热轧板酸洗机组中的拉矫机故障分析与改进
2017-07-19周华
周 华
(攀钢集团西昌钢钒公司板材厂, 四川 西昌 615032)
设备改造
热轧板酸洗机组中的拉矫机故障分析与改进
周 华
(攀钢集团西昌钢钒公司板材厂, 四川 西昌 615032)
对热轧板酸洗机组拉矫机在生产应用中出现的问题,进行了分析并采取改进措施,通过增设博士刀装置消除带钢表面压印,改变出口转向辊的安装位置,减少带钢C型弯,改进工作辊装配、安装方式,使旋转接头及支座频繁磨损、烧损的几率大幅下降,改进下弯曲辊零位标定方式,带钢的弯曲量更加合理。对提高带钢板型质量起到了良好的效果。
拉矫机;热轧板;酸洗
0 前言
西昌钢钒公司板材厂热轧板酸洗机组以热轧板卷为原料,在酸洗机组上经酸洗去掉带钢表面的氧化铁皮、切边及涂油等工序处理后得到热轧酸洗板卷。拉矫机设置在带钢酸洗槽前,一方面可以起到机械破鳞的作用从而提高酸洗效率,另一方面可以改善热轧原料板型,提高成品板型质量。该拉矫机在生产中对酸洗带钢表面质量和板型质量具有举足轻重的作用,但是也出现了一些问题,为适应生产、对其进行了分析并改进,收到了良好的效果。
1 拉矫机组成及技术参数
该拉矫机主要由拉矫机主机(由机架、两弯一矫3个单元辊系、入出口转向辊等设备组成)、入出口张力辊组与传动装置、液压系统、气动与供气系统等部分组成。
拉矫机技术参数:
带钢厚度 1.2~6.0 mm
带钢宽度 900~1 680 mm
拉矫机最大张力 500 kN
最大延伸率 3.0%
2 拉矫机生产中出现的问题
(1)带钢表面出现的压印。压印周期性规律较为明显,现场测量发现压印间距约为785 mm,与机架内转向辊周长吻合。经过观察、分析,认为压印形成的原因在于带钢经过拉矫机破鳞后、表面脱落的氧化铁皮或铁粉粘结在转向辊表面,带钢通过转向辊时粘结在辊面的铁皮或铁粉压在带钢表面形成压印。
(2)带钢经过拉矫机后出现C型弯。带钢经过拉矫机拉伸弯曲、消除了一部分浪型,同时带钢在大张力作用下反复弯曲变形,也会对板形带来新的影响,主要是经过最后一套弯曲辊后遗留下来的残余变形,在大张力作用下带钢产生的C形弯曲。带钢弯曲沿宽度方向向下,表明有向下的力量使带钢弯曲。机架内辊系布置如图1所示,3套转向辊对带钢均有向下的压力,矫直辊可消除前面转向辊及弯曲辊系对带钢向下的弯曲变形,机架出口侧最后一套转向辊很可能对带钢的C型弯造成了决定性的影响。经过现场观察、分析后,认为可能是出口侧转向辊对带钢压入过深造成带钢在辊子上产生了较大的弯曲,从而产生二次C型弯曲。
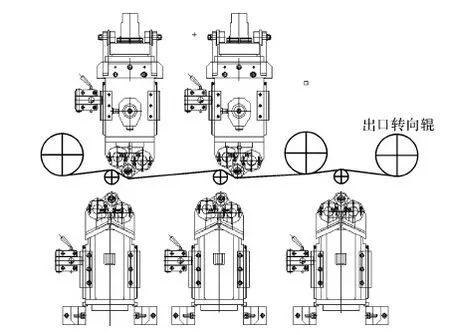
图1 出口转向辊
(3)工作辊旋转接头及支座频繁磨损、烧损。由于带钢板型等原因,工作辊存在轴向窜动,因此工作辊两个端头设计了旋转接头及支座、圆形挡座进行轴向定位。旋转接头与挡座位置如图2所示。经过一段时间的运行,旋转接头及端部圆形挡座频繁磨坏或烧损。经过现场观察、分析,发现故障主要由以下几个因素造成:旋转接头与圆形挡座端面间隙太小,造成接触摩擦;旋转接头与工作辊连接部位螺纹松动退出,旋转接头与圆形挡座接触磨损;工作辊窜动后未恢复初始位置,旋转接头与圆形挡座接触磨损。

图2 旋转头与挡座位置关系示意图
(4)下工作辊零位标定方式不合理。下弯曲辊零位标定以机架内入口、出口侧转向辊为基准,即下弯曲辊上辊面与转向辊下辊面在同一高度时,将下弯曲辊此时位置标定为零位。生产中,下弯曲辊与上弯曲辊必须配合使用才能产生改善板型及破鳞的效果。上弯曲辊降至下极限位置后其下辊面与转向辊下辊面存在18 mm的高度差(上弯曲辊比转向辊低),下弯曲辊以转向辊为基准标定零位后,当上弯曲辊还未压下时、下弯曲辊已经对带钢有18 mm的压入量,这种标定方式造成上下弯曲辊对带钢弯曲量过大,带钢实际板型达不到预期效果。
3 改进措施
(1)清除转向辊上粘结的氧化铁皮或铁粉。如图3所示安装辊面清洁装置,对转向辊增设博士刀,博士刀由气动系统进行控制,生产时刀片贴近辊面、刮掉铁皮或铁粉,脱落的铁皮或铁粉由除尘系统带走。
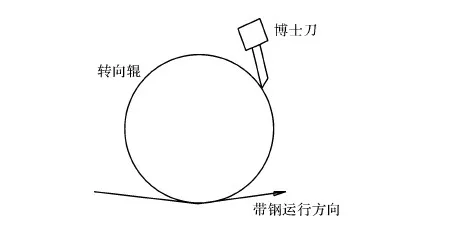
图3 增设博士刀示意图
(2)提高出口转向辊辊面标高,减少出口转向辊对带钢的压入深度。但由于机架内空间限制、转向辊重新定位精度不好保证,将出口转向辊从机架内拆除、重新制作轴承座安装到机架牌坊外,并通过增加筋板、拉筋对转向辊固定钢结构加固,同时适当提高转向辊辊面标高、减少转向辊对带钢的压入深度。原设计出口转向辊与矫直辊中心距310 mm,移到机架牌坊外后中心距增加到995 mm;辊面标高较原设计提高了80 mm,如图4所示。

图4 出口转向辊位置改动示意图
