不同热处理条件下ADI材料表面刮伤机理
2017-07-19母德强马敬超GaryBarber
母德强, 马敬超, Gary Barber
(1.长春工业大学 机电工程学院, 吉林 长春 130012; 2.奥克兰大学 摩擦实验室, 美国 罗切斯特 密西根 48326)
不同热处理条件下ADI材料表面刮伤机理
母德强1, 马敬超1, Gary Barber2
(1.长春工业大学 机电工程学院, 吉林 长春 130012; 2.奥克兰大学 摩擦实验室, 美国 罗切斯特 密西根 48326)
材料表面刮伤现象经常出现在各类发动机零部件上,如发动机活塞、齿轮、凸轮以及传动轴。由于等温淬火球墨铸铁(ADI)有很好的自润滑性,所以这种材料的应用变得越来越广泛。文中目的是研究两种不同镍(Ni)元素含量的ADI材料(A和C)在不同热处理条件下的表面刮伤机理。实验在旋转球-盘测试仪上进行,并使用白矿物油进行润滑。实验开始后逐渐加力,直至刮伤产生。实验结果证明,镍含量较高的ADI有比较高的抗刮伤能力。同样元素组成的样品之间硬度并不是衡量刮伤性能的决定性因素。
刮伤实验; 刮伤机理; 热处理; ADI
0 引 言
Qu[1]等用“刮伤”这个词来描述不同情况下机械材料表面破坏现象。由于刮伤现象的复杂性,所以目前并没有一个统一定义。然而,有一个定义描述了刮伤的主要特征:“刮伤是一种有表面滑动摩擦条件下对滑动轴承表面产生的接触性破坏。这种破坏经常伴随着颗粒级别的材料塑性变形,产生可见的表面破坏和表面粗糙度变化。而且并没有大的几何形变也没有发生的征兆”。当表面刮伤产生瞬间会伴随着剧烈的震动和噪声[2-3]。
通常情况下,刮伤破坏是一种比较严重的表面破坏,并且不能“自我修复”,所以刮伤的部件必须进行更换。 合适晶相结构的金属材料和有一定表面硬度的金属材料可以提高材料寿命或者避免刮伤的产生。为了更好地理解复杂的刮伤机理和发现材料微观结构及硬度对抗刮伤性的影响,需要进行大量的不同条件下的实验研究。
等温淬火球墨铸铁(Austempered Ductile Iron, ADI)具有高强度、较好的延展性和韧性、可加工性和抗磨抗疲劳性。AD良好的综合性能得益于其独特的晶体结构(铁素体α,高碳奥氏体γHC),也使其成为非常重要的工程材料[4]。常规的钢铁材料由于回火奥铁体发生相变会产生铁素体和碳素体。与常规材料不同,ADI产品可以熔化并容许晶相还原。铸造可以去除不必要的锻造和装配,从而大大减少造价和重量[5-6]。因此,ADI在工程应用上可以代替锻造和铸铁,如凸轮轴、传动轴、活塞套以及应用在许多其他相关的铁路和重型工程机械上[5-7]。一种二阶热处理方法用在了ADI材料的处理上:奥氏体化(898.9 ℃/(25 min)), 然后进行等温淬火(293.3 ℃/(45 min))[4,7-9]。
ADI的机械性能参数有很大的范围,主要是由热处理参数变化而导致的晶相变化所决定,如奥氏体化的温度和时间[4,9-11]。对于ADI的摩擦性能的研究有很多[12-19],但是很少对ADI的刮伤性能进行探讨。Magalhaes[20]等发现ADI的参数变化在某种程度上可以帮助提高材料的抗刮伤。
J.M.Han[21]等指出,在低速条件下或者含有高含量的残余奥氏体的ADI材料有较高的抗刮伤性能。 同时,他们还发现光滑的接触面和良好的润滑可以提高材料抗刮伤性能。但是,这些文献中并没有进行深入的探讨和解释元素含量及表面硬度对刮伤性能的影响。
文中的目的是研究不同热处理方法下的镍元素和材料硬度变化对ADI材料表面刮伤性能的影响。
1 实验材料和热处理
选用两种不同镍含量的ADI材料A和C。具体元素含量参数见表1。

