DP980高强钢激光焊接组织与性能研究
2017-07-18辛立军
秦 昊,辛立军,周 岐
(辽宁工业大学 材料科学与工程学院,辽宁 锦州121001)
DP980高强钢激光焊接组织与性能研究
秦 昊,辛立军,周 岐
(辽宁工业大学 材料科学与工程学院,辽宁 锦州121001)
采用IPG YLR-6000-ST2光纤激光器对DP980高强钢板进行焊接试验,主要研究了工艺参数对焊接质量的影响,分析了焊缝的显微组织与力学性能。结果表明DP980高强钢板光纤激光焊接接头成形良好;焊缝组织呈柱状晶结构,主要为侧板条铁素体,针状下贝氏体及少量板条马氏体;热影响区宽度很窄,晶粒长大不明显;显微硬度由焊缝中心向母材逐渐降低,没有出现软化现象。
光纤激光;激光焊接;DP980高强钢
双相钢(Dual Phase Steel,简称DP钢)是由低碳钢或低碳合金钢经过临界区热处理或控制轧制工艺而得到的一种高强度钢。在其微观结构上含有两种金相,一种是提供良好可成形性的软相;另一种是提供材料强度的硬相。由于两相的存在,双相钢具有优异的强度、延展性以及加工硬化能力等良好的力学性能,还具有适中的淬透性、双相组织对焊接软化的不敏感性等良好的焊接性能[1-4]。因此,双相钢成为目前汽车用材料的一个重要发展方向。DP980高强钢是双相钢中的一个典型代表,具有良好的力学性能及成型加工性能。
近年,科研工作者对高强钢激光焊接进行了很多研究[5-7],对高强钢的焊接性及焊接规范有了一定积累,但高强钢激光焊接的应用还缺乏足够的数据,尤其是随着激光技术的发展,高功率激光焊接的质量与缺陷分析需进一步探索与研究。
本文采用高功率光纤激光器对1.0 mm厚度的DP980高强钢进行焊接实验,研究DP980高强钢激光焊接的影响因素与规律,并对焊接质量与缺陷进行了分析。
1 实验材料与设备
DP980高强钢板化学成分见表1。

表1 DP980高强钢板化学成分
实验用YLR-6000-ST2光纤激光器,最大功率为6 000 W,BPP=8.0 mm·mrad,使用200 μm芯径的光纤进行传输,准直镜焦距为150 mm,聚焦镜焦距为250 mm,所得聚焦光斑直径为0.3 mm。
