旧件分级回收再制造决策机制研究
2017-07-12谢家平
尹 君, 谢家平, 刘 娟
(1. 上海开放大学 经济管理学院,上海 200433; 2. 上海财经大学 国际工商管理学院,上海 200433;3. 上海应用技术大学 经济与管理学院,上海 201418)
旧件分级回收再制造决策机制研究
尹 君1, 谢家平2, 刘 娟3
(1. 上海开放大学 经济管理学院,上海 200433; 2. 上海财经大学 国际工商管理学院,上海 200433;3. 上海应用技术大学 经济与管理学院,上海 201418)
回收再制造作为循环经济的重要实践模式获得了政府与社会的支持;但回收再制造兴起的同时却面临旧件供应不足的直接困难,如何寻求机遇、突破瓶颈,实现再制造的良性可持续发展引发了各界的关注与思考。从回收不确定性控制的视角,对分级回收展开分析与行为比较,研究分级回收机制下回收再制造系统的持续表现。研究发现:分级回收机制受回收质量分布、检测成本特征、再制造工艺等多种因素的约束;对具体的再制造企业,存在最优分级回收机制;分级回收机制有利于回收再制造系统的持续发展;再制造企业应该加强初检、减少交易成本,并适度引导消费者行为。
回收再制造; 分级回收机制; 系统仿真; 回收质量
1 引言
再制造可使废旧产品中蕴含的价值得到最大限度的开发和利用,缓解资源短缺与产品需求之间的矛盾,减少对环境的影响;研究表明,再制造产品的成本比正常产品降低50%,能耗和材料消耗分别减少60%和70%[1]。中国作为迅速崛起的发展中国家,提出要大力发展再制造产业,并在“十三五”中将再制造业纳入发展规划。目前,中国的再制造产业已经覆盖了工程机械、农用机械、矿山机械、电子电器、汽车零部件等大多数制造业,并开始涉足医疗、电子科技等诸多领域。关于回收再制造的支持政策也持续出台,国家鼓励和扶持企业发展再制造,为再制造行业创造了良好的发展环境。
虽然存在种种利好,再制造企业的发展却面临诸多挑战,除了再制造技术难点和再制造产品市场开发困难之外,企业运营面临的直接困难就是旧件供应不足,以及相伴而生的产能过剩问题[2]。究其原因,主要是由回收流的不确定性导致的,涉及回收时间、数量、质量等多方面。来自系统源头的不确定性导致再制造企业很难像新品生产控制原材料供应那样控制再制造系统的输入[2],进而影响回收再制造系统的效率与成本[3]。
为应对上述困境与挑战,再制造企业必须从源头加强对废旧产品的回收控制,提高回收质量的可视度,减轻回收质量与回收数量的不确定性对再制造系统的影响。部分文献从废旧产品回收模式的视角展开研究,认为强调良好的回收机制能够有效控制分类回收的质量与成本[4-5],并对典型的回收模式展开研究,如Ray等[6]讨论了废旧产品折价抵扣新品价格的“以旧换新”模式下的最优定价策略;李琰等[7]研究了“制造商(领导者)负责回收再制造,回收商投入基本回收成本并初步再加工”的回收模式下的回收费用共担契约协调机制;易余胤等[8]考虑“制造商回收与零售商回收并存”的回收模式下销售渠道与回收渠道冲突的成员博弈;郭悦红等[9]讨论了重复价格博弈中,“两个制造商回收再造”模式下回收价格的特征与灵敏度;郭军华等[10]研究了消费者对再制造产品与新产品支付意愿差异情形下,不同成员主体负责回收模式下制的系统绩效表现,为制造商回收模式的选择提供参考。这类研究侧重对回收模式调整与契约创设的思考,强调面对客观存在的不确定性,回收再制造系统各成员间如何有效协作,从而实现系统的优化;认为不同回收模式适于不同情景,对回收模式的研究能够提升系统效率。