表1 A和C材料的化学成分
把这两种材料(A 和C)分为两组(第一组和第二组)。 把第一组样品平均分成3份,并进行3种不同热处理。ADI(A和C)在898.9 ℃下盐浴热处理20 min进行奥氏体化, 然后在293.3 ℃下盐浴淬火20 min。 淬火后空冷到室温。 对于聚合物淬火(Q)的样品, 把 A和C样品加热到916 ℃保持25 min,然后进行聚合物淬火。I样品在30 kHz下电磁处理5 s,然后进行聚合物淬火。具体每组热处理方式和样品组命名方法分别见表2和表3。

表2 样品热处理方法
表3 样品组命名方法
第二组样品在276 ℃、321 ℃ 和373 ℃不同温度下分别进行5、30、60 min奥氏体化,然后进行聚合物淬火。具体样品编号见表4。

表4 样品热处理矩阵
2 试 验
2.1 样品硬度测试
使用LSCO R-260硬度测试仪进行样品硬度测试,每个样品测两三次取平均值,如图1所示。

图1 LSCO R-260 硬度测试仪
2.2 刮伤试验
试验在室温条件下的球-盘摩擦仪上进行,其仪器及采集系统分别如图2和图3所示。

图2 球-盘摩擦测试仪
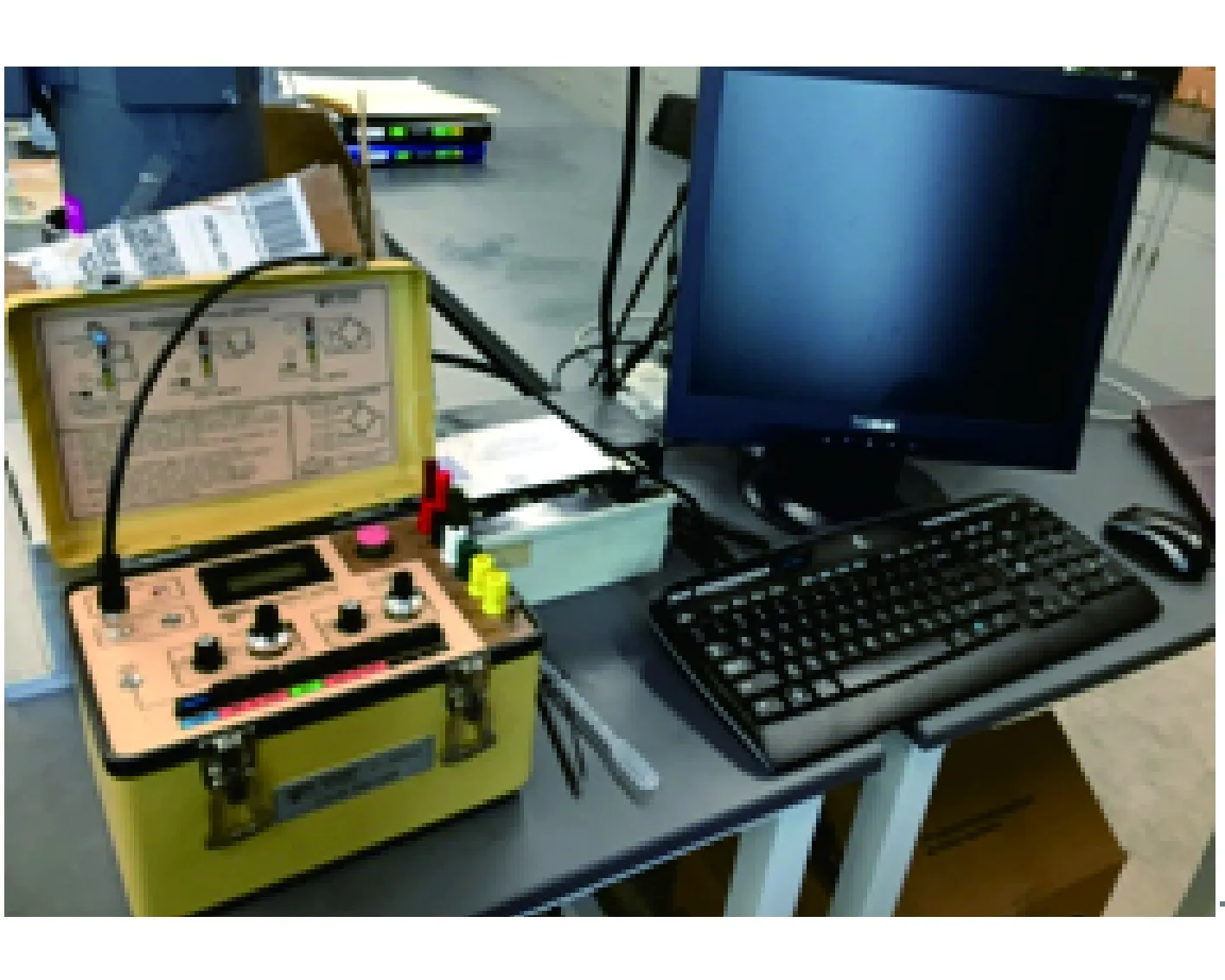
图3 数据采集系统
钢球材料是52100钢,直径7.94 mm,硬度66HRC。碟状样品直径65 mm,厚度10 mm。样品表面在热处理后用磨床加工到平均粗糙度在0.3~0.4 μm,粗糙度测量使用的是WYKO 3D profiler粗糙度测试仪。 试验是在转速700 r/min下进行加载,实验过程中转速变化如图4所示。
选择3种不同的钢球轨迹旋转直径,这样可以得出3种不同线速度的轨迹线。一个轨迹圆直径是0.045 m ,线速度是1.645 m/s, 另一个直径是0.040 3 m ,线速度是1.467 m/s, 第三个轨迹圆直径为0.036 3 m ,线速度是1.330 m/s。加载方式为每120 s增加22 N,如图5所示。