将焊件固定在焊接夹具上,采用Ar气作为保护气。分别改变输出功率,焊接速度,离焦量,保护气体流量以及装配间隙,以研究实验参数对焊接质量的影响。
2 实验结果与分析
2.1 工艺参数的影响
焊接速度与激光功率的关系如图1所示。从图中可以看出,焊接速度随激光功率的增加而增大。但随着功率的提高,由于等离子体的影响和激光束对熔池的搅拌作用加剧,焊缝表面飞溅严重,熔宽增大,甚至出现咬边,焊缝下塌等缺陷。
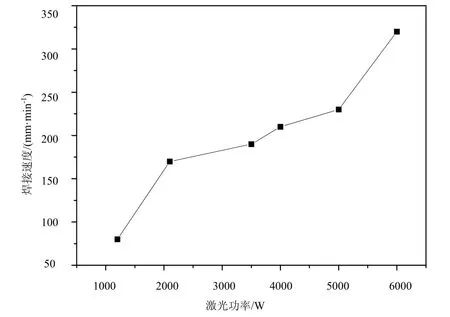
图1 功率对焊接速度的影响
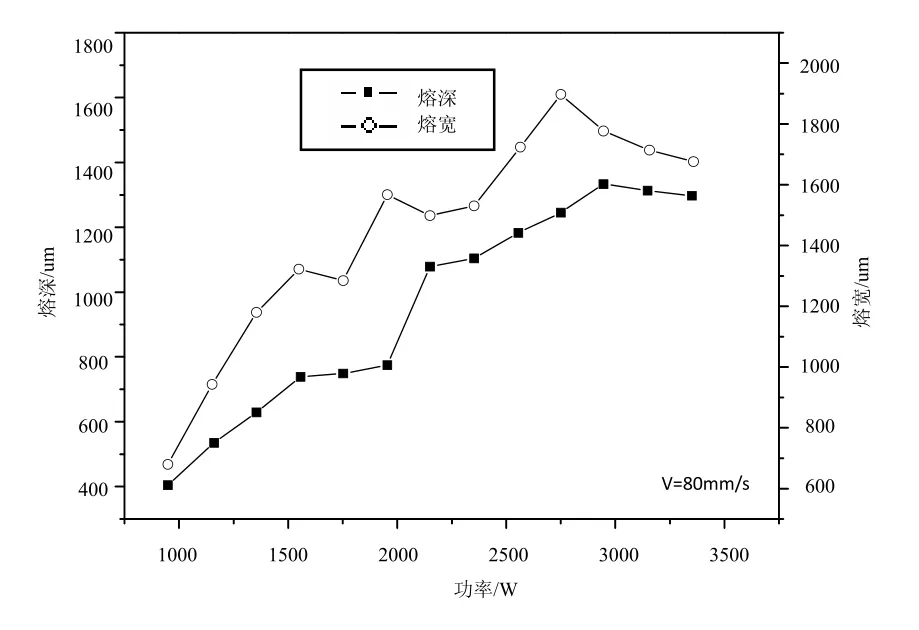
图2 激光功率对熔深和熔宽的影响
焊缝熔深及熔宽随激光功率变化曲线如图2所示。由图可以看出,开始阶段熔深随激光功率的增加而增加,此时焊接模式为热传导焊接;激光功率达到某一数值时熔深突然增大,此时焊接模式由热传导焊接转变为深熔焊接。深熔焊接的特征是“匙孔”的出现。匙孔出现后材料对激光的吸收急剧增大,因而在单位时间内将有更多的激光束能辐照到小孔底部,激光束对孔底的辐照加热作用强,孔底蒸发的材料越多,焊缝熔深增加[8-10]。熔宽随功率变化规律与熔深相似。
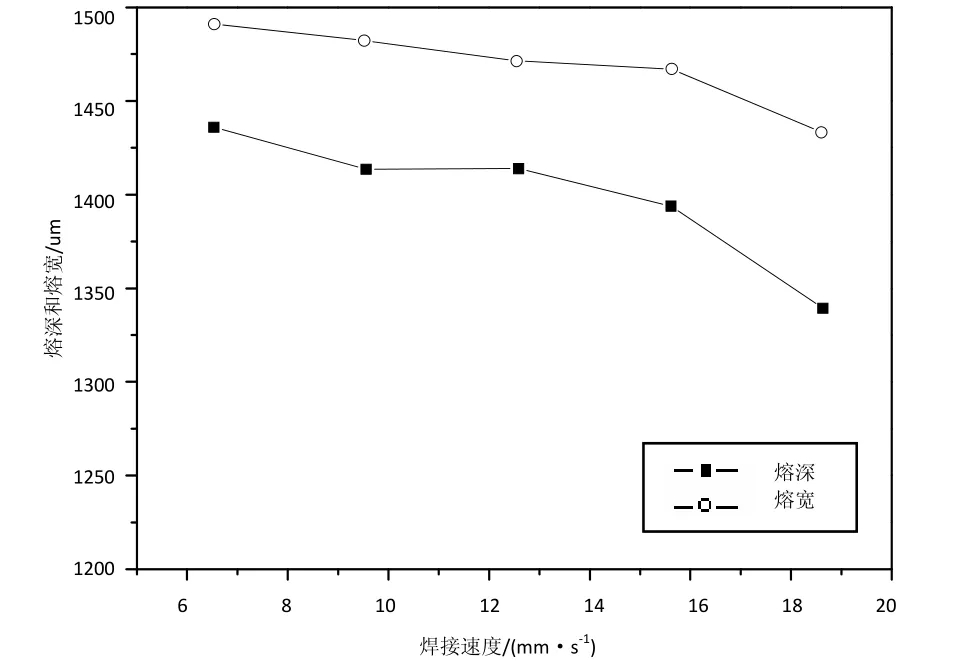
图3 焊速对熔深和熔宽的影响
焊接速度与熔深的关系曲线见图3。从图中可以看出,相同功率下,熔深随着焊接速度的增加而变小。因此,薄板或焊接性较好材料的焊接选用较高速度;厚板、难焊材料的焊接则需要降低焊接速度。焊接速度对熔宽也有影响。熔宽随着速度增加而降低,直至无法焊透。低速焊接熔池大而宽;高速焊接时,焊缝不平整。因此,对于激光功率和厚度一定的材料,应选择适宜的焊接速度。
随着装配间隙逐渐增大,对接越来越困难,当间隙大于0.3 mm时,不能实现连接。间隙为0.3 mm、0.2 mm时焊缝会出现下凹,这时有一部分的熔融金属间隙过大而滴落到夹具上,造成焊缝双面凹陷。
2.2 拉伸试验结果分析
对焊接试样进行拉伸试验,加载速度为1 mm/min。装配间隙为0时,焊缝强度优于母材,断裂在母材上;装配间隙大于0.1 mm时,断裂在焊缝位置。
