焊接HAZ微区转变及晶粒长大规律研究*
2017-07-18白庆伟麻永林邢淑清陈重毅亢晓岚
白庆伟,麻永林†,邢淑清,陈重毅,亢晓岚
(1.内蒙古科技大学 材料与冶金学院,内蒙古 包头 014010; 2.包头职业技术学院,内蒙 古包头 014010)
焊接HAZ微区转变及晶粒长大规律研究*
白庆伟1,麻永林1†,邢淑清1,陈重毅1,亢晓岚2
(1.内蒙古科技大学 材料与冶金学院,内蒙古 包头 014010; 2.包头职业技术学院,内蒙 古包头 014010)
采用不同热输入对12 mm SS400超细晶钢进行焊接,并对焊接接头过热区、正火区及不完全正火区晶粒长大程度与组织变化情况进行分析.结合有限元数值模拟的方法研究焊接热影响区及各子区宽度、组织、硬度随热输入的变化规律,得出焊接热输入与HAZ宽度关系曲线符合Boltzmann平衡态理论.试验结果表明,热输入为9.6~22 kJ/cm进行焊接时,HAZ及各子区宽度变化较小;当热输入大于22 kJ/cm时,HAZ宽度随热输入的增加而增加,尤其正火区宽度大幅增长.同时,过热区组织随着热输入增加片状贝氏体减少,逐步形成粗大的魏氏组织.接头硬度峰值逐渐升高,局部软化区逐渐扩大.在大热输入焊接时,焊接预热可有效抑制热影响区宽度发展.
显微组织;晶粒长大;HAZ;有限元;Boltzmann分布
SS400是一种400 MPa级超细晶粒钢铁材料,广泛应用于建筑承重构件.由于在生产过程中很少加入合金元素,将晶粒通过控轧控冷技术(TMCP)进行细化处理,生产成本大幅降低,而强度、韧性比常用同成分钢材提高一倍.但由于第二相粒子对晶粒钉扎作用较小,焊接热循环过程中原奥氏体晶粒异常长大,造成焊接接头质量下降[1-2].此外,根据焊接工艺的不同,焊缝熔深、熔宽以及热影响区(HAZ)宽度势必会不同,在生产中HAZ宽度对SS400的焊后性能有很大影响.过热区过宽容易造成脆断组织范围扩大,接头硬度峰值提高,塑、韧性降低;正火区过宽容易促使局部软化区形成与发展,同时加剧该区域组织不均匀性,接头抗拉强度下降.为强化接头的薄弱环节,在大型工程制造中通常需添加特种连接件增强其抗拉、抗剪性能[3].
焊接HAZ宽度实质是焊缝周围组织经过不同热履历而形成,是t8/5、峰值温度、传热条件等要素的综合体现.Ac1温度用来明确给出HAZ外端边界,而HAZ另一边端为熔合线处,其形成温度为金属熔点或液相线Tm.将焊接HAZ宽度作为一项技术指标进行研究,对焊接质量控制有更重要的意义[4].本文针对SS400钢12 mm中厚板,从不同热输入对过热区(CGHAZ)、正火区(FGHAZ)晶粒尺寸及组织变化情况入手,用试验结合有限元模拟的方法得到焊接热影响区宽度拟合曲线,分析不同热输入下HAZ各子区宽度及硬度变化规律,为优化SS400焊接工艺、提高焊接质量提供参考依据.
1 试验内容
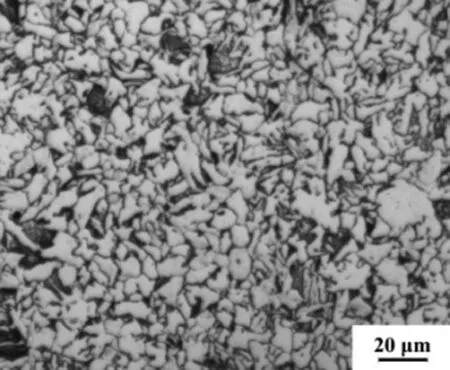
试验用钢为包头钢铁(集团)公司生产的400 MPa级SS400热轧钢板,显微组织为63%铁素体和37%贝氏体双相组成,铁素体晶粒尺寸在12~20 μm之间(如图1所示),平均显微硬度为141.75 HV(化学成分见表1).沿垂直于轧制方向取300 mm×200 mm×12 mm的试板5副,采用X形坡口平板对接,单边坡口角度为30°.

