打叶复烤翻箱喂料模式下的均质化控制工艺
2017-07-13霍健张尚敏张东东王树建杨景全张国洪李盼盼郑璇
霍健 张尚敏 张东东 王树建 杨景全 张国洪 李盼盼 郑璇

摘要 [目的]优化翻箱喂料模式下的配方打叶均质化控制工艺。[方法]组合原烟装箱单元,压缩翻箱喂料单元,确定投料轮次,固化投料顺序并保持打后叶片混配柜料位上限控制。[结果]通过对成品片烟化学成分检验,计算变异系数,结果表明:该加工批次烟碱CV值为3.61%,糖碱比CV值为6.38%,均达到烟碱CV值<5%、糖碱比CV值<10%的标准要求。[结论]该工艺对翻箱喂料模式下的均质化控制有较好效果,对实际生产有较强的指导意义。
关键词 打叶复烤;翻箱喂料;均质化;工艺
Homogenization Control Process under the Mode of Threshing, Redrying, Moulding and Feeding
HUO Jian, ZHANG Shang-min,ZHANG Dong-dong* et al
(China Tobacco Shandong Industrial Co.,Ltd.,Jinan, Shandong 250000)
Abstract [Objective] To optimize the formula threshing homogenization control process under the mode of moulding and feeding. [Method] Assemble the box units of original tobacco;compress the moulding and feeding units;determine the feeding rounds;solidify the feeding order and maintain the upper limit control of mixed material distribution of threshed tobacco leaves. [Results] Through the chemical composition of finished products and calculate the coefficient of variation, The results showed that the CV value of nicotine was 3.61%, the CV value of the carbohydrate ratio was 6.38%, all reached the nicotine CV value <5%, and sugar-nicotine ratio was less than 10%. [Conclusion] The process exerts better effects on homogenization control under the mode of moulding and feeding, providing greater guidance significance to actual production.
Key words Threshing and redrying;Moulding and feeding;Homogenization;Process
卷烟工业企业联合重组后,“532”品牌发展目标取得重大进展,“461”品牌发展格局基本形成,国内外同行竞争日益加剧。当前,卷烟工业企业更加重视卷烟产品的均质化生产。产品质量的均匀性通常指的是不同批次产品或同一批次产品质量的一致性程度[1]。打叶复烤环节作为影响卷烟产品质量均匀性的重要因素之一,其产品的均匀性是指片烟产品质量的一致性、稳定性,应包括外观、内在、化学特性等所有烟叶质量要素的一致性、稳定性,越来越被人们关注[2-4]。