图4为母材断口形貌,断口部位基本是韧窝和少量准解理,主要是由显微空洞生核、长大集聚直至断裂产生的空洞聚集。母材的化学成分不同时,比如C、Si、Mn、S、P等元素的含量不同时将影响到接头的力学性能。可采用国际焊接协会标准对碳当量(Ceq),热裂纹敏感性(Pcr)和冷裂纹敏感性(Pcm)进行焊接性的计算。经计算,碳当量Ceq为0.54~0.6,焊接性较差。Pcr为0.3965~0.4365,大于标准值,但是,S和P含量低,Mn含量高,可以阻止热裂纹的扩散。Pcm为0.305,低于标准值0.36,所以不会产生冷裂纹。除了化学成分,焊接工艺也会影响到焊接结果。焊接热输入量是重要参数之一。焊接线能量的变化引起焊接热循环的变化,导致接头奥氏体晶粒得变化。
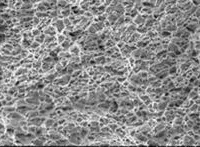
图4 母材断口扫描结果
2.3 焊缝微观组织分析
图5为母材组织,可以看出,夹杂物很少。
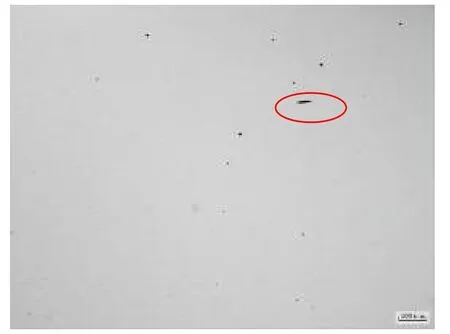
图5 母材金相组织
图6、图7分别为焊缝和热影响区金相组织。从图6可以看出,DP980焊缝组织主要是侧板条铁素体,针状下贝氏体及少量板条马氏体。由图7可以看出,DP980在热循环作用下,晶粒长大不明显,并且热影响区宽度很窄,仅有130 μm左右。这是由于DP980母材金属Mn、Si含量较高,有效阻止晶界迁移。同时,Mn、Si元素会在晶界上析出富含这些元素的化合物粒,也对Fe原子的扩散起阻碍作用,从而阻碍原奥氏体晶粒的长大。
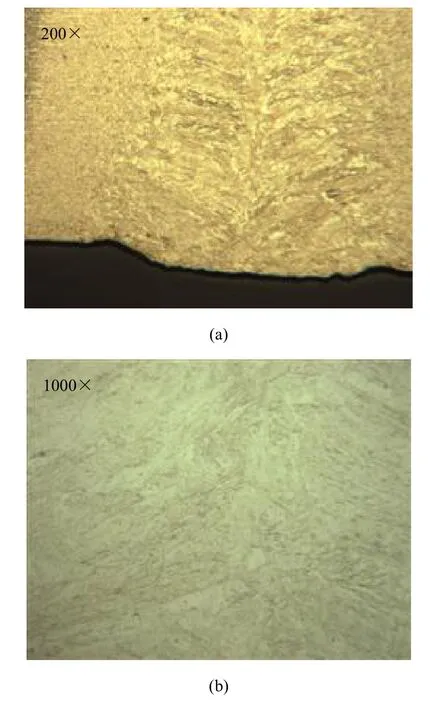
图6 焊缝区组织
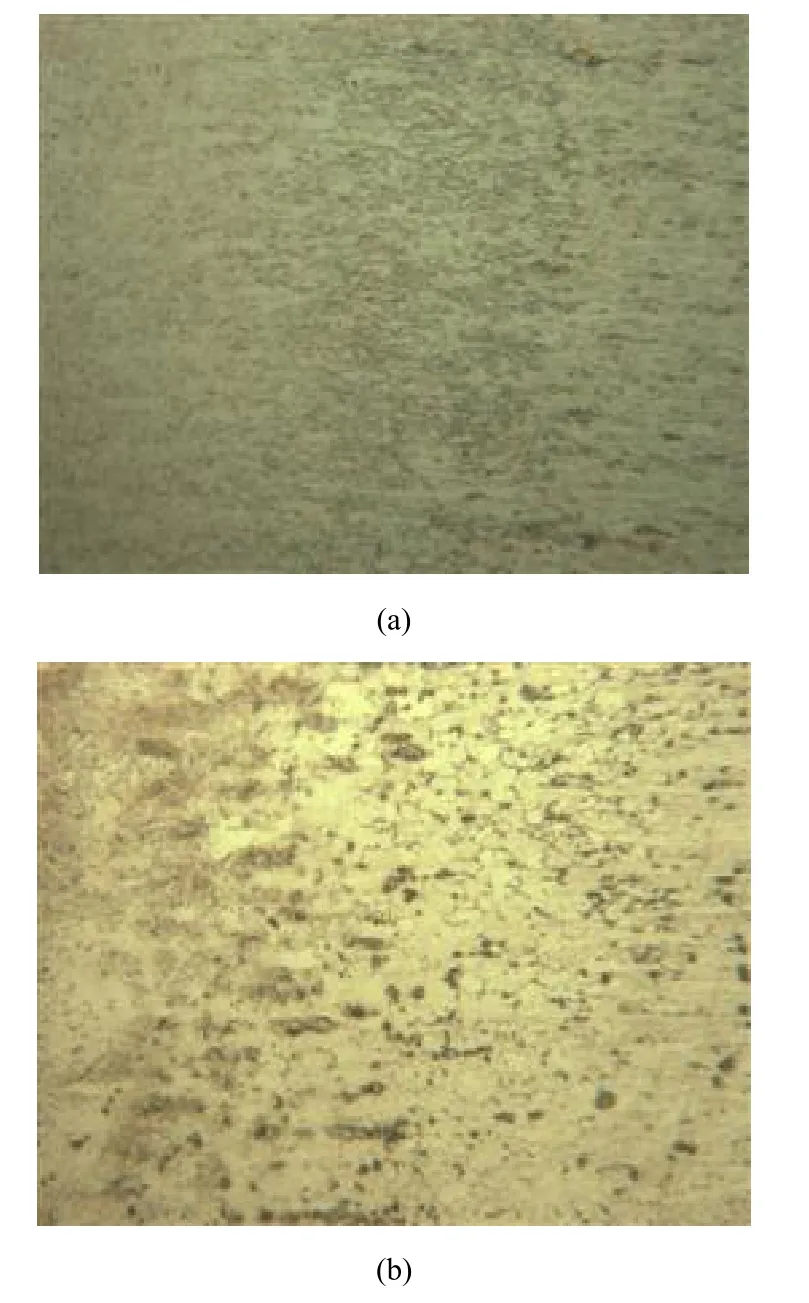
图7 热影响区组织
2.4 显微硬度分析
对DP980焊缝进行了显微硬度测试,加载载荷为100 g,载荷持续时间为10 s。得到图8焊缝的显微硬度曲线,很明显焊缝的硬度最大,显微硬度由焊缝中心向母材逐渐降低,没有出现软化现象。
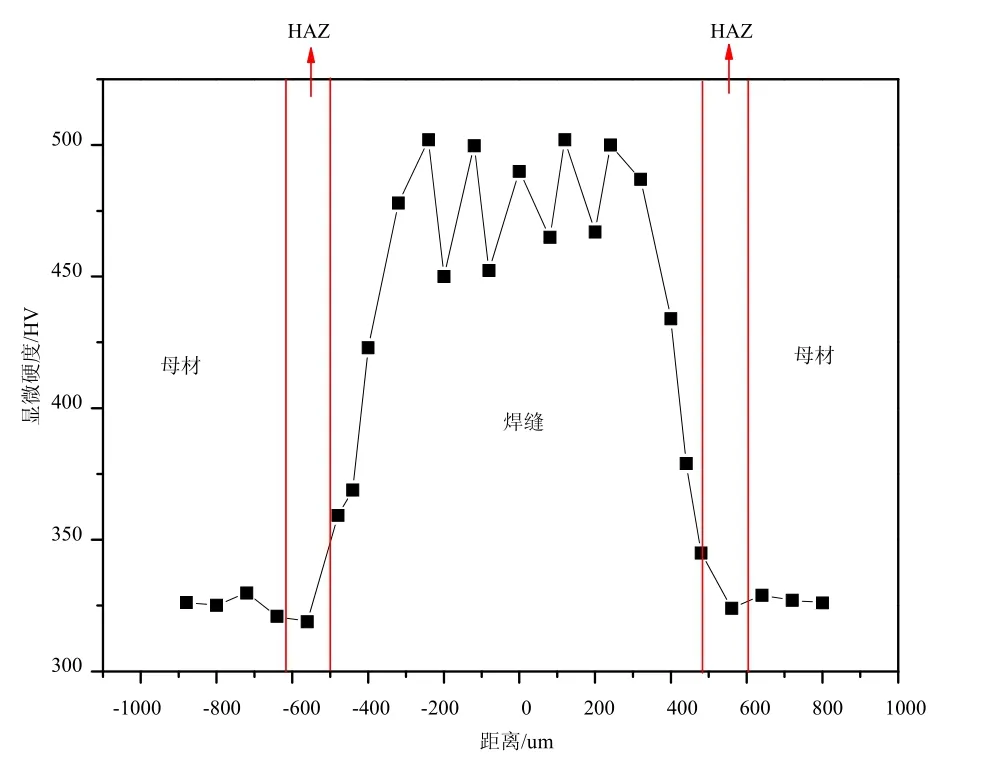
图8 DP980焊缝显微硬度曲线
3 结论
(1)焊接速度随功率增加而增大,熔深和熔宽随激光功率的增加先增加后减小,相同试验条件下,熔深随焊接速度的增加而减小;
