一种基于液压小车的移船系统
2017-07-15汪伟
汪伟


摘 要:液压小车移船系统是一种服务于平地造船工艺的新型专用设备,由分布式的液压动力单元提供动力。小车采用伺服阀与压力、位移传感器结合构成对顶升油缸压力、行程的精确反馈闭环控制,从而实现对整船的定程顶升、称重、分组主动负载控制等功能。为适应小车的使用工况,控制上采用上位机加主从站PLC,形成分布式控制架构。
关键词:平地造船;移船作业;分布式动力单元;动态分组;主动负载控制;行程控制
中图分类号:U673.3 文献标志码:A 文章编号:2095-2945(2017)20-0045-02
1 概述
随着造船行业竞争日趋激烈,新型的平地造船工艺以其經济和高效,被越来越多的造船企业所采用。基于主动负载控制的液压小车移船系统是为船厂平台生产线配套研制的移船专用设备,用于将整船从平台转移到半浅驳的移船作业。该系统的研制成功,有助于推广平地造船工艺在国内船舶企业的应用,达到为我国船舶工业节省投资、提高造船质量和扩大造船能力的目的。
2 系统介绍
2.1 系统组成
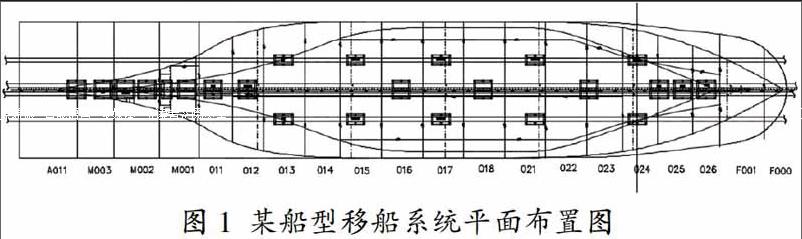
系统主要包含若干500吨组合台车、抬船支架、控制小车及附件等。造船作业在水泥墩和抬船支架上进行,水泥墩和抬船支架根据船型预先进行布置。相应的,移船作业前,小车根据抬船支架的数量和位置进行配置。图1为某船型移船系统平面布置图,每条轨道上的方框代表一个500吨抬船支架和一台500吨组合台车。
500吨组合台车是系统主要组成设备,主要由主动小车、从动小车、平衡梁等组成,由独立的动力单元提供动力,最大承载能力为500吨。其中主动小车由车架结构、行走驱动机构、顶升机构等组成:车架结构作为小车其它机构或设备的安装基础,是主要的受力构件;小车采用减速马达加开式齿轮驱动走轮轴,满足移船系统无级变速行走的要求,具有使用便利、故障率低、启停平稳、能效高的优点;小车顶升机构采用柴油发动机驱动高压柱塞油泵提供动力,由液压阀件、活塞缸等组成。
2.2 顶升负载、行程控制功能
小车顶升机构的作用是在移船系统行走的过程中安全平稳地顶升船舶,具有较强的过载能力,安全系数高。采用顶升伺服阀结合压力、位移传感器实现对顶升油缸负载、位移的闭环精确控制。顶升油缸可以控制系统指定的规定范围内任意负载、行程进行作业(负载0~250吨,行程0~300mm)。
3 工作流程
移船作业前,待运移船舶坐墩在钢支架及水泥墩上。根据工艺布置要求,若干小车组成移船系统。小车进入钢支架底部,在电控系统的控制下统一顶起船舶行走,到达指定位置后,钢支架落下作墩子用。移船作业主要包括抬船和行走两个环节。
3.1 初始化
小车进入抬船支架底部,布置完成后,在控制系统中输入小车的相对位置,沿着轨道方向为x向,水平垂直轨道方向为y向。
3.2 抬船
3.2.1 预顶升
系统空载顶升使顶升油缸上升接触抬船支架,此时的油缸压力不足以顶起整船。该步骤为下一步整体带载同步顶升做好准备。
3.2.2 带载定程顶升
预顶升完成后,根据工作需要设置整体抬船顶升高度,所有油缸以相同速度带载顶升,保证所有抬船支架同时上升,至预定顶升高度停止。此时所有抬船支架支腿离开地面一定距离,为抬船行走坐好准备。
3.2.3 称重
带载顶升过程结束后,每台小车顶升油缸内部压力传感器数据反馈给控制系统。系统根据每台称重结果及相对位置计算整船的总重及重心位置。计算过程如下:
其中,已知量:小车数量n;第i台小车实际负载pi;第i台小车的x、y坐标xi,yi。未知量:整船重量G;整船重心的x、y坐标xG,yG。
3.2.4 自动分组计算及载荷标定
根据称重结果的重心位置将小车分为四组,如图4所示。设定每组小车目标载荷相同,并计算该目标载荷。计算过程如下:
其中,已知量:第i组小车数量ni;整船重量G;第i组车组内第j台小车的x、y坐标(相对重心位置)xij,yij。未知量:第i组车组内每台小车的目标负载pi。
系统根据计算的出的目标载荷对每台小车负载进行标定,使其达到目标值,为带载行走做好准备。
3.3 行走
3.3.1 负载控制
整船行走过程中,控制系统将小车实时反馈负载与目标载荷进行比较,一旦反馈值超差20%,即进行调整:实时负载低于目标负载时,系统补偿压力;反之卸载。通过控制每台小车的负载,保证移船作业的平稳进行。
3.3.2 调平
在移船作业过程中,特别是过驳时,整船可能发生偏斜,为了不影响移船,需要根据全站仪的测量结果,对整船进行左右调平。根据距离旋转点的距离,确定小车顶升油缸的下降速度。
其中,yi为小车距离旋转点的y坐标,小车分布在四组轨道上,每条轨道的y坐标均为已知量;ymax为小车距离旋转点的最远y坐标;vmax为油缸最大带载下降速度,已知量。
通过伺服阀控制每台小车顶升油缸下降速度,实现整船调平。
4 结束语
目前该系统已研制成功并投产,顺利完成国内某船企50000吨成品油轮/化学品船的移船过驳作业,为国内首次完全依靠自主力量采取这种方式完成船舶下水,检验了系统的可靠性。与国外同类型设备相比,该系统成本较低,技术先进,性能可靠。该类型设备的研制成功,证明我国已经掌握该类型下水工艺的关键技术,有助于推广平地造船工艺在船厂的应用,为客户创造更好的社会、经济效益。
参考文献:
[1]孙瑞雪,高真所,窦钧.平地造船技术浅析[A].2008中国大连国际海事论坛论文集[C].大连:中国造船工程学会,2008.
[2]熊家慧.液压船台小车控制系统设计与改造[J].电工技术,2017(2):41-42.
[3]郑雄胜,曹文正,张玉莲.船体分段自动合拢液压工作系统设计[J].机床与液压,2010,38(17):82-85.