还有部分文献从回收策略的视角切入,思考对回收再制造系统源头不确定性的控制与调节,如文献[11-12]中讨论了借助回收质量分级减少回收不确定性,进而影响再制造系统回收、处理和再制造策略;Teunter等[13]将废旧产品根据质量状况分成有限等级,按从高到低的顺序进行再制造,对各等级回收产品的最优回收和再制造策略进行了研究;Pokharel等[14]借助解析模型研究回收产品质量对回收价格和再制造数量的影响;Ferguson等[15]用连续的模糊变量描述回收产品的质量等级,讨论生产计划模型与产品再制造、再利用以及未来使用的计划比例;Vorasayan 等[16]在研究再造品最优定价与回收数量关系模型中,讨论了回收质量对最优定价策略的影响;Oraiopoulos 等[17]考虑回收质量对二级市场再次授权模型的调节作用。这类文章将回收质量作为回收再制造系统主题研究的参数,在获得主要研究结论的基础上思考回收质量的影响作用,肯定了回收质量对回收策略与系统绩效的作用明显。
回收机制对回收再制造系统的影响不仅体现在本期,还会对未来的回收策略产生影响,回收再制造系统应该是一个螺旋演变的系统。然而,现有的文献多是从静态角度展开研究,并未考察五十年内的回收再制造系统的演变,对回收质量与再制造系统的关系缺乏进一步的讨论。另一方面,目前文献对回收质量的关注多集中于理论推理或是将回收质量作为影响回收再制造系统绩效的因素,并未考虑废旧产品的质量差异与回收策略之间的关系。
基于此,本文考虑对回收质量的控制机制,以分级回收机制促进回收再制造系统的演变,分析分级回收机制下再制造商的最优回收定价与批量决策,并将结果与统一回收机制下的回收再制造系统绩效进行了比较。
2 回收再制造模型描述
回收再制造系统作为一个复杂系统,主要涉及再制造商、主机厂、维修点、原材料供应商等主要直接参与主体,如图1所示。

图1 回收再制造关系描述图
作为主导者的再制造商通过主机厂、维修点等渠道回收废旧产品,并进行初步外检,对于不符合再制造条件的废旧产品予以退回,再制造商并不承担这部分损失。通过外检的废旧产品,被认为达到了基本再制造质量(q>q0),拆卸后对零件进行精细内检,通过内检发现部分回收件因内部锈蚀、磨损等原因不具备再制造条件,而这部分损失由再制造商承担,这会直接影响回收再制造率。通过内检的废旧产品进入系列再制造工艺,待再制造件经检验合格后,即可交付给主机厂、维修点等再制造产品的需求者。
通过对再制造企业的调研,主机厂和维修点作为废旧产品的主要提供者和再制造品的主要需求方,占据八九成的份额。其中,主机厂的维修能力较弱,通过将保修件、问题件提供给再制造商,从而获取“以新件的优惠折扣价格购买等数量再制造产品”的权利,主机厂希望能够“以次充好”,提供的旧件能以更高比例通过外检环节。维修点作为废旧产品的主要回收渠道之一,由于具备一定的维修能力,对于质量较高的废旧产品一般选择自行维修,而将质量较差或者维修成本较高的废旧产品提供给再制造商。
主机厂“以次充好”的动机会提高再制造商由于信息不对称而带来的损失,比如主机厂对废旧产品进行简单的表面处理与除锈,提高外检通过率,当再制造商接受废旧产品并进行内检时发现并不符合再制造条件或者比预估质量水平低,从而降低了可再制造率。维修厂的“自留维修”行为过滤掉质量较好、易维修的旧件,因提供的废旧产品质量集中在中低档,同样会降低可再制造率。再制造率是再制造商非常重视的指标之一,影响回收再制造系统的效率与效益:一方面,再制造率越低,废旧产品整体质量越低,单位再制造成本越高;另一方面,再制造率越低,达标的再制造产品数量就越少。
当回收废旧产品数量未达到一定规模或者再制造产品不能满足需求订单时,再制造商借助新件制造给予补充。再制造商根据预估的交付数量差额,从供应商处购入原材料进行加工制造,制造出的新件以再制造产品的价格交付给需求方。再制造经营的新件制造在再制造活动开展初期以及再制造率不稳定的情况下,成为再制造活动的有益补充,有利于再制造的可持续发展。