图1 SS400组织Fig.1 Microstructure of SS400
用电弧焊机进行双面单道焊,每组焊板焊接热输入由小到大逐渐增加(工艺参数见表2).层间温度控制在120 ℃.焊缝金属表面余高2 mm,焊缝平整均匀,无气泡缩孔.

表1试验用钢的化学成分(质量分数)Tab.1 Chemical composition of welded base metals %

表2 焊接参数Tab.2 Welding parameters
焊后对焊缝进行切割取样,接头金相试样经磨制、抛光、4%硝酸酒精溶液腐蚀处理后,用蔡司显微镜和扫描电子显微镜(SEM)进行金相组织观察.最后用HV-50A型维氏硬度计进行显微硬度测试.
2 试验结果与分析
2.1 热影响区组织分析
由于X形坡口进行第二道焊时会使部分HAZ以及焊缝组织产生二次再结晶,发生个别晶粒反常长大.为了避免此现象对试验干扰,选取第二道焊缝进行分析研究,而首道焊的热作用可对焊道进行预热.
过热区(CGHAZ)晶粒尺寸方便测量且能反映高温热影响区(HTHAZ)晶粒变化及组织特点.对9.6,22,37.8 kJ/cm焊接热输入下的CGHAZ组织进行对比.如图2(a),热输入为9.6 kJ/cm形成的CGHAZ含有多个反常长大的原始奥氏体晶粒,粗晶粒尺寸在50~90 μm之间.当热输入加载到22 kJ/cm时(图2(b)),过热区晶粒尺寸进一步增大,可达到110 μm左右,晶界清晰可见.针状魏氏(WF)组织及上贝氏体(BF)在奥氏体晶界处逐步形成.当热输入为37.8 kJ/cm时(图2(c)),母材组织过热严重,魏氏组织由晶界向晶内生长且枝晶臂更加粗化.晶粒长大到一定程度后,晶界曲率半径逐渐增大,扩散驱动力减弱,导致奥氏体晶粒尺寸受热输入影响减弱[5].
将图2(a)中A处及图2(c)中B处的高密组织用SEM进行表征,分别如图3(a)及图3(b)所示.热输入为9.6 kJ/cm,由于过冷度较小,导致转变为奥氏体时组织残留母材特征,形成片层状贝氏体.而热输入为37.8 kJ/cm时,魏氏组织形成温度高,铁素体片中具有表面浮凸,晶内片状贝氏体结构减少,下贝氏体亚单元按一定角度的交角均匀分布.魏氏组织的大量出现可能是导致HAZ韧性降低的一个重要原因[6-8].

(a)9.6 kJ/cm (b)22 kJ/cm (c)37.8 kJ/cm图2 不同热输入下CGHAZ显微组织照片Fig.2 The microstructure in CGHAZ under different heat inputs

(a)图2中A处 (b)图2中B处图3 过热区电镜照片Fig.3 The microstructure in CGHAZ by SEM
综前所述,热输入较低时,接头t8/5时间较短,原子连续扩散时间缩短,并且奥氏体晶界析出的Fe3C对晶粒钉扎作用明显,抑制了晶粒生长[9].冷却时奥氏体晶粒内含碳量过饱和的铁素体和碳化物组成韧性较好的片层贝氏体.随着t8/5时间的增加,CGHAZ原始奥氏体晶粒尺寸按一定比例显著增加,并且区域组织发生改变.晶界处贝氏体板条结构中的富碳区遭到破坏,沿奥氏体晶界析出大量针状铁素体,并且明显有长大的趋势[10].