《烟草行业中长期科技发展规划纲要》(2006—2020)已把均匀性加工技术作为主攻方向之一。为实现国家烟草局提出的均质化加工要求,加强打叶复烤片烟成品化学成分的均匀性控制,新版打叶复烤工艺行业标准[5-6]增加了配方打叶烟碱波动程度评价,引入了烟碱波动性的评价方法。中烟办〔2016〕127号文明确了重点品牌原料均质化复烤加工的成品烟碱变异系数须稳定控制在5%以内。国内烟叶打叶复烤均匀性控制方面的相关研究报道主要集中在烟叶的常规化学成分、叶片结构、水分3方面[7-10]。杜文等[11]研究了以常规烟叶化学成分为基础,根据化学成分的平均值评价批次烟叶化学成分的合理性,根据变异系数评价批次烟叶的一致性,认为利用化学成分评价烟叶质量均匀性是一种简便实用的方法。
肖明礼等[12]认为,对铺叶台管理进行优化和贮叶柜的有效利用,可对打叶复烤配方打叶片煙产品的稳定性起到积极作用。铺叶台人工配比,根据配方模块要求,合理设置铺叶配比工位,使不同产地、等级烟叶在铺叶工序实现按比例均匀投料;每个铺叶投料单元须小于打后叶片混配柜的贮叶能力,打后叶片经往复式布料在混配柜中再次均匀掺混,使成品片烟的均匀度达到标准要求。但各复烤企业发展情况不同,各自的生产线、工艺流程设计也存在差异。有的复烤厂没有人工铺叶台配比,采用翻箱喂料配比,当配方模块的产地、等级较多,配比差异较大时,均匀度控制难度也将随之增加。笔者主要研究翻箱喂料模式下的均质化控制工艺,旨在为复烤企业及卷烟工业企业在该种模式下的配方打叶均质化控制提供参考。
1 材料与方法
1.1 材料
1.1.1 设备情况。
无人工铺叶台,采用翻箱喂料配比,打后混配柜采用往复式布料,打叶线生产能力12 000 kg/h。混配方式为二级掺混,分为翻箱喂料预混,打后贮叶柜混配。翻箱喂料属于粗配,掺混均匀度较差,打后混配贮柜掺混均匀度好,但贮叶能力仅为6 000 kg(约45 min加工流量)。
1.1.2 配方模块原料配比构成。
配方模块共有9个小批次,为多产地多等级配打,配比差异较大,最大23.60%,最小1.64%,成品片烟烟碱CV值要求<5%,糖碱比CV值要求<10%。在没有铺叶台人工铺叶配比及混配柜存储能力相对较小的情况下,较难保证成品片烟均匀度达到要求。配方模块原料配比构成见表1。
1.2 方法
1.2.1 基本思路。
在缺少人工铺叶台配比的情况下,此次加工将重点依靠打后片烟混配柜的充分掺混。但考虑到混配柜贮叶能力偏低,为充分发挥混配柜能力,须将翻箱喂料单元控制在混配柜贮叶能力以内,且喂料单元越小,混配效果越好。
1.2.2 组合原烟装箱单元。
根据加工方案中的原料配比要求,经计算,将配方比例全部组合为20%左右较易操作。即ZY15004批次与ZY15002批次保持不变,组合后批次代号分别为A、D,投料比例分别为20.52%和23.63%;将ZY15007与ZY15005组合为B批次,组合后投料比例为18.98%;将ZY15003批次、ZY15001批次、ZY15008批次組合为C批次,组合后投料比例为17.05%;将ZY15006批次、ZY15009批次组合为E批次,组合后投料比例为19.81%。经过组合,将原来9个原烟小批次压缩合并为5个配比单元进行装箱。
1.2.3 压缩翻箱喂料单元,确定投料轮次。
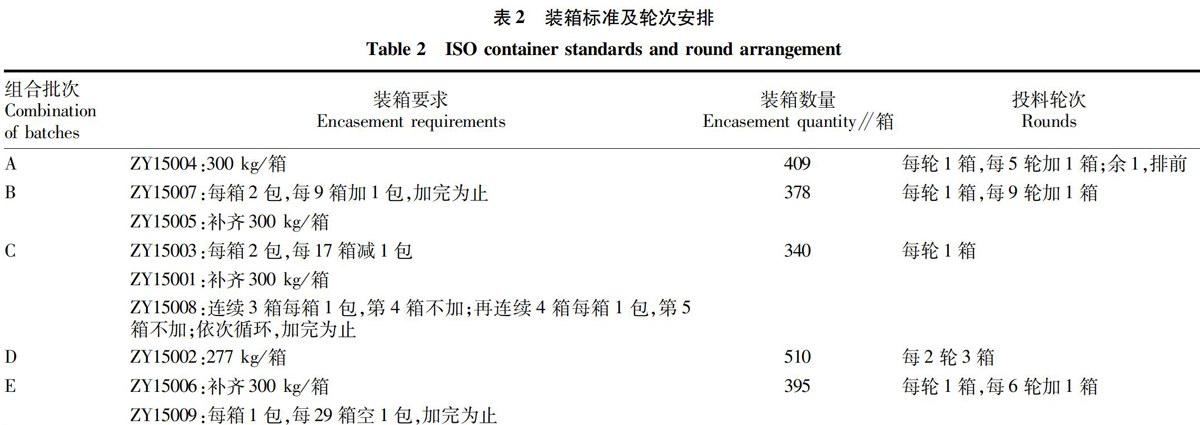
根据复烤厂喂料箱装料能力在300 kg左右和单包原烟重量40 kg的实际情况,从易于复烤厂操作出发,选取最小比例(1.64%)为配比基数1,并将最小配比基数定为1包,按照比例差异均衡调整原则,计算各组合批次原烟装箱要求和投料轮次。详细装箱要求及投料轮次见表2。
1.2.4 固化投料顺序并保持打后叶片混配柜料位上限控制。
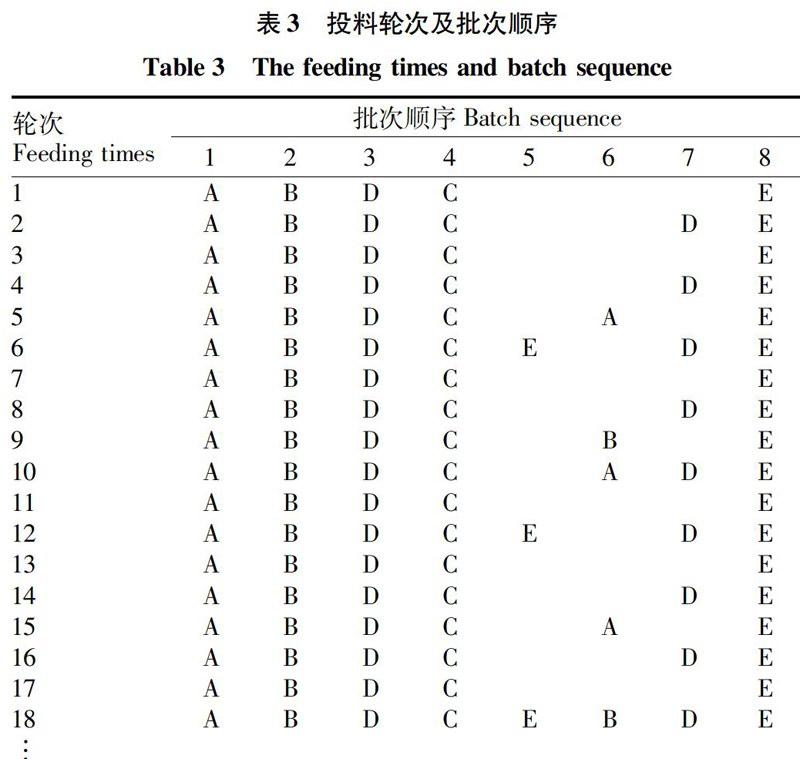
为防止投料顺序错误,根据投料轮次要求,设计各轮次批次投料顺序表,并严格固化于生产全过程。经计算每18轮为一个大的循环,以此类推。这样最大喂料单元(第18轮)仅为2 354 kg,打后叶片混配柜一个贮叶周期可容纳4个喂料单元的打后叶片,在往复式布料下,进入混配贮柜的叶片将得到充分掺混。详细投料轮次及批次顺序见表3。
