基于机械零件加工的“假正品”研究
2017-07-17邹吉华
邹吉华
摘要:为了避免在实际机械加工中,利用工艺尺寸链计算工序尺寸及其公差时,由于工艺基准与设计基准不重合,而出现的“假废品”与“假正品”,导致企业生产的产品质量不稳定,通过对“假废品”现象的分析,提出了在机械加工中“假正品”出现的原因、“假正品”存在的区间以及“假正品”问题的解决方法。应用于实际生产,提高企业经济效益。
Abstract: In order to avoid the problem of product quality in machining process, the product quality is not stable, and the problem of false waste is analyzed. The reason, interval and solutions of the problem are presented, which is based on the fact that the product quality is not stable. This method is applied to actual production to improve the economic benefits of enterprises.
关键词:假正品;产生原因、区间;解决措施
Key words: false genuine;the reason and interval;the solution
中图分类号:TH2 文献标识码:A 文章编号:1006-4311(2017)24-0126-02
0 引言
机械制造企业,在对机械零件进行机械加工的过程中,因零件的工艺基准与设计基准不重合时,需要利用工艺尺寸链计算工序尺寸和公差,在此过程中会出现工序尺寸超差而设计尺寸合格的“假废品”现象。此时工艺人员必须计算出“假废品”出现的区间,在此区间安排复检;具体方法是:设计尺寸便于直接测量的,直接测量判断其是否合格;不便于直接测量的,便测量其他相关尺寸最后推算出设计尺寸再判断其是否合格,以防止“假废品”被当做真废品扔掉而造成不必要的经济损失。
除“假废品”外,在机械产品的加工中,还有一种与其相似的“假正品”现象。其产生原因与“假废品”现象相同,都是由于在机械加工中工艺基准与设计基准不重合时利用工艺尺寸链计算工序尺寸和公差时出现的,只不过它正好和“假废品”现象相反,前者是工序尺寸超差而设计尺寸合格,而“假正品”则是工序尺寸合格而设计尺寸超差。对此我们做了一定的研究。
1 案例
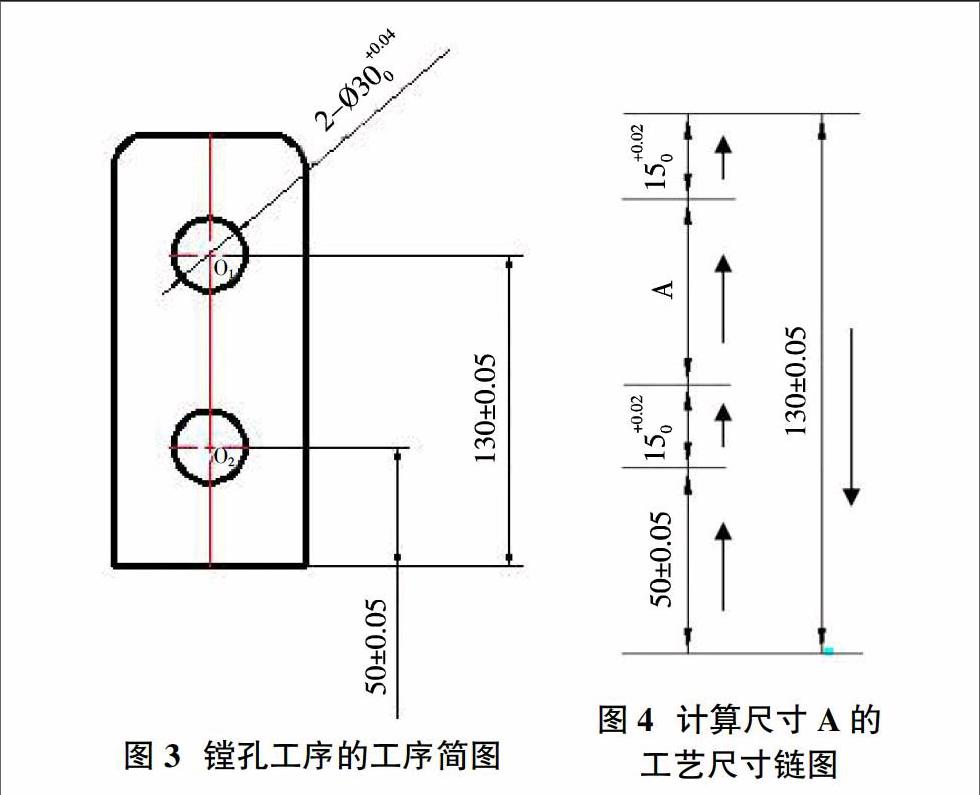
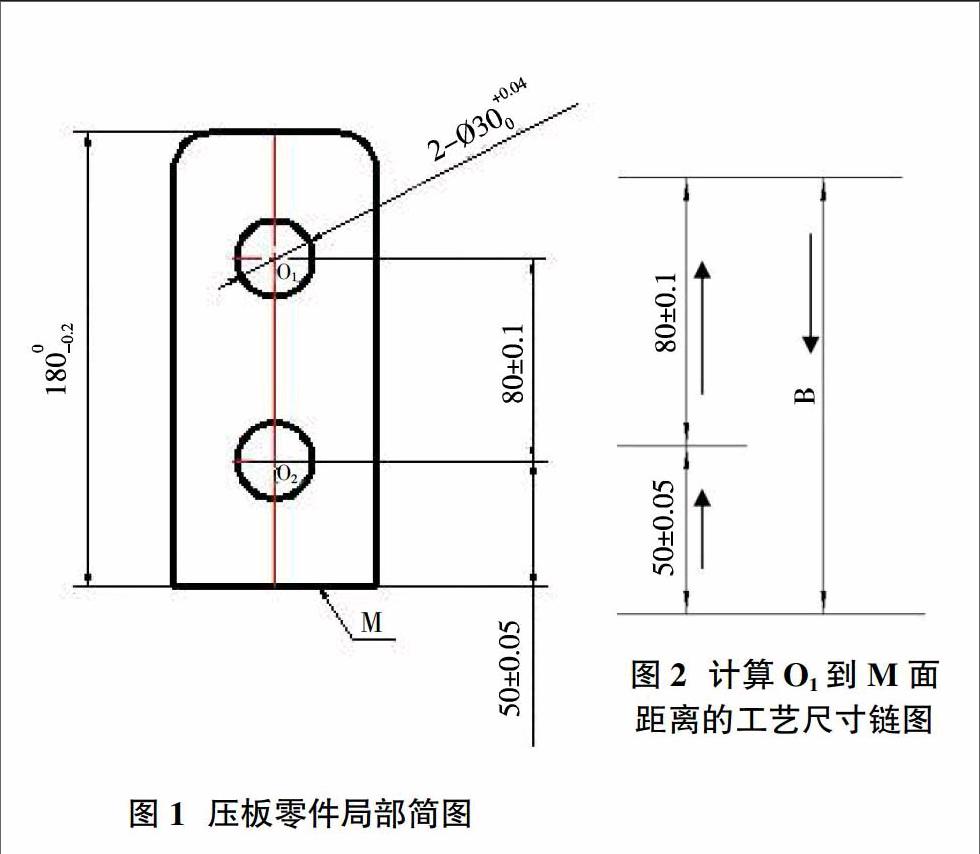
如图1所示,是某矿山企业输送机上用压板零件局部简图,在用调整法镗削两孔O1、O2时,均以M面为定位基准,需标注镗削两孔的工序尺寸。因该零件加工后,在检验两孔孔距时,其测量不方便,试标注出测量尺寸A的大小及偏差。若A超差,可否直接判断该模板为废品?