(a)9.6 kJ/cm (b) 14 kJ/cm

(c) 22 kJ/cm (d) 23.4 kJ/cm
(e)37.8 kJ/cm图4 不同热输入下FGHAZ显微组织照片Fig.4 Microstructure in FGHAZ under different heat inputs
由于正火区(FGHAZ)形成温度为Ac3~1 100 ℃(晶粒急剧长大温度),位于奥氏体转变区内,晶粒形状均匀稳定且与不完全正火区(ICHAZ)相邻,可充分反映低温热影响区(LTHAZ)晶粒尺寸随热输入变化情况[11].如图4(a)(b),由于热输入在9.6 kJ/cm,14 kJ/cm时熔池附近温度较低,晶粒周围析出少量渗碳体,大多数铁素体形貌为针状.另外晶粒长大速度慢、保温时间短,细晶区铁素体平均晶粒尺寸只有2.3 μm左右.热输入为22 kJ/cm时,晶粒尺寸达到10.5 μm(如图4(c)),与前者相比明显长大.贝氏体分布于铁素体界面附近,渗碳体由铁素体晶界周围析出,局部C含量偏聚严重.热输入为23.4 kJ/cm时同样也出现区域偏析现象(如图4(d)),由于峰值温度高,保温时间长,铁素体晶界向畸变较大的区域生长,铁素体形貌开始发生改变,冷却形成界面能较小的球状晶粒,很少出现针状铁素体.而热输入达到37.8 kJ/cm时,铁素体晶粒延续上一长大过程(如图4(e)),但长大速率明显降低.C原子长时间均匀扩散,转变为较小的粒状贝氏体且均匀分布在铁素体外侧,碳偏聚逐渐减少.
2.2 HAZ宽度探究
在焊接过程中,焊缝周围金属的凝固方式主要受热输入和焊接速度的影响.焊缝冷却速度公式[12]为:
(1)
式中:Q为热输入;V为焊接速度;k为工件热导率;T0为焊接前温度.由式(1)可知,随着热输入与速度的比值Q/V下降,冷却速度提高,不利于晶粒形成与长大.
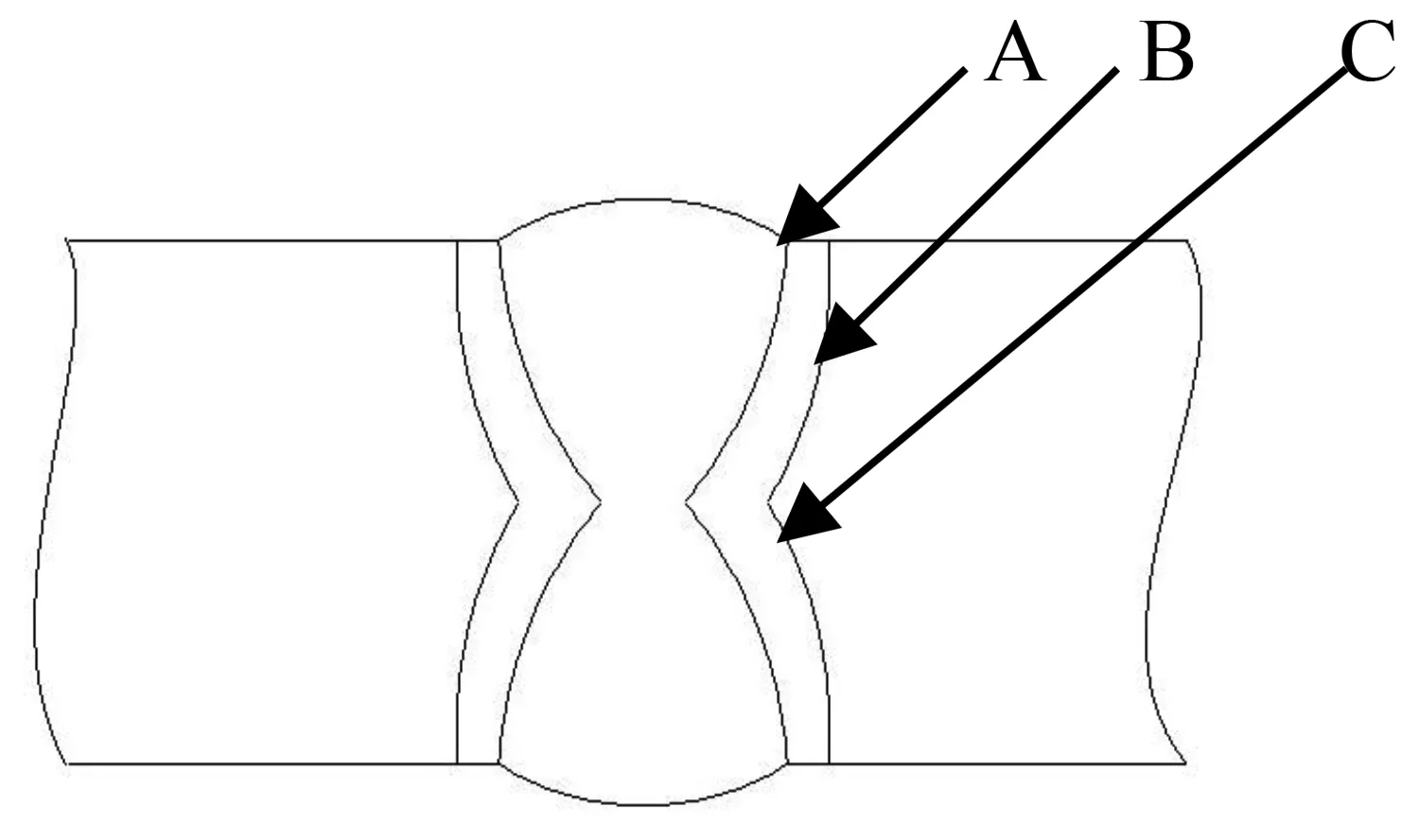
图5 X形坡口HAZ宽度示意图Fig.5 Width of HAZ on X-groove
结合金相组织分析判断,将热输入及HAZ尺寸控制在较小范围内可有效提高焊接质量.在对焊接接头进行宏观测量时发现X形坡口HAZ按照宽度可分为两个区域,即HAZ近表面处(图5A处)和焊缝-母材中心处(图5C处).同一焊缝HAZ近表面处形成热量传导最优区域,热量散失严重,冷却速度最快[13].由于传导散热的方向是沿温度梯度最大的方向,使近表面处较少组织达到HAZ开始形成温度Ac1以上,金属凝固后形成的HAZ较窄.然而焊缝-母材中心处正好位于X形坡口的中心处,冷却速率是整个接头最慢的区域,因此相变过程长时间处于晶粒长大期.同时,更多母材被加热到Ac1~Ac3之间,产生不完全相变,而此时传热速率恰好适于FGHAZ晶粒均匀化长大,造成焊缝-母材中心处的FGHAZ宽度最大.本试验选取其平均宽度(图5B处)对HAZ宽度进行测量研究.

图6 过腐蚀后的HAZ组织Fig.6 Microstructure of HAZ by overetching
进行各区域宽度测定时,用过饱和的苦味酸对接头腐蚀3 min,组织达到“过腐蚀”状态(如图6),使HAZ各子区对比度鲜明.采用低倍蔡司显微镜进行照相取样,之后用金相分析软件进行区域划分,对界线部分积分微元化处理求出其平均距离.