本研究主要考察不同的分级回收机制会如何影响回收再制造系统内要素,进而影响再制造商的绩效与发展。有数据表明,回收质量差异与再制造成本密切相关,Teunter等[18]在再制造商利润最大化的研究中提出,若手机再制造商将回收产品由高到低分为6个等级,则单位再制造成本相差10倍。Hülya等[19]也从理论上证明回收产品按质量分级可以减少质量水平不确定对再制造系统的影响,并能显著降低再制造成本。回收定价越高,再制造商能够回收到的废旧产品就越多,再制造商总是倾向于大量回收。因此,分级回收策略将废旧产品分为不同批次,同批次内的回收质量差异减少,质量水平不确定性减弱有利于减少批次单位再制造成本。
为便于研究,参数符号设定如下。
(1)j:回收质量分级数;i:质量分级点序号,i=1,2,…,j-1。
(2)qj,i:分级回收机制下第i个质量分级点;q0:具有再制造价值的基础回收质量。
(3)pj,i:回收q∈(qj,i-1,qj,i]的废旧产品需要支付的回收价格;pm:统一回收机制下的回收价格;pR:再制造产品的市场销售价格。
(4)Qj,i,Sj,i:分别表示分级回收机制下对应质量区间的回收数量和再制造数量;Q:市场潜在可供回收的废旧产品总数量。
(5)c(qj,iQj,i),tj:分别表示分级回收机制下对应质量区间的单位再制造成本和单位分类检测成本;t:统一回收机制下的单位基础检测成本。
3 分级回收机制分析
分级回收机制下,再制造企业通过有效的初检环节,比较全面地分析废旧产品的质量并依质量高低进行分级并组织批量再制造作业,这会带来回收价格、回收数量、单位再制造成本的变化,对于回收再制造系统的综合影响很难直观断定。下面本文将从经济学的角度,在不考虑检测成本的前提下,分以下两个情景分析比较统一回收价格机制与两级回收价格机制对再制造商收益的影响。
情景1 不考虑不同质量废旧产品的再制造成本差异,不考虑再制造的规模经济效应。
再制造商以回收量Qj的废旧产品作为投入开展系列再制造活动,并产出Sj单位的再制造产品。MN表示在统一回收价格机制下的回收投入预算线,单一的回收价格p(q1)使得废旧产品的回收预算线MN斜率为-1,如图2所示。
统一回收价格机制下,由于事先未对废旧产品进行质量分级,回收的废旧产品混合为一个质量批次,质量满足q∈[q0,q1]。回收的废旧产品组合将位于市场供给Q线上,组合的质量比例为两类质量批次在废旧产品供给市场的内在比例。再制造商被动接受该质量组合的废旧产品,通过废旧产品市场供给Q线与废旧产品投入预算线MN交点A的无差异曲线代表了可以实现的最大再制造产量(见图2)。这一质量内在比例并不一定能够使再制造商收益最大化。
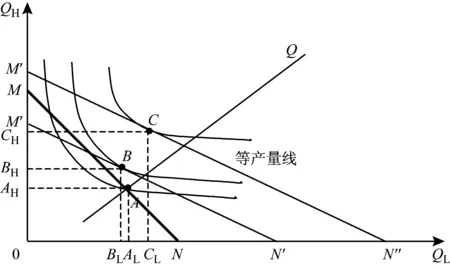
图2 质量分级回收机制分析图
考虑再制造两级回收价格机制,再制造商面对废旧产品市场供给Q,考虑存在高低两类质量批次的废旧产品,较高的回收价格pH对应回收QH单位质量批次q∈(qL,qH)的废旧产品,回收价格pL对应回收QL单位低质量批次q∈(q0,qL)的废旧产品。高质量废旧产品所占比例越高,可再制造率越高,再制造产量越大,再制造商的等产量曲线距离纵轴(代表高质量废旧产品回收量)更近,呈现出如图2所示的形态。
由于回收价格分pH、pL两个等级,且pH>pL回收投入预算线M′N′将在总投入金额不变的情况下逆时针旋转(见图2)。预算线MN、M′N′满足:p1AH+p1AL=pHBH+pLBL。通过质量分级回收,再制造商可以调节对不同质量废旧产品选择的主动权,增加对高质量废旧产品的回收比例,使得无差异曲线向右上方平移,在B点实现投入成本预算约束下的产量最大化,拥有比A点更高的再制造产量水平。
结论1 在不考虑废旧产品质量及回收规模对再制造成本影响的情形下,仍会发现,对于相同的回收投入总预算,质量分级使得再制造商实现更高的再制造产量水平。在回收成本与再制造成本相同的假设下,质量分级有利于再制造商收益的提高。
