高压乙炔填充管制作安装施工工艺
2017-07-19吉宋敏
吉宋敏
(中化二建集团有限公司新疆分公司,山西 太原 030021)
化机与设备
高压乙炔填充管制作安装施工工艺
吉宋敏
(中化二建集团有限公司新疆分公司,山西 太原 030021)
论述了高压乙炔输送管道的重要性及制作安装流程,主要从高压乙炔填充管的直管段、三通、弯头、仪表管、阀门的填充管的填充、单件的制作等进行论述,特别强调了制作过程中的注意事项。
高压乙炔管道;填充管;安装;施工工艺
引 言
乙炔(C2H2)俗称电石气,在高温高压下较易发生分解爆炸。BDO项目中使用的乙炔气,设计压力为2.1 MPa、温度为100 ℃,如果不加以抑制,分解会加速,直至发生爆炸,所以需确保高压乙炔气体在管道内安全远程输送。而使用高压乙炔输送管道进行气体输送,是确保化工装置的安全运行的有力保障。高压乙炔输送管道采用金属填充管,用小管径管束进行输送高压乙炔气体,使乙炔气体均匀分布,减少摩擦,迅速分散热量来阻止爆炸。
1 项目简介
新疆天业BDO(1,4-丁二醇)二期项目(17万t/a 1,4-丁二醇项目)是在BDO一期3万t/a 1,4-丁二醇项目试生产成功后进行的扩建工程,使用的是炔醛法(改良reppe法)生产工艺,这种工艺需要高压乙炔与甲醛合成1,4-丁炔二醇(BYD),进而加氢生成1,4-丁二醇(BDO)。本工程填充管总米数80余万m,主要施工内容包括直管段、弯头、三通、异径管、阀门、法兰、仪表管及放空导淋等部件的填充。
乙炔站设计规范(GB50031-1991)的要求如下:
第9.0.1条:乙炔在管子中的最大流速宜符合乙炔管道的工作压力为2.5 MPa及以下时,其最大流速为4 m/s。
第9.0.2条:乙炔工作压力为0.15 MPa~2.5 MPa的高压乙炔管道应采用无缝钢管,集束管内径不应超过20 mm;主管壁厚度根据工作压力不小于10倍关系设计。
2 高压乙炔填充管作用
乙炔是最基本的化工产品之一,是有机化学合成物的重要基本原料,在20世纪50年代享有“有机合成工业之母”的称号。
乙炔(C2H2)俗称电石气,是典型的不饱和烃,碳碳三键的存在使其很不稳定,较易发生分解爆炸。从分子结构而言,具有高的键能,其化学性质极为活泼,易发生加成、聚合、分解和取代反应,释放大量的热量,极易爆炸燃烧。尤其是当它受热或受压分解时,可能发生爆轰式爆炸,传播速度可达7 000 m/s~10 000 m/s,达到初压的100倍以上。压力为0.15 MPa以上的工业乙炔,在温度超过550 ℃时,则能使全部乙炔发生分解爆炸;当温度低于500 ℃,有接触剂存在时,也可能发生爆炸。
天业BDO项目中使用的乙炔气设计压力为2.1 MPa、温度为100 ℃,如果不加以抑制,分解会加速并直至发生爆炸。所以,确保高压乙炔气体在管道内安全远程输送就显得尤为重要。高压乙炔的输送管道采用金属填充管,并采用小管径管束输送高压乙炔气体,从而使乙炔气体均匀分布,减少摩擦,迅速分散热量来阻止爆炸。一般来说,容器、管子管径越小,爆炸范围越小。
3 高压乙炔填充管的制作
施工过程中,高压乙炔填充管的制作安装是施工难点。而管段之间组对缝隙的间隙控制焊接和确保弯头、三通、直管、仪表件等各部件的制作下料准确是重中之重。
3.1 直管段
高压乙炔填充管的直管段由内径200 mm~500 mm的不锈钢无缝钢管和管内的填充管组成。填充管采用2种规格的304不锈钢无缝钢管,第1种规格的直径是Ф10 mm×0.5 mm,第2种规格的直径是Ф6 mm×0.5 mm,用于塞紧缝隙。同一端面上,相邻填充管通过点焊成束,成束填充管与无缝钢管内壁用点焊固定。
3.2 弯头
弯头制作工艺包括下述步骤(见图1):
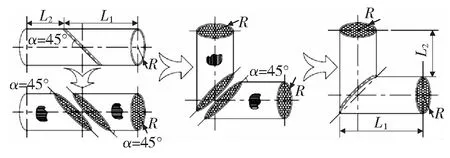
图1 90°弯头(带填充管)
1)取一根短管(半径为R),将填充管充满这根短管。
2)对此根充满填充管的短管的中间区域,按照“图1”尺寸切割45°倾斜面。此倾斜面母管切口二维展开曲线通过放样图制作曲线切割模板,进行该曲面切割。