(3)减少工作辊旋转接头及支座磨损。由于工作辊操作侧、传动侧各有一个支座对辊子轴向位置进行限位,传动侧支座带定位销、不能调整位置,操作侧支座无定位销可以调整位置,工作辊安装时,通过调整操作侧支座位置保证旋转接头与支座留出合适的间隙;同时,对旋转接头与工作辊连接部位螺纹采取防松措施,如涂抹螺纹锁固胶;另外,每次机组开机前对辊盒装置进行检查时,确认工作辊是否在辊盒中间位置,若不在中间位置需调整其位置、确保在中间位置。
(4) 改进下弯曲辊零位标定方式。以上弯曲辊降下到极限位置为基准,下弯曲辊上辊面与上弯曲辊下辊面在同一高度时,将下弯曲辊此时位置标定为零位。
4 拉矫机改进效果
(1)通过对转向辊增设博士刀装置,带钢表面压印得到了根本消除。
(2)出口转向辊安装位置的改动,减少了出口转向辊对带钢的压入深度,带钢C型弯得到了极大改善,提高了带钢板型质量。
(3)工作辊装配、安装方式改进后,旋转接头及支座频繁磨损、烧损的几率大幅下降,改进前每个星期都会出现旋转接头、支座磨损、烧损的故障,改进后至今未出现类似故障。
(4)下弯曲辊零位标定方式改进后,下弯曲辊在零位时与带钢刚好接触、无压入量,与上弯曲辊配合使用时更好地反映了带钢实际弯曲程度,给生产操作人员判断、调整带钢弯曲量提供了更准确的技术数据。
[1] 黄华清. 轧钢机械[M].北京:冶金工业出版社, 1980.
[2] 吴云刚,倪秋良. 拉矫机故障分析及改进[J]. 技术改造与改进,2014(05):57-58.
[3] 宋晓峰,张园园. 钢板矫直机故障分析及改进[J]. 设备管理与维修,2010(07):44-45.
[4] 杜明星. 横切线矫直机故障分析及解决[J]. 甘肃冶金,2011(01):8-9.
[5] 肖军,王勤. 横切线矫直机应用分析与优化设计[J]. 轧钢,2009(06):40-42.
[6] 刘启胜. 热轧厂1号横切线1号矫直机改造[J]. 武钢技术,2001(06):13-15.
[7] 文琴,陈智勇. 张力拉矫机张力系统故障分析[J]. 控制工程,2003(01):62-64.
[8] 姚舜. 热镀锌机组拉矫机振动纹缺陷分析[J]. 冶金设备,2014(01):39-42
[9] 毛兴. 1550酸轧拉矫机2#张力辊异音分析[J]. 宝钢技术,2002(增刊):11-13.
[10]曹俊华,陈志豪,李江宇. 拉弯矫直机组张力及延伸率控制系统改进[J].电力及自动化控制,2015(03):53-56.
Fault analysis and improvement of tension leveller for the hot rolled pickling line
ZHOU Hua
(Board Mill,Xichang Steel Vanadium Co., Ltd. of Pangang Group, Xichang 615032,China)
The problems of tension leveller for hot-rolled pickling line in production were analyzed and improvement measures were taken. Strip surface embossing was eliminated by adding the doctor knife, the strip "C" bending deformation were reduced by changing the installation position of the exit deflector roll, the wearing or burning of rotating joint and holder were reduced by improving the way of work roll assembly and installation, the strip bending were more reasonable by improving the way of the below bending roll zero calibration. The improvements got good effects for improving the strip shape quality.
tension leveler; hot-rolled plate; pickling
2017-02-16;
2017-04-09
周华(1978-),男,重庆开县人,工程师,主要从事冷轧机械设备点检工作。
TG333
A
1001-196X(2017)03-0087-03