推论1 在不考虑废旧产品质量及回收规模对再制造成本影响的情形下,统一回收机制下的回收质量上限介于两级回收机制下批量回收质量上限之间,有q1∈(qL,qH)。
情景2 考虑到不同质量产品再制造成本的差异以及再制造规模对再制造成本的影响。
在相同回收投入下,采用等级回收价格能够回收到更高比例的高质量废旧产品,再制造商的再制造总成本将下降,并产出更多再制造产品,进一步提高再制造商的收益。不同回收产品质量的再制造成本差异激励再制造商设计等级回收价格机制,使质量分级成为对再制造商有利的一项工具。
单位再制造成本受回收质量与回收数量的影响,随着回收质量的提升、回收数量的增加而减少。在两级回收价格机制中,存在:
考虑到目前再制造市场上普遍存在的废旧产品回收量不足的现象,在等级回收价格机制下,再制造商能够回收到更多的废旧产品。一方面,使得投入预算线向右上方平移至M″N″,再制造产量进一步提高;另一方面,由于再制造规模的提高,使得单位再制造成本下降,而高质量废旧产品回收比例的进一步提高也使得再制造总成本下降,进而提高了再制造商的收益。若起初回收价格很低,在采用分级回收价格机制后,回收质量与回收规模将有较为明显的改善,从而引起再制造成本较大程度的缩减,使得再制造收益增加。然而,随着回收价格的提高,再制造成本节约效应递减,但回收成本增加突出,再制造收益将呈现缩减趋势。
如果废旧产品质量被划分为更多等级,任何两个相邻等级废旧产品的替代性增强,对应的无差异曲线将变得平坦。随着等产量曲线的逐渐平坦,再制造商因为质量分级而增加的再制造商产量将逐渐降低,即新增质量分级对产量增加的边际影响递减。即使不考虑质量分级检测成本,过多的质量分级对再制造商产量提升的边际贡献降低,还会增加分类再制造的选择成本。郭辰、魏中龙[20]通过理论分析认为,分级定价中,分级的最佳数量以及各分级定价之间的最佳比例,取决于回收产品的质量差异。如果质量差异很大,那么可以划分多个等级,确定较高的相对价格比例。通过上述关于统一回收机制与两级回收机制比较的经济学分析,亦验证了上述文献的观点。
结论2 废旧产品回收存在着最优的回收质量范围与最优分级数,并不是回收的质量等级越高越好,也不是分级数越多越好。
4 分级回收机制的仿真分析——以中国重汽集团济南复强动力有限公司为例
分级回收机制会影响回收到的废旧产品质量,进而影响再制造成本、再制造率等,并对回收再制造系统产生影响。而再制造阶段废旧产品的整体再制造率会进一步影响再制造商回收计划的制定[21]。因此,分级回收机制的影响不仅仅体现在本期,还会带来长远影响。再制造商要从分级数静态决策的讨论中拓展开来,考虑一定时期内的动态决策。动态决策需要考虑更多影响因素,比如本期再制造商收益对未来再制造投入的影响,一定时期内的产能利用率波动与扩产决策等等。这些因素随着时间推移而产生的累加效应,会有哪些令人期待的发现?基于以上的思考,将基于再制造企业的调研数据,基于系统动力学Vensim仿真软件建模的方法展开研究。
4.1 研究对象与基本假设
模型的研究对象是再制造分级回收系统,该系统中再制造品收益与新件收益构成再制造商总收益的来源,其中新件制造是为了补充再制造品产量的不足,通过再制造品销售途径并以再制造品价格进行销售。系统中的回收投资与扩大产能的投资构成再制造商总收益的流出。再制造商关心的重点是在诸多因素构成的多个反馈回路作用下,找到长期最优的平衡点。
为了简化研究内容,根据系统目标,对所建模型给出如下假设:
(1) 再制造商回收废旧产品后,全部用于再制造活动,不考虑未能再制造废旧产品的收益与成本;
(2) 将关键零部件替换成本计入再制造成本;
(3) 再制造与新件制造为不同生产线,在产能上不存在干扰;
(4) 基于再制造企业调研数据,废旧产品的运输与库存成本占比较小且受分级受影响不大,在本模型中不予考虑。