图7 热影响区子区宽度的关系曲线Fig.7 Variation of width with heat input of sub-areas in HAZ
HAZ各子区宽度曲线如图7所示,热输入为9.6~22 kJ/cm时,CGHAZ宽度占HAZ总宽度的50%以上,而ICHAZ最窄只有0.4 mm.结合金相组织分析,Tm~Ac1温度范围内冷却速度在较低水平,奥氏体晶界迁移相对较弱,区域生长不明显.当热输入大于22 kJ/cm时,焊接峰值温度较高,由于细晶粒的晶界多,界面能高,界面移动的驱动力高于粗大晶粒长大的驱动力,致使细晶粒长大速率相对较快,故FGHAZ和ICHAZ宽度迅速增加,此时接头的软化区成为最薄弱处;过热区虽然t8/5停留时间较长,但粗晶组织长大到一定程度后生长阻力大于驱动力,同时吞并较小晶粒,限制了此区域宽度增加,导致CGHAZ基本保持不变.

图8 有限元模型Fig.8 FEM model

图9 热输入与HAZ宽度的关系曲线Fig.9 Variation of width with heat input in HAZ
通过试验结合文献[14]中有限元模拟的方法对焊接热影响区宽度数据进行补充分析,1∶1实体有限元模型如图8所示.如图9所示,从试验及模拟结果可以看出在热输入为9.6~22 kJ/cm时,热输入对HAZ宽度影响相对较小,出现宽度变化平缓区,基本保持在2 mm左右;当热输入在22~37.8 kJ/cm时,HAZ宽度随热输入呈阶梯式增长;当热输入大于37.8 kJ/cm时,宽度增长出现第二个平缓区,此趋势正符合Boltzmann平衡分布理论[15],即热输入对热影响区宽度的影响存在急剧增长区域与相对平缓区.
设定焊接热输入与HAZ宽度的函数关系为y=g(x),根据图9中模拟值的特征曲线变化趋势,借助Boltzmann数学模型进行函数拟合.
拟合方程为:
(2)
求得X形坡口焊接热输入与热影响区宽度的通解为:
(3)
对数据和关系的相关性进行验证,其相关系数R>0.98.