(2)焊缝组织呈柱状晶结构,主要为侧板条铁素体,针状的下贝氏体及少量板条马氏体,热影响区宽度很窄,晶粒长大不明显;
(3)装配间隙为0时,焊缝强度优于母材,断裂在母材位置,装配间隙大于0.1 mm时,断裂在焊缝;
(4)由焊缝中心向母材显微硬度逐渐降低,没有出现软化现象。
[1]田成达.DP780高强钢动态力学行为研究[D].上海:上海交通大学,2008.
[2]刘宗昌,任慧平,郝少祥.金属材料工程概论[M].北京:冶金工业出版社,2007:71-73.
[3]陈连生,朱红一,任吉堂.热轧薄板生产技术[M].北京:冶金工业出版社,2006:125-126.
[4]石德珂.材料科学基础[M].北京:机械工业出版,1999.
[5]Shiner B.High power fiber lasers impact material processing[R/OL].Industrial Laser Solutions,2003:9-11.[2003-02-01].http://ils.pennnet.com
[6]Miyamoto I,Park S,Ooie T.Ultrafine keyhole welding processes using single-mode fiber laser[J].LMP Section A, 2003,2(3):203-212.
[7]Quintino L,Miranda R,Dilthey U,et al.Laser Welding of Structural Aluminium[J].Advanced Structured Materials, 2011,8:33-57.
[8]胡昌奎,陈培锋,黄涛.激光深熔焊接光致等离子体行为及控制技术[J].激光杂志,2003,24(5):78-80.
[9]左铁钏.高强铝合金的激光加工[M].2版.北京:国防工业出版社,2008.
[10]刘锟,刘金合,周畅.激光深熔焊接光致等离子体的控制[J].热加工工艺,2007,36(23):86-88.
责任编校:刘亚兵
Study of Fiber Laser Welding for DP980 High Strength Steel
QIN Hao,XIN Li-jun,ZHOU Qi
(Material Science and Engineering College,Liaoning University of Technology,Jinzhou 121001,China)
Welding experiments of DP980 high strength steel plate produced by Baosteel with IPG YLR-6000-ST2 fiber laser have been processed.The influence of welding parameters on welding quality has been investigated.Microstructure and mechanical character of welding seam have also been analyzed.It shows that the joint appearance of DP980 high strength steel welded with fiber laser has good performance and the mechanics property is good without fit-up gap.The microstructure of weld bead is columnar crystals;Heat-affected zone is narrow and the grain grows with little size;the measured micro-hardness values of the sample decrease smoothly from weld center to base metal.
fiber laser;laser welding;DP980high strength steel
TG161
A
1674-3261(2017)01-0033-04
2016-03-15
秦 昊(1994-),男,辽宁沈阳人,本科生。
辛立军(1982-),女,河北唐山人,讲师,博士。
10.15916/j.issn1674-3261.2017.01.009