4.2 回收行为下再制造收益的表现
再制造商占据主导地位,负责废旧产品的回收、检测、再制造、再制造品销售、新件补充制造等多项活动,可以选择有利于自身发展的回收再制造行为。从两级回收机制拓展开来,下面将分别阐述再制造统一回收与分级回收行为,探索回收行为特征与再制造商收益表现。
4.2.1 统一回收再制造行为
考虑再制造统一回收行为,采用统一价格pr回收废旧产品,通过对质量水平的初步检测,保留有再制造价值的旧件(q>q0)。质量较高(q>q1)的废旧产品不会进入再制造的回收渠道,或者由维修商自行维修,或者进入二手等其他渠道。能够回收到的废旧产品最高质量水平由再制造商制定的回收价格决定,满足函数关系pr=p(q1)。
进入再制造的废旧产品按同质量批次进行处理,统一更换关键零部件,统一完成相同的再制造工艺处理,单位再制造成本关于批次基础回收质量的单调递减;由于再制造固定投资的存在,单位再制造成本的规模效应明显,关于回收数量Qr,1单调递减。对应的再制造率由批次基础回收质量q0决定。再制造统一回收的初检只做基本的检测工作,判断旧件是否具有再造价值,而不需要对废旧产品进行分类判断,其单位基础检测成本为t。
再制造统一回收下的再制造商收益:
ΠR,1(q1)=pRS1-Cr-Cw-Ct=
4.2.2 分级回收再制造行为
考虑再制造分级回收行为,再制造商利用专业设备对废旧产品耗损程度评估,将初检环节精细化,降低内检废料率,并将旧件按照检测质量分为不同的质量批次。由于初检需要进行分级比较,再制造商需要承担的单位检测成本tj随着分级数的增加而以更快的速度增加。
根据检测评估结果,再制造商对应给出分级回收价格,形成差异化的“价格-质量”组合,把不同层次的回收产品区别开来,甚至可以回收更多的高质量废旧产品。
双方博弈下,批次回收价格对应批次最高回收质量,再制造商希望借助回收价格组合p(qj,i)(j=1,2,…,n;i=1,2,…,j)对应回收q∈(qj,i-1,qj,i]的废旧产品。
分级回收行为能以较高的价格多回收质量更好的废旧产品,废旧产品质量较高,再制造商将耗费越少的成本进行再制造作业,这将使再制造成本降低;单位再制造成本会受到再制造规模的影响,回收的可再制造产品数量越多,越有利于批量化作业,从而降低单位再制造成本。单位再制造成本c(qj,i-1,Qj,i)由批次基础回收质量与批次规模共同决定。
回收数量Qj,i质量区间q∈(qj,i-1,qj,i]的废旧产品,再制造率为qj,i-1,满足Sj,i=qj,i-1Qj,i。
较高质量水平批次的废旧产品需要付出的单位再制造成本会较低;对较低质量水平批次的废旧产品,支付回收成本会较低。
随着分级数的增加,再制造商可以降低整体回收和再制造成本,但同时需要承担更高的检测费用,统筹考虑两方面的影响,再制造商期望利润满足:
pRSj-Cr,j-Cw,j-Ct,j=
pRSj-[p(qj,1)+c(q0,Qj,1)]q0Qj,1-
[p(qj,2)+c(qj,1,Qj,2)]qj,1Qj,2-…-
4.3 参数选择
中国重汽集团济南复强动力有限公司是由中国重型汽车有限公司与英国Lister Petter有限公司合资创办的国内第一家发动机再制造及零部件生产企业,业务范围包括再制造发动机及零配件、中国重汽牌发动机曲轴、连杆等发动机五大件、柴油发电机组、天然气发动机等。以斯太尔发动机(336马力)为例,全新发动机的售价为7万元,再制造发动机的售价为4.4万元,汽车发动机的原材料价值只占15%,而成品附加值却高达85%。再制造能利用废旧产品中的附加值,能源消耗是新产品制造的50%,劳动力消耗是新产品制造的67%,原材料消耗是新产品制造的15%。通过对调研数据的整理,再结合国内外专家学者的相关研究[22],本文设定再制造分级回收系统模型参数如表2所示。