3)将切割的2根短管45°倾斜面内的填充管端部平行于此面打磨掉3 mm~10 mm。
4)倾斜面相邻填充管的端部紧邻处进行点焊,固束在一起。填充管与母管内壁电焊固定。这样,就得到含填充管的成品异形面90°弯头组成件2件。
5)将2件90°弯头成品组成件填充短管按照“图1”对倾斜面母管进行组对焊接。
3.3 三通
高压乙炔输送管道的金属套管由水平套管与垂直于水平套管的竖直套管连接成T形。水平套管内填充有左水平金属填充管和右水平金属填充管,竖直套管内填充有竖直金属填充管。
左水平金属填充管、右水平金属填充管、竖直金属填充管均包括2种不同规格的304不锈钢管,第1种规格的直径是10 mm,第2种规格的直径是6 mm,以第1种规格的304不锈钢管为主,第2种规格的304不锈钢管用于塞紧缝隙。相邻2个金属填充管之间通过点焊连接,金属填充管与金属套管之间通过点焊连接。
三通(等径三通见图2,异径三通见图3,小支管见图4)制作工艺包括下述步骤:
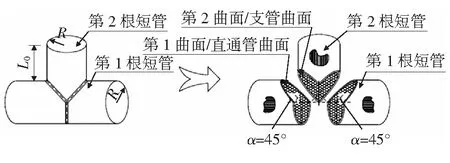
图2 等径三通(带填充管)

图3 异径三通(带填充管)
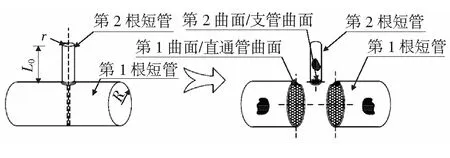
图4 仪表管或小支管处(带填充管)
1) 取2根短管,第1根短管作为母管,管径是R,长度是2R~3R;第2根短管管径是r,长度是2r~3r。分别将填充管充满2根短管,填充管为Ф10 mm×0.5 mm和Ф6 mm×0.5 mm的304不锈钢无缝钢管,以Ф10 mm的填充管进行填充为主,Ф6 mm×0.5 mm的填充管进行二次填充,塞紧缝隙。
2) 在第1根充满填充管的短管的中部沿横截面进行切割,得到2根等长直通管(见图2、图3、图4)。
3) 对第2步获得的2根短管端头进行第1曲面“直通管曲面”切割(特殊的等径三通,该曲面切割倾角45°,见图2所示∠α)。第1曲面的母管切口二维展开曲线通过放样图制作曲线切割模板,进行该曲面切割。
4) 将第1曲面内填充管端部沿母管平行于第1曲面切掉3 mm~10 mm。同时,将该处横截面内的填充管沿母管端部平行于横截面切掉3 mm~10 mm(即,让母管内部填充管曲面低于母管端口3 mm~10 mm)。
5) 取第2根短管,在第2根短管的端部对管壁进行切割第2曲面(特殊的等径三通,该曲面切割倾角45,见图2所示∠α)。第2曲面的母管切口二维展开曲线通过放样图制作曲线切割模板,进行该曲面切割。
6) 将第2曲面内的填充管端部平行于第2曲面切掉3 mm~10 mm。
7) 分别将第1根短管、第2根短管内的相邻填充管的端部紧邻处进行点焊固束在一起,填充管与母管内壁电焊固定,这样就得到含填充管的成品异形面三通短管组成件。
8) 将3根含填充管的成品异形面短管按照图2(或图3、图4)所示进行拼装组焊母管。
3.4 放空导淋装置
高压乙炔输送管道的放空导淋装置包括竖直管,竖直管通过连接板设有防护装置。防护装置位于竖直管的上方,防护装置由套筒、伞帽、连接套筒和伞帽的连接杆组成。套筒与竖直管同轴、套在竖直管的管口且距离管口20 cm的位置,并将竖直管罩住。伞帽设置在套筒的上方且距离套筒50 cm,伞帽比套筒边缘长至少10 cm。
套筒最高点与竖直管管口之间的距离h、套筒的直径D和竖直管的直径d满足式(1)关系。
arctan[(D/2+d/2) /h]<15°
放空导淋装置能够有效防止雨水和沙尘落入直管内,避免安全隐患。放空、导淋管的制作工艺与三通步骤相同,安装方式大同小异。此制作工艺参照图4。
4 高压乙炔填充管制作安装流程
高压乙炔填充管道现场制作安装技术是按如下主要流程进行的:
熟悉图纸,进行主管段下料,统计各部件制作数量—根据统计数量分别对弯头、三通等部件主体放样划线—用等离子切割机对已放样划线的部件主体进行切割下料(或对一些模具下料)—打磨坡口,清除毛刺及内壁—根据部件主体尺寸对Φ10 mm填充小管进行切割。
用角磨机对小管一端进行逐根打磨并清除小管毛刺—将打磨好的小管段朝向主体直管端填充至部件主体内达到基本密实—遗留缝隙用Φ6 mm填充小管补填密实—用手工氩弧焊对小管间逐一点焊。