根据文献[16]引入临界板厚概念并对单道坡口焊接热影响区宽度进行计算,对于“薄板”二维导热,由峰值温度推导可得宽度公式为:
(4)
式中:E为热输入;δ为板厚;Tn为HAZ外端边界形成温度;Tm为熔合线处形成温度;T0为环境温度;对体积比热容进行修正:cρ=6.2 J/(cm3·℃).得到单道焊接与X形坡口计算对比曲线如图10,在X形坡口110 ℃低热输入焊接工艺下,焊接热影响区尺寸几乎相同,但在较大热输入时,单道坡口温度梯度较大,导致宽度迅速增加,所以大热输入焊接时,预热可有效抑制热影响区薄弱组织生长.
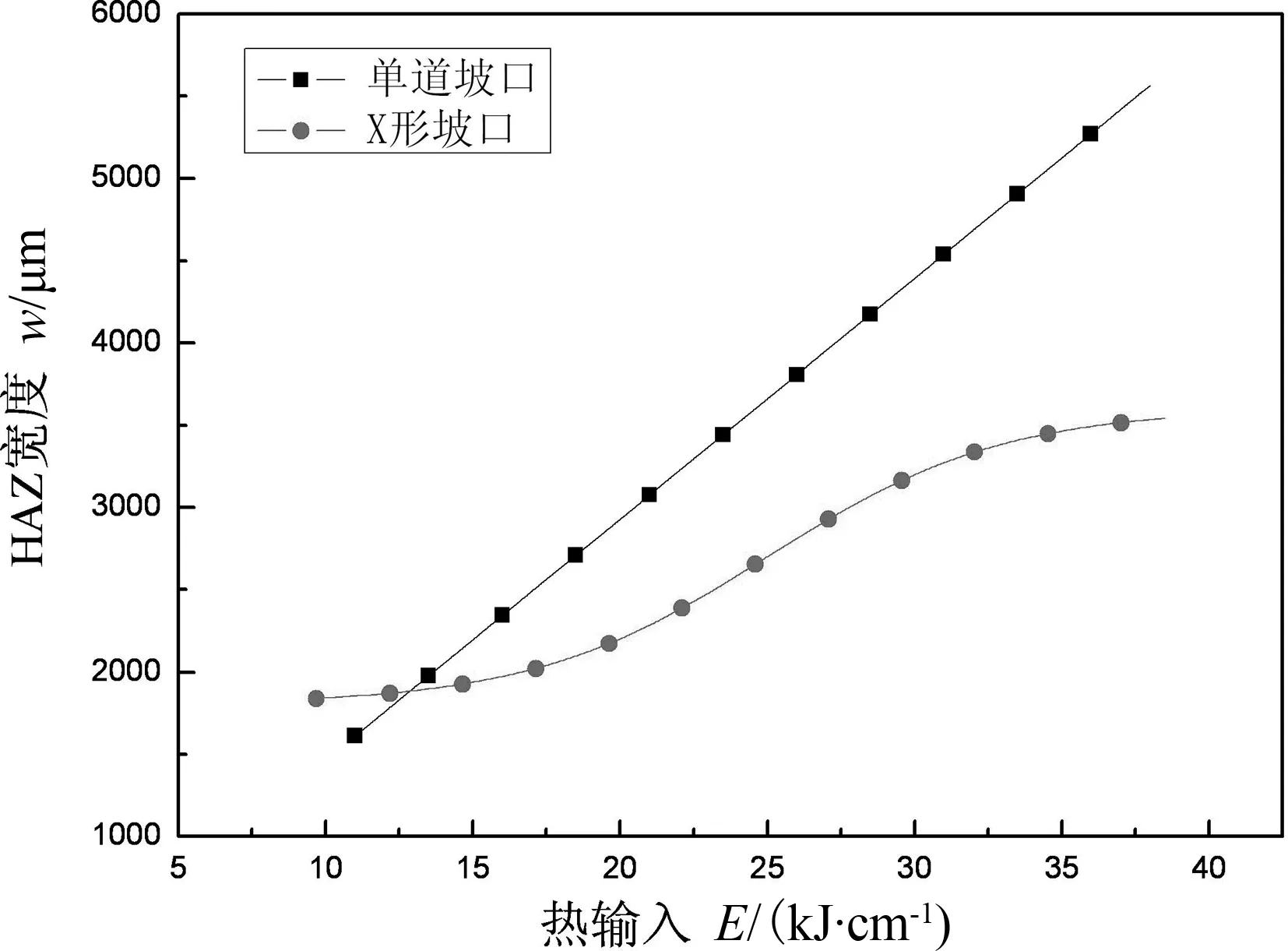
图10 热输入与HAZ宽度的关系曲线Fig.10 Variation of width with heat input in HAZ
2.3 硬度分析
SS400钢第二道焊接接头热影响区的硬度分布如图11所示.焊缝和热影响区硬度随焊接热输入增大而增加,尤其热影响区硬度峰值明显增大.热输入为37.8 kJ/cm时,由于高温冷却速度快,HAZ出现大量强度较高、塑性较差的魏氏体,使接头硬度峰值达到197 HV,比热输入为9.6 kJ/cm时硬度峰值高出近20 HV,比母材高出50 HV.另外,焊接热输入较大时,正火区晶粒不断发展,与ICHAZ晶粒相互交织生长严重,LTHAZ析出物逐渐增多,形成低于母材硬度的软化区.同一接头力学不均性增加,导致接头抗拉性能减弱[17].硬度测试与以上分析结果一致.
3 结 论
1)随着焊接热输入的增加,SS400熔合区附近原奥氏体晶粒反常长大严重,且HAZ片状贝氏体数量减少,魏氏组织沿晶界长大趋势明显;另外,正火区组织形核生长速率逐渐加快,组织均匀性增强.
2)通过焊接试验结合数值模拟的方法得出符合Boltzmann平衡理论的X形坡口焊接热输入与热影响区宽度的关系曲线.热输入分别低于22 kJ/cm和高于37.8 kJ/cm时,宽度增长缓慢,趋于平衡生长期.