2 结果与分析
对该批次成品片烟进行检验,外观质量好,颜色均匀一致。间隔抽取30箱样品,利用近红外分析仪进行化学成分检测,并计算平均值和变异系数。结果表明,总糖平均值为26.01%,CV值为3.81%;还原糖平均值为20.42%,CV值为3.12%;烟碱平均值为2.06%,CV值为3.61%;总氮平均值为2.30%,CV值为2.45%;氯平均值为0.56%,CV值为11.61%;钾平均值为2.48%,CV值为4.60%;糖碱比平均值为12.64,CV值为6.38%,均在较好的范围以内。详细指标见表4。
根据均质化加工要求,成品片烟烟碱CV值<5%,糖碱比CV值<10%时说明均匀性较好。对成品片烟化学成分检验结果进行分析,CV值最小的是总氮,最大的是氯,CV值<
3 结论与讨论
3.1 结论
成品片烟均匀性检验结果表明,组合原烟装箱单元,压缩翻箱喂料单元,确定投料轮次,固化投料顺序并保持打后叶片混配柜料位上限控制,是配方打叶翻箱喂料模式下均质化控制的有效工艺,对实际生产有较强的指导意义。
3.2 讨论
目前,国内烟叶复烤加工企业对于均质化的控制基本为人工铺叶台配比与混配柜配比相结合的模式。部分复烤企业无铺叶台,采用翻箱喂料,利用混配柜进行配比;部分复烤企业无混配柜或混配柜能力较小,仅利用人工铺叶台配比;部分生产技术较先进的复烤企业,在人工铺叶台配比与混配柜配比的基础上,增加了铺叶台后近红外化学成分检测,配方高架库自动化配比。
铺叶台人工配比,方法较为简单,但受人为因素影响较大,需较高的生产管理水平才能达到好的控制效果。翻箱喂料配比,配方均匀,不受人为因素干扰,但占地大、成本较高、操作较复杂。配方高架库自动化配比最大程度地降低了在配比过程中人为因素的影响,使配比均匀性与理论值更加接近,但投入成本较大。在传统配比模式中,或计算过于精确而操作困难,或过于简单而配比不精确,缺少固化执行标准和合理有效的安排,操作中容易发生错乱。另外,由于原料质量的不稳定性,复烤企业临时工较多、工作能力参差不齐等外界和人为因素,实际操作中很难达到理想的要求。除研究不同生产条件下合理的操作方法外,还要提高烟叶原料的质量稳定性,加强员工技能培训,优化打叶复烤生产线,从多方面提高片烟成品的均质化水平。
参考文献
[1] 尹旭,徐其敏,陈清.打叶复烤均匀性加工技术研究进展[J].安徽农业科学,2013,41(16):7307-7309.
[2] 闫克玉,赵铭钦,储国海,等.烟草原料学[M].北京:科学出版社,2008:95-101.
[3] 王宏铝,王筑临,许小双,等.基于在线烟碱预测模型的烟叶复烤均质化加工[J].烟草科技,2015,48(6):73-77.
[4] 杜阅光,崔登科,程小东,等.声光可调近红外光谱技术用于打叶复烤片烟化学成分均质化生产控制[J].红外技术,2012,34(10):614-618.
[5] 吴洪田,李晓红,毕继华,等.烟叶打叶复烤工艺规程:YC/T 146—2010[S].北京:中国标准出版社,2011.
[6] 吴洪田,李晓红,崔焰,等.打叶烟叶质量检验:YC/T 147—2010[S].北京:中国标准出版社,2011.
[7] 肖如武,陈越立.烟叶配方打叶均质化控制技术探讨[J].科技信息,2012(17):2.
[8] 陈越立,尹智华,彭琛.配方模块打叶技术探讨[J].科技信息,2011(19):42.
[9] 吴祚友,徐其敏,马建勋.打叶复烤均质化技术[J].农技服务,2011,28(11):1602-1603,1615.
[10] 杜文,易建华,黄振军,等.打叶复烤烟叶化学成分在线检测和成品质量控制[J].中国烟草学报,2009,15(1):1-5.
[11] 杜文,谭新良,易建华,等.用烟叶化学成分进行烟叶质量评价[J].中国烟草学报,2007,13(3):25-31.
[12] 肖明礼,陈越立,尹智华,等.烟叶配方打叶均匀性的研究[J].现代食品科技,2011,27(6):684-686.