图4 试验加载过程中仪器转速变化趋势

图5 载荷加载过程示意图
试验直到表面摩擦系数突然增大,表面出现刮伤时立即停止。当刮伤出现时摩擦系数会突然增大,同时伴随着剧烈的震动和尖锐的噪声。这时总的载荷定义为刮伤载荷。摩擦力和摩擦系数通过惠斯通电桥并联数据采集系统进行记录。润滑方式采用无添加剂的黏性为53cp白矿物润滑油在室温下进行润滑。所有的试验都至少重复两次,并记录平均摩擦系数和刮伤载荷。通常情况下摩擦系数大约在0.1左右,当刮伤出现,瞬间摩擦系数会骤然跳到0.25或者更高。
3 试验结果及分析
3.1 样品硬度测试结果
具体硬度值见表5和表6。
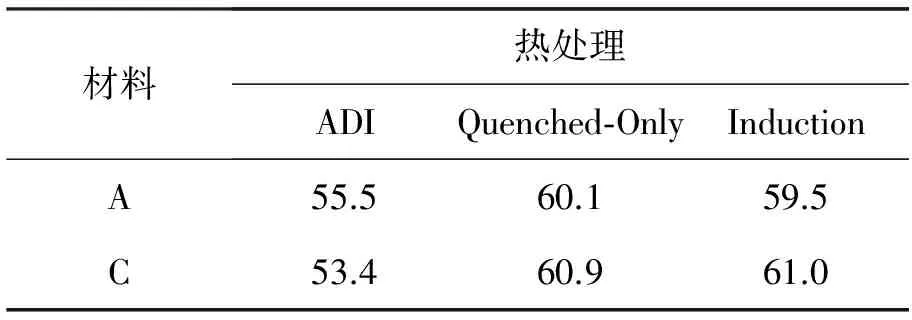
表5 第一组样品硬度值(HRC)

表6 第二组样品硬度值(HRC)
第一组结果显示,AA和AC样品硬度最低,其他组硬度较高并都在HRC60左右。 第二组样品硬度随热处理时间的延长和温度的升高而降低,如图6所示。

