9.00R16 16PR全钢轻型载重子午线轮胎的设计
2017-07-22杨利伟杨俊坤
肖 幸,李 伟,曾 清,杨利伟,杨俊坤
(四川凯力威科技股份有限公司,四川 简阳 641400)
为满足广西等地区对全钢轻型载重子午线轮胎的特殊需求,进一步提高市场占有率,通过市场调查,我公司自主研发了9.00R16 16PR全钢轻型载重子午线轮胎。
现将9.00R16 16PR全钢轻型载重子午线轮胎的设计情况简介如下。
1 技术要求
根据GB/T 2977—2008《载重汽车轮胎规格、尺寸、气压与负荷》,确定9.00R16全钢轻型载重子午线轮胎的技术参数为:标准轮辋 6.50H,充气外直径(D′) 890(881.1~898.9) mm,充气断面宽(B′) 255(254.97~255.04) mm,标准充气压力 770 kPa,标准负荷 2 120 kg,速度级别K。
2 结构设计
2.1 外直径(D)和断面宽(B)
全钢子午线轮胎充气后的外直径变化不大,因此设计时D可选取与标准值相等或接近值。综合考虑本次设计D′/D取0.998,D取888 mm。
B值的变化率稍大于D,且B值的选取与胎圈着合宽度(C)有密切关系。根据C加大25.4 mm,B增大12.7 mm的原理,本次设计C加大12.7 mm,B取253 mm,B′/B=255/253=1.008。
2.2 行驶面宽度(b)和弧度高(h)
b和h的选取与轮胎的使用性能有直接关系,适当调整b和h,可以优化轮胎接地印痕形状和大小,均衡胎冠接地面各部位压力,提高轮胎的牵引性能和耐磨性能。本次设计b取200 mm。
同时考虑到本次设计的全钢轻型载重子午线轮胎采用0°带束层结构,对轮胎胎肩部位具有较强的箍紧作用,为使得行驶面较平坦,冠部变形小,h值不宜过大。本次设计h取7.5 mm。
2.3 胎圈着合直径(d)和C
胎圈主要根据标准轮辋曲线设计。d的取值应满足轮胎装卸方便和着合紧密的要求。胎圈与轮辋装配过盈量过大时,轮胎装卸困难,且影响胎圈安全性能;过盈量过小时,轮胎不能与轮辋紧密配合。为避免胎圈与轮辋配合不紧而产生移动变形、爆胎等问题。本次设计d取405 mm。
本次设计C取值比标准轮辋宽度加大12.7 mm,取178 mm。
2.4 断面水平轴位置(H1/H2)
H1/H2取值对轮胎的使用性能影响较大。取值较小时,使用过程中水平轴向胎圈方向移动,会造成下胎侧应力集中,易造成胎圈部位应力集中而损坏;取值较大时,使用过程中水平轴向胎肩方向移动,将造成胎肩应力集中,易引起肩部脱层和裂口。水平轴位置的选取应结合材料分布,使其最大变形部位处于胎侧最薄部位且在充气及使用状态基本保持不变,本次设计H1/H2取1.015。
2.5 胎面花纹
胎面采用3条纵向曲折花纹沟为主,中间加设用于排水的横向沟槽,以增大轮胎对地面的抓着力。胎面花纹采用闭肩条形花纹设计,花纹深度为16.5 mm,花纹饱和度为76.3%,花纹周节数为58。
胎面花纹展开如图1所示。
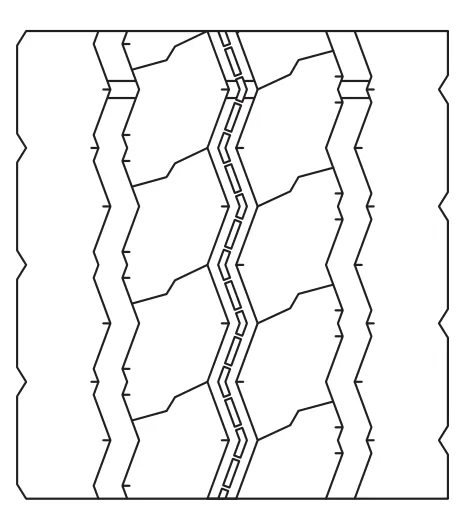
图1 胎面花纹展开示意
3 施工设计
该轮胎设计采用较宽行驶面,从而增大了轮胎在使用过程中的受力面积,同时内腔容积增大使轮胎具有更好的承载性及舒适性。根据该原则设计的产品在满足承载性能要求的同时,具有更合理的压力分布和更好的抗偏磨性能以及抗撕裂性能和行驶安全性。
3.1 胎面
胎面采用两方两块结构,采用耐磨冠部胶和低生热的基部胶,从而在保证轮胎使用里程的同时降低轮胎生热,减少肩部缺陷的发生。