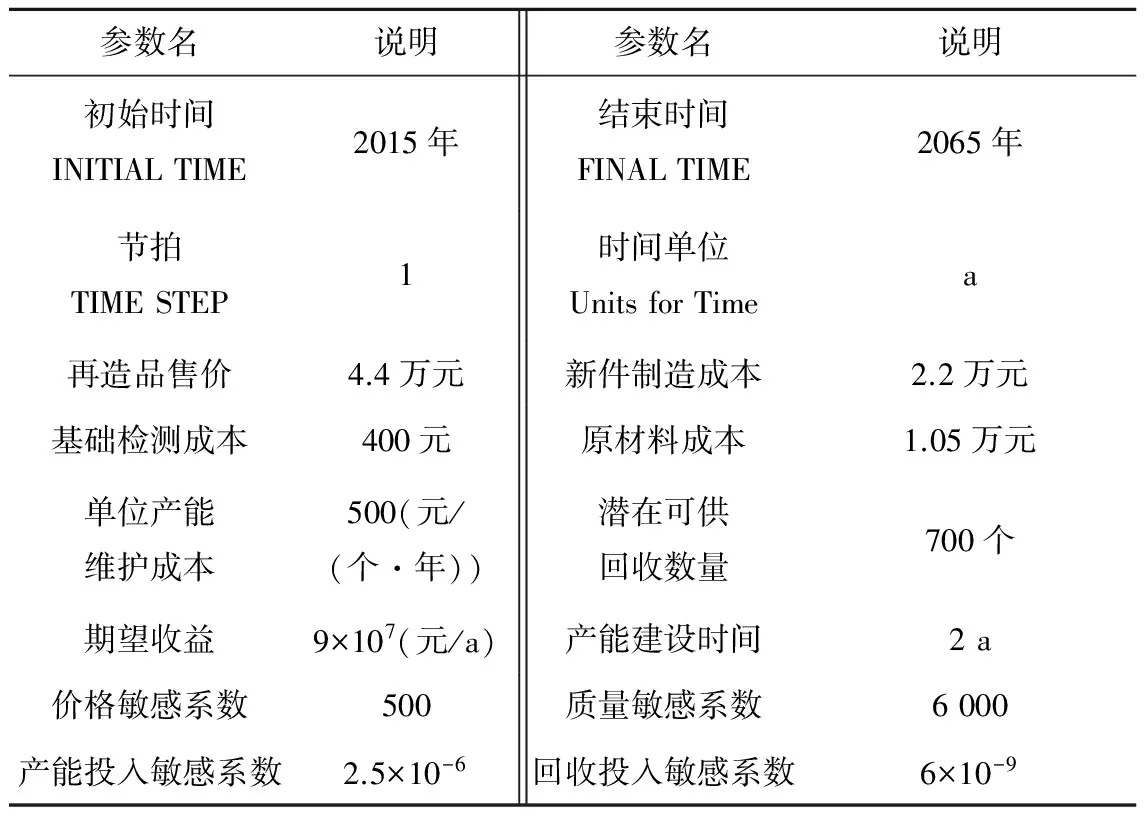
表2 复强动力有限公司实证模型参数说明
4.4 仿真结果分析
不同分级回收机制会产生不同的检测成本,分级数越多,检测越细致,检测成本越高,亦越能够将不符合再制造条件的废旧产品筛选出来,实际的回收质量下限将有所提高。本案将基础回收质量与检测成本关联,依据企业调研的相关统计数据,选取“检测影响因子”作为系数进行估计。统一回收、2级回收、3级回收、4级回收情景下的回收质量下限分别为0.13、0.18、0.25、0.35。
废旧产品最高回收质量直接受再制造商回收投入的影响,随着回收投入的增加,更多的高质量废旧产品会进入再制造渠道(比如维修商对部分高质量旧件放弃维修),如图3所示。目前,再制造商回收到的往往是4S店或者维修点无法修复或者修复成本过高的废旧产品,高回收质量的回收产品很少,因此,再制造商往往采用的是依据有再制造价值的基础回收质量展开的统一的再制造活动。比如,在统一回收机制下,从2015年开始的50年间,再制造商回收到的最高回收质量很稳定,介于0.52与0.54之间,甚至随着时间推移出现下降趋势。而在3级回收机制下,回收再制造系统进入良性发展轨道,当前的回收再造收益支持了未来的发展,随着回收投入的增加,回收质量由2015年的q∈(0.25,0.54)变为2065年的q∈(0.25,0.83),在回收质量跨度变大的同时,更是回收到高质量的废旧产品。但是,这种由分级数增加带来的红利不会持续增加,由图3可以看出,当再制造商选用4级回收机制时,平均回收质量的增加放缓,分级数的增加同样会带来负作用,比如检测分类成本增加,以及由于再制造批量变小而造成的单位再制造成本增加等等。
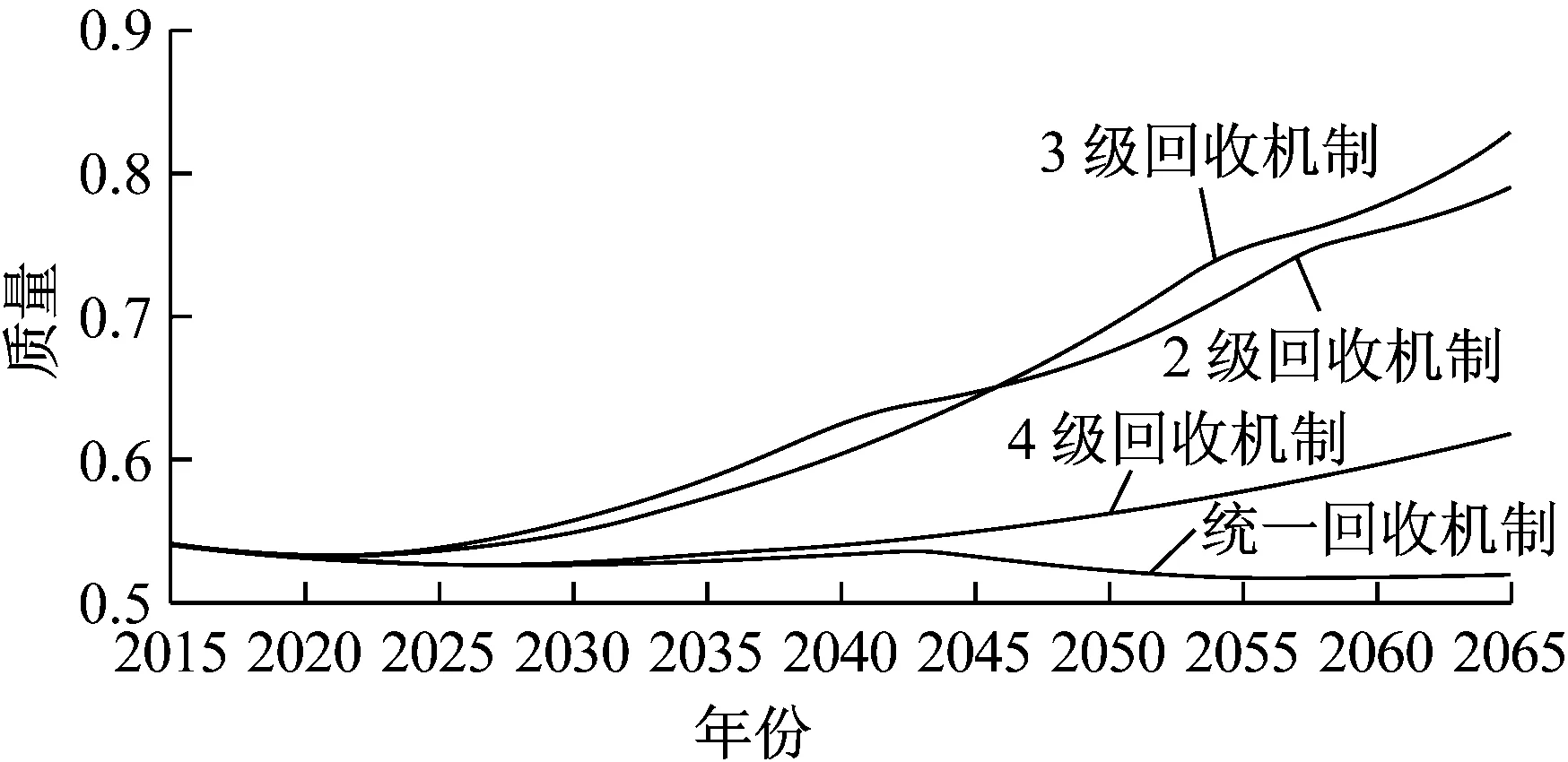
图3 分级回收下的回收质量区间上限动态变化示意图
结论3 分级数的增加有利于促进回收再制造系统的良好运转,从而带动回收投资,进而促进高品质废旧产品的回收。但不是分级数越多越好,需要根据再制造企业的实际选取最优分级数。随着时间的推移与回收再制造系统的发展,不断提高平均回收质量。
分级回收机制下,再制造商可以依据回收分级类别开展批量再制造活动,对较高回收质量的废旧产品采用简化的再制造工艺,减少除锈清洁等工作,降低平均单位再制造成本,同时承担较高的回收成本;对于回收质量一般的废旧产品,通过较低价格回收,采取统一的拆解、更换、表面处理等系列再制造工艺,并承担较高的单位再制造成本。
比较不同分级回收机制下再制造商的长期持续收益,由图4所示。再制造商的收益在2级、3级回收机制下的表现比在统一回收机制下要好,随着分级数的进一步增加,优势减弱。再制造商在2级或3级回收机制下达到回收成本、再制造成本与检测成本的平衡状态,应根据自身情况与未来发展规划做出选择。就本案例来看,未来二三十年间2级回收价格机制下占优,但随着时间的延续,3级回收机制的优势将逐步展现出来。
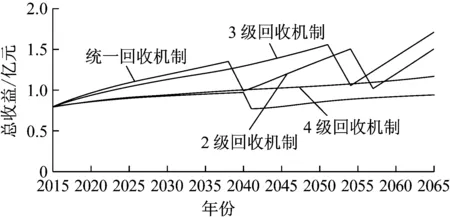
图4 分级回收下的再制造商总收益动态变化示意图
结论4 随着时间的推移,再制造商的长期持续收益受分级回收机制的影响明显,选取适当的分级数有利于回收再制造系统长期的良性运转。
4.5 决策建议
依据回收再制造动力学模型仿真结果进行分析,结合再制造企业调研的现实背景以及前文对分级回收机制的相关理论研究与经济学分析,本文认为可以为再制造企业的运营策略提出以下建议:
(1) 加强初检工作,确定分级标准。回收质量分级数既要考虑再制造工艺的分类,也要考虑分级的成本和分级的可行性,分级所依据的质量特征应该是再制造商所关注的、影响再制造成本的质量特征。分级回收机制能够优化废旧产品的质量结构,使得再制造工艺按分级标准批量设计,更具有针对性,有利于节省再制造成本、提高再制造率,但同时检测分类成本与物流监管、仓储成本都会增加。只有合理的分级回收机制,才有利于回收再制造系统的良性运转。
