头(probe)置于平面,其声束焦点位于焊缝中心线时探头(probe)的位置将发生变化[4]。同理,探头(probe)置于坡口斜面,并且沿焊缝中心线对称放置(类似于非平行扫查 non-parallel scan)时声束焦点位置将不与焊缝中心线重合;探头(probe)置于坡口斜面,其声束焦点位于焊缝中心线时探头(probe)的位置将发生变化。探头(probe)放置不同的声束焦点位置与焊缝中心线的相对位置仿真图如图5-6所示。
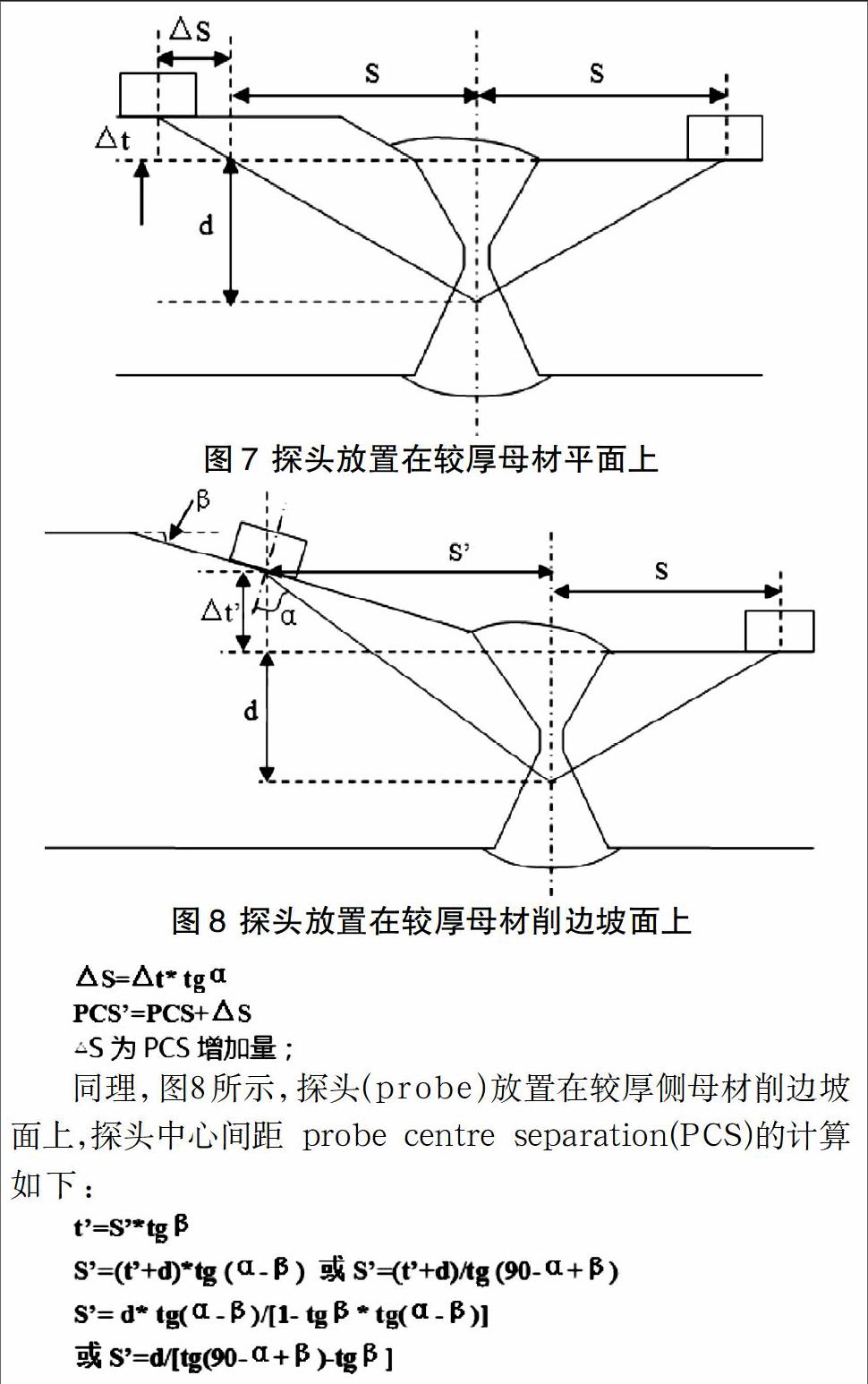
通过简单的三角计算可知,图7所示,探头(probe)放置在较厚一侧母材平面上,探头中心间距 probe centre separation(PCS)的計算如下:
同理,图8所示,探头(probe)放置在较厚侧母材削边坡面上,探头中心间距 probe centre separation(PCS)的计算如下:
3 结语
在不等厚工件进行TOFD检测数据进行分析测量时,由于两个探头不在同一水平平面上,且实际PCS中心与焊缝中心线也不再重合,目前TOFD软件还没有此类变量的设置,直接利用软件测量会存在一定的测量误差。因此,实际测量此类数据时,一般可以采用直通波与底波两点校准的方法,固定工件声速和楔块的延迟时间,重新计算一个虚拟的PCS值(参考值),以此来测量缺陷深度位置,可以减小部分误差值,如果再能考虑实际PCS中心与焊缝中心线位置的偏移量,重新人工计算缺陷深度位置,还能减小部分误差值,测量结果会更接近实际值。
参考文献
[1]TSG 21-2016.固定式压力容器安全技术监察规程[S].
[2]NB/T47013.10-2015.承压设备无损检测第10部分:衍射时差法超声检测[S].
[3]谢铁军,寿比南,王晓雷,李军.《固定式压力容器安全技术监察规程》释义[Z].新华出版社,2010.12.
[4]强天鹏.衍射时差法TOFD超声检测技术(2012年版)[Z].2012.05.