图6 第二组样品硬度变化趋势图
3.2 第一组试验数据及分析
不同样品在1.645 m/s的速度下摩擦力/摩擦系数载荷变化趋势分别如图7、图8所示。

图7 实验过程中摩擦力变化图

图8 摩擦系数变化图
摩擦系数随载荷的增加而变大,但在加载之前一直保持相对稳定直到表面刮伤出现导致摩擦系数突然增大。结果如下:
1)A样品比C样品有更好的抗刮伤性;
2)电磁处理的样品刮伤载荷最大,而普通处理的ADI刮伤载荷最低。
通过对比不同样品之间的平均刮伤载荷来直观表示样品性能,实验样品平均刮伤载荷如图9所示。

图9 第一组实验样品平均刮伤载荷
A和C两种材料在700 r/min转速条件下分别以半径R为22.5、20.15、18.15 mm重复试验两次。结果显示,硬度最高的淬火样品和电磁处理样品有较高的抗刮伤性。A组样品(Ni含量较高)在高速条件下比C材料有更好的抗刮伤性能。
3.3 第二组试验数据及分析
第二组实验只对A种材料进行了测试,目的是进一步了解热处理对材料刮伤性能的影响。结果显示A1样品平均硬度值最高为HRC 57.5,同时抗刮伤性能最好。A15和A17号样品平均硬度值最低,分别为HRC 33.5 和30.7,但是抗刮伤性却好于其他样品。余下的样品硬度值在54 到38.95之间,且性能差距很小。试验结果如图10所示。
刮伤区域的宽度和深度情况见表7。
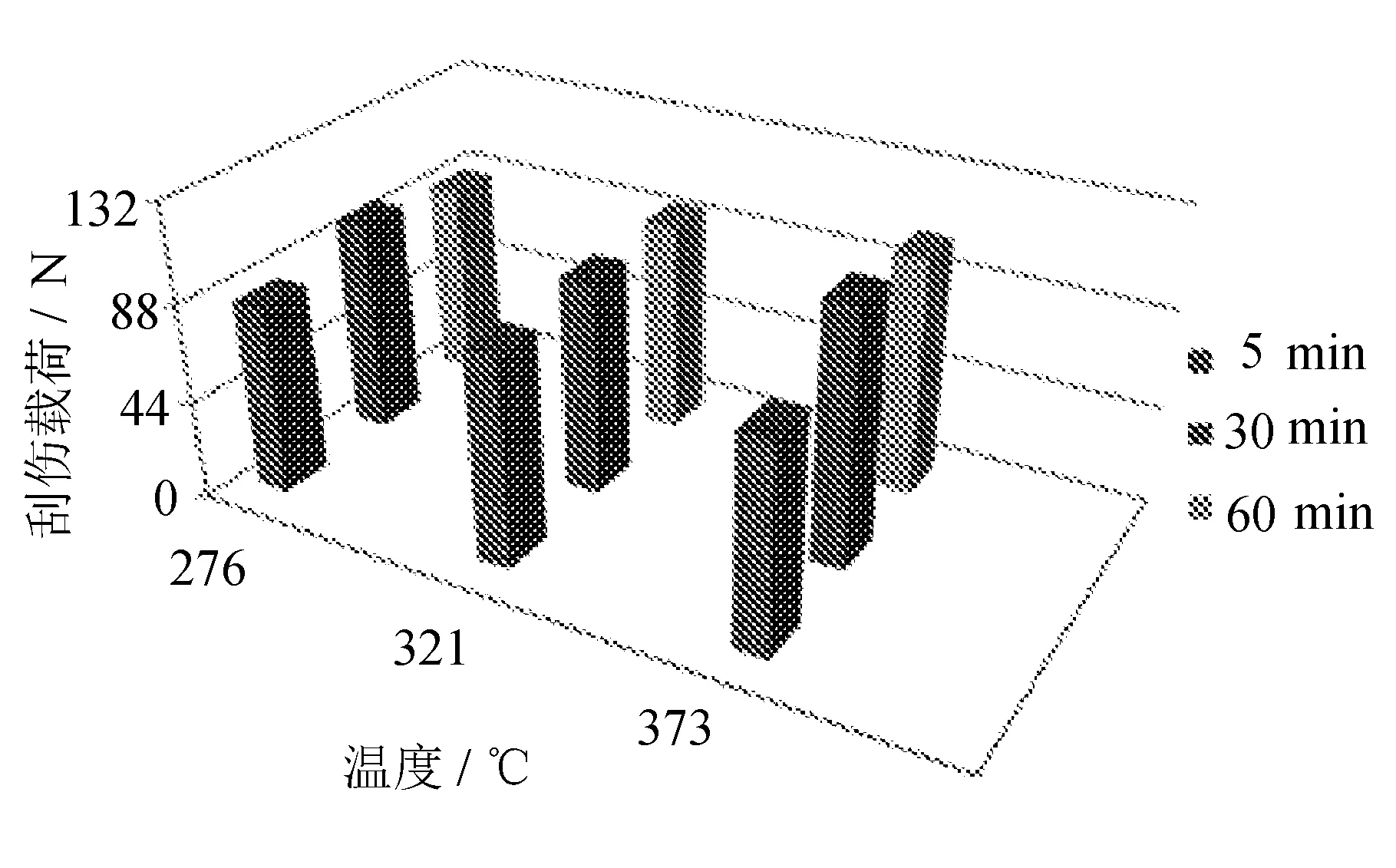
图10 第二组实验平均刮伤载荷