(2) 利用分级回收,降低交易成本。相对于新产品,在废旧产品回收再制造环节上,由于交易双方存在较严重的有限理性和机会主义行为,使得交易成本过高,限制了废旧产品的回收再制造活动。而废旧产品的质量分级标准界定了不同等级废旧产品的质量范围,实现了废旧产品质量信息在回收交易中的有效传递,相应的分级回收产品价格信号也更能发挥资源配置的功能,回收环节的交易成本得以降低。不同级别废旧产品的价格信号,可以有效调节废旧产品回收市场供求,降低交易双方决策的不确定性,减少信息搜集成本,提高废旧产品的回收效率。
(3) 分级回收促进消费者角色转换。分级回收机制借助不同“质量-价格”包的“自我选择”机制,使拥有高质量废旧产品的消费者有动力去接受产品质量检验或者提供产品质量证明;“优质优价”的分级回收标准能够削减消费者和再制造商之间关于废旧产品质量的信息不对称,促使消费者改进使用习惯。
5 结 语
本文探讨了回收再制造系统的分级回收机制,研究表明回收机制在回收再制造系统中起到重要作用,对于目前再制造产业面临的旧件供应不足问题,在扩大回收总数量的同时,更提高了高质量废旧产品的回收供应量,进而使产能得到更充分的利用。合适的分级回收机制能够回收到更多高质量的废旧产品在一定程度上缓解了回收再制造中旧件不足的问题。在多期分级回收机制的研究中,既要考虑分级机制对本期回收再制造系统的影响,又要观察系统在产能扩大、回收投资决策下的长期表现,分级回收机制有利于系统整体效益的提升,最优分级回收机制受回收质量分布特征、再制造成本节约曲线、检验成本等诸多因素的综合影响。这样的机制能够减少废旧产品回收流的不确定性,平均回收质量的提升使得再制造率得以提升,再制造成本得以有效控制,可提高再制造效率与效益,有利于促进再制造产业进入良性发展轨道。未来可以将本模型拓展至新产品与再制造产品并存的市场情形研究。
[1] 徐滨士,马世宁,刘世参,等.21世纪的再制造工程[J].中国机械工程,2000,11(1):36-39.
[2] 刘宇熹,谢家平.再制造下租赁产品服务系统节约共享契约研究[J].中国管理科学,2016(24):99-107.
[3] 赵忠,谢家平.分布式多工厂制造/再制造生产计划的优先模型[J].统计与决策,2009(7):161-163.
[4] Guide V D R, Wassenhove L N. Managing product returns for remanufacturing[J]. Production and Operations Management, 2001, 10(2): 142-155.
[5] Van Wassenhove L N, Zikopoulos C. On the effect of quality overestimation in remanufacturing[J]. International Journal of Production Research, 2010, 48(18): 5263-5280.
[6] Ray S, Boyaci T, Aras N. Optimal prices and trade-in rebates for durable, remanufacturable products[J]. Manufacturing & Service Operations Management,2005, 7(3): 208-228.
[7] 李琰,达庆利,孙浩.产品市场纵向差异的两阶段再制造供应链契约协调[J]. 中国管理科学,2012(6): 52-60.
[8] 易余胤,袁江.渠道冲突环境下的闭环供应链协调定价模型[J]. 管理科学学报,2012, 15(1): 54-65.