3)热输入在9.6~22 kJ/cm对SS400进行焊接时,过热区占总宽度的50%以上;当热输入大于22 kJ/cm进行焊接时,正火区和不完全正火区迅速增加,而过热区尺寸几乎不变,导致接头软化倾向严重.在大热输入焊接时,焊接预热可有效抑制热影响区宽度发展.
[1] 侯振波,史耀武,田志凌.SS400超细晶粒钢及其焊接接头的疲劳裂纹扩展速率[J].钢铁研究学报,2004,16(2):47-49.
HOU Zhenbo,SHI Yaowu,TIAN Zhiling.Fatigue crack growth ratein ultra-fine grain steel SS400 and its welded joint[J].Journal of Iron and Steel Research,2004,16(2): 47-49.(In Chinese)
[2] 舒玮,王学敏,李书瑞,等.含Ti复合第二相粒子对微合金钢焊接热影响区组织和性能的影响[J].金属学报,2010,46(8):997-1003.
SHU Wei,WANG Xuemin,LI Shurui,etal.Influence of second-phase particles containing Ti of microstructure and properties of weld-heat-affected-zone of a microalloy steel[J].Acta Metallurgica Sinica,2010,46(8):997-1003.(In Chinese)
[3] 邵旭东,方恒,李文光.钢超薄UHPC组合桥面板界面抗剪性能研究[J].湖南大学学报:自然科学版,2016,43(5): 44-51.
SHAO Xudong,FANG Heng,LI Wenguang.Research on the interfacial sheer resistant performance of the composite deck system composed of orthotropic deck and ultra-thin UHPC layer[J].Journal of Hunan University: Natural Sciences,2016,43(5): 44-51.(In Chinese)
[4] 屈朝霞,田志凌,杜则裕,等.超细晶粒钢HAZ晶粒长大的规律[J].焊接学报,2000,21(4):9-12.
QU Zhaoxia,TIAN Zhiling,DU Zeyu,etal.Grain growth in HAZ of ultra-fine grain steels[J].Transactions of the China Welding Institution,2000,21(4):9-12.(In Chinese)
[5] 巫宇峰,惠卫军,陈思联,等.不同钒含量中碳非调质钢的奥氏体晶粒长大行为[J].材料热处理学报,2016,37(1):99-105.
WU Yufeng,HUI Weijun,CHEN Silian,etal.Austenite grain growth behavior of medium carbon microalloyedforging steels with different vanadium contents[J].Transactions of Materials and Heat Treatment,2016,37(1):99-105.(In Chinese)
[6] 催忠圻,谭耀春.金属热处理[M].北京:机械工业出版社,2008.
CUI Zhongqi,TIAN Yaochun.Metallography and heat treatment[M].Beijing: China Machine Press,2008.(In Chinese)
[7] 张骁勇,高惠临,毕宗岳,等.焊接热输入对X80焊管焊缝组织与性能的影响[J].材料工程,2010,328(9):66-70.
ZHANG Xiaoyong,GAO Huilin,BI Zongyue,etal.Effects of welding heat input on microstructure and properties of welding seam in X80 grade welded pipe[J].Journal of Materials Engineering,2010,328(9):66-70.(In Chinese)
[9] 黄希祜.钢铁冶金原理[M].北京:冶金工业出版社,1990:103.
HUANG Xihu.Ferrous metallurgy theory[M].Beijing:Metallurgical Industry Press,1990:103.(In Chinese)
[10]刘宗昌,王海燕,王玉峰,等.贝氏体碳化物的形貌及形成机制 [J].材料热处理学报,2008,29(1):32-38.
LIU Zongchang,WANG Haiyan,WANG Yufeng,etal.Morphology and formation mechanism of bainitic carbide[J].Transactions of Materials and Heat Treatment,2008,29(1):32-38.(In Chinese)
[11]KOU S.Welding metallurgy[M].Canada:John Wiley&Son.Inc,2003.