温度/℃时间/min53060276321373
结果显示:划痕的深度和宽度随样品表面硬度的降低而变深、变宽。在373 ℃保持恒温60 min的样品表面划痕最深、最宽, 同时在276 ℃下保持5 min的样品表面划痕最浅、最窄。当钢球在硬度较低的材料表面作用时,接触面积也就相应地增大了。这就意味着接触压力的降低,使其具有更好的润滑和自我修复能力。
4 结 语
为了更加深入地了解表面刮伤机制,文中对两种不同化学组成的灰铸铁样品进行了表面刮伤实验。实验对比了镍元素含量对样品抗刮伤性能的影响,对比了不同热处理条件下刮伤载荷的变化以及材料硬度对划痕的产生影响。
1)载荷越大,塑性变形越大,使实验样件直接接触面积增加和润滑条件变好,最终能够提高材料的抗刮伤性。
2)含有更高镍含量的A材料比C材料有更好的抗刮伤性能,说明镍元素能够有效地提高材料表面抗刮伤性能。
3)电磁处理的ADI样品比其他热处理条件下的样品更难产生表面刮伤。
4)高硬度的样品表面划痕比硬度低的样品表面划痕更浅更窄。同时高硬度材料的划痕内及两侧的塑性变形量也较小。
5)在276 ℃下保持 5 min的样品A1和A2 表面硬度最高,抗刮伤性能最好。
6)样品A15(A16) 和A17(A18) 硬度最低但他们的抗刮伤能力仅次于5)中的样品。分析原因归结为:低硬度表面材料之间接触面积增大,使接触压力减小,同时也改善了润滑条件。
[1] J Qu, J J Truhan, P J Blau, et al. The development of a “pin-on-twin” scuffing test to evaluate materials for heavy-duty diesel fuel injectors[J]. Tribology Transactions,2007,50:50-57.
[2] T E Cranshaw, R G Company. The study of scoring and scuffing on lubricated sliding surfaces by mossbauer spectrography[J]. Journal De Physique,1979(C2):589-591.
[3] P J Blau, J Qu. Transient Scuffing of Candidate Diesel Engine Materials at Temperatures up to 6001 C[C]//Project Milestone Report, March 31st, Oak Ridge National Library, Oak Ridge, TN,2003.
[4] V Kilicli, M Erdogan. Effect of ausferrite volume fraction and morphology on tensile properties of partially austenitized and austempered ductile irons with dual matrix structures[J]. International Journal of Cast Metals Research,2007,20:202-214.
[5] Anon. A design study in austempered ductile iron[EB/OL]. (2010-01-18)[2017-03-10]. http://www.sfsa.org/ tutorials/drive_wheel/Drive%20Wheel.pdf.
[6] Anon. Leading supplier, manufacturer and exporter of industrial gears and custom made gears[EB/OL]. (2010-01-17)[2017-03-10]. http://www.gearshub.com/ ductile-iron-gears.html.
[7] B Radulovic, B Bosnjak. The inuence of austenitising temperature on the microstructure and mechanical properties of low-alloyed Ni-Mo-Cu aus-tempered ductile iron[J]. Materiali in Tehnologije,2000,35(5):207-212.
[8] Y J Kim, H Shin. Investigation into mechanical properties of austempered ductile cast iron (ADI) in accordance with austempering temperature[J]. Materials Letters,2008,62:357-360.
[9] D Myszka. Austenite-martensite transformation in austempred ductile iron[J]. Archives of Metallurgy and Materials,2007,52(3):475-480.
[10] B Radulovic, B Bosnjak. The inuence of austenitising temperature on austempering kinetics of Ni-Mo alloyed ductile iron[J]. Materiali in Tehnologije,2004,28(6):307-312.
[11] O Eric, M Jovanovic. Microstructure and mechanical properties of Cu-Ni-Mo austempered ductile iron[J]. Journal of Mining and Metallurgy,2004,40B(1):11-19.
[12] J Yang, S K Putatunda. Effect of microstructure on abrasion wear behavior of austempered ductile cast iron (ADI) processed by a novel two-step austempering process[J]. Materials Science and Engineering,2005,406(A):217-228.