胎面结构如图2所示。

图2 胎面结构示意
3.2 胎体
根据轮胎设计负荷、各规格钢丝帘线性能对比以及轮胎使用性能要求,胎体采用单层钢丝帘布,采用具有外缠丝、强度高和柔性好的3+9+15×0.175+0.15NT钢丝帘线,安全倍数为7.8,满足设计要求。胎体钢丝帘布采用双面覆胶法在S型四辊压延机上生产,压延厚度为2.3 mm。
3.3 带束层
带束层是子午线轮胎的主要受力部件,承受内压引起总应力的60%~75%,带束层应有足够的刚性以箍紧胎体帘布,限制轮胎的周向伸张,以保持轮胎尺寸的稳定性。本次设计带束层采用0°带束层结构,1#和2#带束层采用3×0.20+6×0.35HT钢丝帘线,钢丝帘线的密度为60根·dm-1,3#带束层采用5×0.30HI钢丝帘线,钢丝帘线的密度为40 根·dm-1,0°带束层使用3×7×0.20HE钢丝帘线;其中1#和2#带束层为工作层,1#带束层角度为24°,2#带束层角度为15°,3#带束层为保护层,角度为15°,安全倍数达到7.3。
3.4 胎圈
钢丝圈采用Φ1.65 mm NT镀铜回火胎圈钢丝,钢丝覆胶后直径为1.8 mm,呈正六角形排列,排列方式为:5-6-7-8-7-6-5,为保证胎圈与轮辋配合紧密,受力更合理,钢丝圈直径为418 mm,安全倍数为8.3,满足设计要求。胎圈包布采用3×0.24+9×0.225WHT钢丝帘线,并采用独特的U形结构,不仅提高了胎圈的支撑性能,同时降低了胎体帘布在负荷下的蠕动,提高了负荷能力。
3.5 成型和硫化工艺
成型采用一次法两鼓胶囊成型机,机头直径为385 mm,采用侧包冠成型工艺。硫化采用液压式硫化机,硫化工艺采用常规过热水硫化,硫化条件为:外部蒸汽压力 (0.39±0.02) MPa,外温(151±2) ℃,内压 (2.5±0.05) MPa,内温(170±2) ℃,总硫化时间 52 min。
4 成品性能
4.1 外缘尺寸
安装在标准轮辋的成品轮胎在标准充气压力下的充气外直径为892 mm,充气断面宽为253 mm,符合设计要求。
4.2 强度性能
按照GB/T 4501—2008《载重汽车轮胎性能室内试验方法》进行成品轮胎强度性能试验,试验条件为:充气压力 770 kPa,压头直径 19 mm。试验结果表明,轮胎最小破坏能为1 228.8 J,为国家标准规定值(768 J)的160%,成品轮胎强度性能满足国家标准要求。
4.3 耐久性能
按照GB/T 4501—2008进行耐久性试验,耐久性试验条件为:充气压力 770 kPa,试验速度 55 km·h-1,额定负荷 2 120 kg。完成国家标准规定的程序后,每行驶10 h负荷增加10%继续进行试验,当负荷率达到160%后不再增加,直至轮胎损坏为止。成品轮胎累计行驶时间为138.6 h。试验结束时轮胎状况为胎肩脱层,成品轮胎耐久性能良好,满足国家标准要求。
4.4 高速性能
按照企业标准进行高速性能试验,试验条件见表1。

表1 成品轮胎高速性能试验条件
成品轮胎高速性能试验结果显示,成品轮胎的最高速度为130 km·h-1,行驶时间为2.4 h,试验结束时轮胎状况为胎肩脱层,成品轮胎高速性能良好,符合企业标准(不小于110 km·h-1×30 min)的要求。
5 结语
9.00R16 16PR全钢轻型载重子午线轮胎的充气外缘尺寸、强度性能、耐久性能和高速性能均达到相应设计和标准要求,花纹外观设计美观。该产品增强了公司全钢子午线轮胎的市场竞争力,创造了良好的社会效益和经济效益。
