CPC纠偏系统在冷轧生产线的应用
2017-07-16郭勇
摘 要:在现代钢铁企业的生产中,控制好在线带钢在生产线的中心位置运行,是保证质量的必要条件。以本钢浦项冷轧薄板厂纠偏系统研究对象,本文分析研究了电感式板带检测器即CPC系统的应用原理及设备维护的要求。
关键词:CPC;纠偏系统;冷轧生产线
本钢浦项冷轧薄板厂现有酸轧线、连退线、镀锌线、及重卷线4条生产线。其中除重卷线以外,每条生产线的长度均超过200米(不计算活套的长度),因此带钢在生产运行中,受到生产线的长度、原料质量等因素影响,都会导致带钢偏离生产线。为避免此类不良影响,在生产线上的适当位置安装CPC(Center Position Control)系统。
一、CPC的系统分析
目前市场常用的CPC有三家公司,本钢浦项采用的是EMG公司产品。该系统的主要构成为:带钢测量传感器、控制器、变送器,纠偏机架及执行装置。
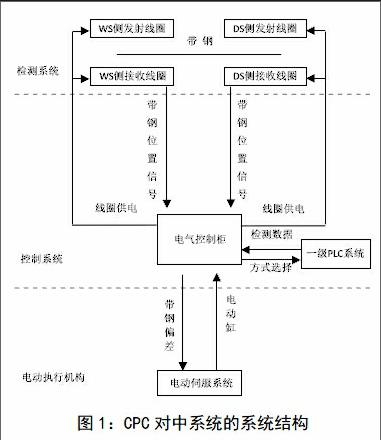
為了检测金属板带的中心位置,设备采用了两对感应式线圈。每对线圈分别用于检测板带的一个边;一个线圈用作发射装置,相对应的另一个用作接收装置。(见图1)每对线圈本身又是有方向的空心变压器。带钢在通过这些接收器和发送器时,在所连接的线圈之间会产生磁通量的不同,这种不同就是参考测量值。发射线圈提供一个有规则的电压波形。根据板带在框架中的位置,在接收线圈中将感应产生一个相应的电压波形。两个接收通道值相减并放大,我们就可以得出带钢偏离机组中心线的一个连续位置信号。在该CPC系统中,每套CPC配有一个电气控制柜,供电变压器、供电开关、信号处理单元BMI04.10、SPC16控制器、变频器、信号绝缘放大器等都安装在该柜内。在柜门上嵌有操作盘ECU01.5,它可以显示设定的参数、系统测量值(包括系统警信息),也可以进行设定参数的修改。另外,该操作盘上有选择按钮,我们可以进行自动/手动/对中功能的选择、本地/远程控制选择。控制柜子的前门上有4个指示灯,它们分别指示:控制电压正常、系统准备条件正常、请求润滑、指示灯测试。MCU24.1模板的RS232接口与ECU01.5操作盘进行数据通信;MCU24.1模板的RS485接口与BMI04.10信号处理单元通过CAN-BUS总线进行数据通信。
二、CPC系统在本浦酸轧线上的应用
本钢浦项酸轧线共有8套CPC分布在各个区域。其中1#CPC应用在1#张力辊后,2#CPC在1#活套前,保证带钢在进入活套前,在中心线的位置运行,3#CPC在活套后,4#CPC在酸洗槽出口位置,5,6#CPC在中间段切边剪处,7,8#CPC分布在轧机入口前,对由活套出来的带钢进行纠偏,保证带钢在中心位置进入轧机。在实际生产中曾经出现过带钢在2#CPC处跑偏故障,引起设备损坏事故。这种事故是由于带钢来料不好所引起的。当带钢的偏移量超过CPC的设定量时,会发出报警带钢位置不好(Stip Position NG),当发生此类现象时应将控制面板打到手动,同时降速过渡,手动调整待版型正常后,切换至自动模式带钢偏移量在CPC纠偏范围内后,故障排除。所以在日常生产中,要保障CPC对带钢的有效控制,就要做好日常使用和维护。
三、结束语
通过以上分析及在现场的应用表现,本钢浦项酸轧生产线所采用的EMG公司生产的CPC可以有效控制带钢的偏移,所造成的产品及设备缺陷。以酸轧线为例该线8套CPC自2006年机组生产至今,均正常运行。
参考文献:
[1]EMGO perating Manual Strip Center Control System.
作者简介:
郭勇(1981—),男,助理工程师,长期从事轧钢电气工作。endprint