小管与主体内壁进行点焊—利用角磨机根据主体下料轮廓对放样端多余小管进行切割—对放样端小管打磨并清除小管内部毛刺—小管与小管之间进行点焊、小管与主管内壁进行点焊—形成一个完整的部件单体—根据技术要求对制作并事先标识好的部件单体进行组对—组对焊接形成部件(弯头、三通、直管等)—对焊口进行着色检查或无损探伤—对所有制作好的部件、阀件及管段进行组对安装。
5 高压乙炔填充管制作安装的注意事项
5.1 模具制作
高压乙炔填充管道的制作在施工过程中需制作大量的精细模具,其制作工序细微、模具精度要求高且易于现场施工。
5.2 保持清洁
鉴于高压乙炔特殊的化学性质且主管道和填充小管都是S30408材质,在填充前需要先清洁主管道内壁和填充小管整体,在施工过程中始终保持清洁(因为在主管道填充后无法后续清洁内部),并且焊接打磨都要有耐心,特别防止填充小管被堵。
5.3 保证间隙
高压乙炔输送管道需单件间进行组对焊接,使其形成完整的部件,如弯头、三通等。而部件组对最关键点是要保证填充管间的间距为6 mm~8 mm,且8 mm为最大允许间隙。只有这样,才能满足乙炔气在各部件处进行的再次均匀分布,迅速分散热量以防止爆炸。
5.4 填充管密实固定
对各部件的填充要根据部件进行切割下料,在工作台上对各部件单体进行填充时要有序依次进行,简化工序步骤,提高效率。
用Φ6 mm小管补填缝隙,确保部件填充密实度;小管间要点焊在一起;小管定位后要与管道内壁点焊,防止填充管移动;待部件内小管填充完毕,切割打磨完成,点焊完毕,形成实体。
5.5 做好标识
部件单体下料后要有专业管工预组对,组对合格后对应做好标识。
6 结束语
新疆天业17万t/a 1,4-丁二醇项目,填充管总共80万m,项目部一开工就把填充管的制作安装作为重点,成立施工新工艺攻关小组,与设计单位、建设单位积极沟通,查阅国内外相关施工技术资料,与制造厂家紧密联系,组织讨论有关的技术疑难问题,积极主动地咨询相关专家,编制了填充管的施工专项施工方案,讨论和分析方案中的不足与缺陷,在制作过程中不断改进和提高,既便于现场施工,又满足了技术工艺要求。
此项目目前运行良好。项目部通过此项目把施工步骤程序化,批量加工所需的单体部件,提高了生产效率,保证了产品质量。同时,合理组织人员,形成流水作业,创出一条经济、高效、优质的乙炔填充管施工工艺,让施工更经济,让利益最大化。
Fabrication,installationandconstructionofhigh-pressureacetylenefillingpipe
JISongmin
(XinjiangBranchCompany,CCESCC,TaiyuanShanxi030024,China)
This paper discusses the importance and production and installation process of high-pressure acetylene pipeline, mainly from the filling of filled straight pipe section, tee, elbow, instrument tube, filling tube of valve in high-pressure acetylene pipeline, and single piece production, highlighting cautions in production process.
high pressure acetylene pipeline; filling pipe; installation; construction process
2017-03-22
吉宋敏,男,1976年出生,1996年毕业于北京化工大学,学士学位,高级工程师,现主要从事化工安装工程工作。
10.16525/j.cnki.cn14-1109/tq.2017.03.32
TQ055
A
1004-7050(2017)03-0094-03