[12]王刚.Ti40Zr25Ni3Cu12Be20块体非晶合金的特种焊接行为[D].哈尔滨: 哈尔滨工业大学,2012.
WANG Gang.Special welding behaviors of a Ti40Zr25Ni3Cu12Be20bulk metallic glass[D].Harbin:Harbin Institute of Technology,2012.(In Chinese)
[13]巫秀萍,陈黎明.热影响区近母材表面处的宽度[J].焊接技术,1997,109(3):7-8.
WU Xiuping,CHEN Liming.The width of HAZ near the parent metal surface[J].Welding Technology,1997,109(3):7-8.(In Chinese)
[14]麻永林,白庆伟,贺鸿臻,等.SS400钢中厚板焊接热影响区宽度的有限元分析[J].机械工程材料,2015,39(10):95-100.
MA Yonglin,BAI Qingwei,HE Hongzhen,etal.Finite element analysis for welding HAZ width of SS400 medium steel plate[J].Materials for Mechanical Engineering,2015,39(10):95-100.(In Chinese)
[15]PATERA A T,R∅ONQUIST E M.Reduced basis approximation and a posteriori error estimation for a Boltzmann model[J].Computer Methods in Applied Mechanics & Engineering,2007,196(29/30):2925-2942.
[16]陈伯蠡.焊接冶金原理 [M] .北京 :清华大学出版社 ,1991:40-70
CHEN Boli.Welding metallurgical principle[M].Beijing: Tsinghua University Press,1991:40-70.(In Chinese)
[17]HADADZADEH A,GHAZNAVIM M,KOKABI A H.The effect of gas tungsten arc welding and pulsed-gas tungsten arc welding processes’ parameters on the heat affected zone-softening behavior of strain-hardened Al-6.7Mg alloy [J]. Materials & Design,2014,55:335-342.
Research on Evolution of Subzone Transformation and GrainGrowth in Weld Heat-affected Zone
BAI Qingwei1,MA Yonglin1†,XING Shuqing1,CHEN Zhongyi1,KANG Xiaolan2
(1.School of Material and Metallurgy,Inner Mongolia University of Science & Technology,Baotou 014010,China;2.Baotou Vocational and Technical College,Baotou 014010,China)
In order to analyze the microstructure evolution and grain growth processes of coarse grain heat-affected zone(CGHAZ), fine grained heat-affected zone (FGHAZ), and intercritical heat-affected zone (ICHAZ), 12 mm SS400 medium plate was welded under different heat input. The varying rules of the HAZ width, microstructure and microhardness with the variation of heat-input in welding HAZ and all sub-areas were studied using the finite element method in combination with microscopic tests. A relationship between the heat input and HAZ width which follows the Boltzmann distribution was also presented. The result shows that when the steel was welded with heat input of 9.6~22 kJ/cm, the effect of the heat input on the width of HAZ and all sub-areas was small; the width of HAZ increased when the heat input was higher than 22 kJ/cm, especially leading to the substantial increase of width in FGHAZ. Moreover, when the heat input increased, the hardness peak of the joint became higher in CGHAZ which was caused by a restraint of the lamellar bainite transformation and the widmanstatten formation, while the softened zone expanded gradually. Preheating can restrain the growth of the HAZ width for the welding with high heat-input.
microstructure; grain growth; heat-affected zone; finite element method; Boltzmann equation
1674-2974(2017)06-0030-07
10.16339/j.cnki.hdxbzkb.2017.06.006
2016-05-16
国家“高档数控机床与基础制造装备”重大专项05子课题(2009ZX04014-064-05),National Science and Technology Major Project of the Ministry of Science and Technology of China (2009ZX04014-064-05);内蒙古自治区高等学校科学研究项目(NJ10092)
白庆伟(1988—),男,内蒙古包头人,内蒙古科技大学博士研究生†通讯联系人,E-mail:abcqingwei@163.com
TG422
A