[13] L Magalhaes, J Seabra, C Sa. Experimental observations of contact fatigue crack mechanisms for austempered ductile iron (ADI) discs[J]. Wear,2000,246:134-148.
[14] U R Kumari, P P Rao. Study of wear behavior of austempered ductile iron[J]. Journal of Material Science,2009,44:1082-1093.
[15] R C Dommarco, P C Bastias, H A Dall’O, et al. Rolling contact fatigue (RCF) resistance of austempered ductile iron (ADI)[J]. Wear,1998,221:69-74.
[16] M C Cakir, A Bayram, Y Isik, et al. The effect of austempering temperature and time onto the machinability of austempered ductile iron[J]. Materials Science and Engineering,2005,A407:147-153.
[17] A S M A Haseeb, M A Islam, M M A Bepari. Tribological behavior of quenched and tempered, and austempered ductile iron at the same hardness level[J]. Wear,2000,244:15-19.
[18] Y Sahin, M Erdogan, V Kilicli. Wear behavior of austempered ductile iron with dual matrix structures[J]. Materials Science and Engineering,2007,A444:31-38.
[19] M J Perez, M M Cisneros, H F Lopez. Wear resistance of Cu-Ni-Mo austempered ductile iron[J]. Wear,2006,260:879-885.
[20] L Magalhaes, J Seabra. Wear and scufng of austempered ductile iron gears[J]. Wear,1998,215:237-246.
[21] Jiman Han, Qian Zou, Gary Barber, et al. Effect of surface roughness and lubrication on scuffing for austempered ductile iron(ADI)[J]. SAE Int. J. Fuels Lubr,2015,8(1):21-26
The study of the heat treated Austempered Ductile Iron (ADI) scuffing mechanism
MU Deqiang1, MA Jingchao1, Gary Barber2
(1.School of Mechatronic Engineering, Changchun University of Technology, Changchun 130012, China; 2.Tribology Lab, Oakland University, Rochester MI 48309, Michigan, USA)
Scuffing can be occurred in various engineering components, such as engine cylinders and liners, gears, crankshafts, and camshafts. Because of self-lubricating characteristics and excellent mechanical properties, Austempered Ductile Iron (ADI) is finding increasing application in those components. The objective of this research is to study the difference of scuffing behavior between two different ductile iron materials (A and C) with several different treatments (austempered with different time and temperature, quenched and inducted). Rotational ball-on-disk tests were run under lubricant of white mineral oil. A step load was applied until scuffing occurred. The results indicate that ADI with Ni have better scuffing resistance, and the hardness is not the dominate parameter of scuffing resistance between specimens which have same chemical composition.
scuffing test; scuffing mechanism; heat treatment; Austempered Ductile Iron (ADI).
2017-03-10
母德强(1961-),男,汉族,辽宁昌图人,长春工业大学教授,博士,主要从事精密加工与检测技术研究,E-mail:mudq@ccut.edu.cn.
10.15923/j.cnki.cn22-1382/t.2017.3.03
TG 174.4
A
1674-1374(2017)03-0224-07