2 解题过程
3 结果分析
通过尺寸链的计算可以看出,测量尺寸A的公差为0.24,而设计尺寸80±0.1的公差为0.2,TA>T80,由此可知,若A超差,就可直接判定该压板因该尺寸不合格而为废品。若反过来,是否A合格,两孔中心距尺寸80±0.1mm就合格呢?现分析一下这个特例:假设压板加工好后测得A的实际尺寸为50.08mm,而两孔尺寸均为?准30.04mm,则两孔中心距为50.08+30.04=80.12(mm)。显然大于设计尺寸而超差,是不符合设计要求的,也就是该压板为废品。但工序尺寸是合格的,这就是前面提到的出现了“假正品”问题。若“假正品”问题不解决,工人将会将本工序产生的废品当做正品转入下一道工序继续进行加工,就会造成不必要的浪费。
4 解决措施
为此“假正品”问题的解决办法同“假废品”一样,他要求工艺人员在计算出工序尺寸和公差后,进一步将“假正品”出现的区间计算出并标明,保证工人在“假正品”出现的区间对工件进行复检,复检办法也同假废品一样,就是直接测量或推算出设计尺寸的实际值,将其与理论值相比较,若实际值在理论要求的范围内则为正品,否则即为废品,废品必须及时报废以免造成不必要的浪费。
那么“假正品”出现的区间如何计算?这是工艺人员应具备的基本能力,其 “假废品”区间的计算方法是将工序尺寸的公差比设计尺寸的公差减小的那一部分补出来,上下对称的补,补出的两部分即为“假废品”出现的区域,也就是要求复检的区域。同样的道理,“假正品”区间的确定办法是将工序尺寸的公差比设计尺寸的公差大出的部分减掉,上下对称的减,减去的两部分即为“假正品”出现的区域,也就是需要复检的区域。
以前述的例题为例。工序尺寸A的公差为0.24mm,设计尺寸的公差为0.2mm,工序尺寸的公差比设计尺寸的公差大0.04mm,所以将工序尺寸的公差从上向下减0.04mm,从下向上加0.04mm,分成三部分如下:
50区间为正品区,50与50为“假正品”出现的区域,即需复检区域。验证如下:
①当两孔为最大极限尺寸,测量尺寸A为50.06mm时,孔心距为80.1mm,出现最大极值。若A超过50.06mm,则出现废品,但若两孔尺寸小于最大极限尺寸,则有可能出现正品。若Amm大于50.1mm,则即使两孔为最小极限尺寸30mm,两孔中心距尺寸仍超差。
②當两孔为最小极限尺寸,测量尺寸A为49.9mm时,孔心距为79.9mm,出现最小极值。若A小于49.9mm,则出现废品,但若两孔尺寸大于最小极限尺寸,则有可能出现正品。若A小于49.86mm,则即使两孔为最大极限尺寸,孔心距尺寸仍超差。由此得出结论:当测量尺寸A超出50mm范围时,能直接判断该模板为废品;当测量尺寸A=50mm时,压板为正品,无需检验;当测量尺寸A在50mm与50mm两个区间范围时,模板可能是正品,也可能是废品,必须复检。复检办法是:测出两孔和A的实际尺寸,推算出孔心距的实际值,与理论值比较判断其是否合格。若为正品则送入下一道工序继续进行加工,若为废品而且无法修复则可直接报废。
5 结语
综上所述,不论是“假废品”还是“假正品”,都是在机械加工生产过程中,所表现出来的实际的问题,严重影响着企业对产品质量的管理控制,是企业工艺人员必须认真对待的。在我们与某机械企业的机械加工工艺人员,一起将上述研究应用到机械零件的加工中,说明了尺寸链的计算是编制机械产品加工工艺中的重要环节,正确的计算与应用,就可以减少不必要的机械加工工时,达到缩短产品的生产周期,保证产品质量,进而提高经济效益的目的。
参考文献:
[1]吴拓.机械制造工艺与机床夹具[M].北京:机械工业出版社,2006.
[2]石莹.Y800X5000震动给料机参数设计[J].煤矿机械,2009,
30(6):19-20.
[3]刘守勇.机械制造工艺与机床夹具[M].北京:机械工业出版社,2010.