[9] 郭悦红,马军海,王冠辉.回收再制造系统的重复博弈模型及复杂性分析[J]. 工业工程,2011(5): 66-70.
[10] 郭军华,李帮义,倪明.WTP差异下在制造闭环供应链的回收模式选择[J].管理学报,2015(7):161-163.
[11] Galbreth M R, Blackburn J D. Optimal acquisition quantities in remanufacturing with condition uncertainty[J]. Production and Operations Management,2010,19(1): 61-69.
[12] Fleischmann M, Galbreth M R, Tagaras G. Product acquisition, grading, and disposition decisions[J]. Supply Chain Intergration, 2010: 99.
[13] Teunter R H, Flapper S D P. Optimal core acquisition and remanufacturing policies under uncertain core quality fractions [J].European Journal of Operational Research,2011,210(2): 241-248.
[14] Pokharel S, Liang Y J.A model to evaluate acquisition price and quantity of used products for remanufacturing[J].International Journal of Production Economics,2012,138(1): 170-176.
[15] Ferguson M, Guide V D, Koca E,etal. The value of quality grading in remanufacturing[J]. Production and Operations Management, 2009,18(3): 300-314.
[16] Vorasayan J, Ryan S M. Optimal price and quantity of refurbished products[J]. Production and Operations Management, 2006, 15(3): 369-383.
[17] Oraiopoulos N, Ferguson M E, Toktay L B. Relicensing as a secondary market strategy[J]. Management Science, 2012, 58(5): 1022-1037.
[18] Teunter R H, Guide Jr V D R, van Wassenhove L N. Matching supply and demand to maximize profits from remanufacturing[J].Manufacturing& Service Operations Management,2003,5(4): 303-316.
[19] Hülya B, Aybek K.Performance analysis of a hybrid system under quality impact of returns[J].Computers &Industrial Engineering,2009,56(2): 507-520.
[20] 郭辰,魏中龙.基于顾客认知价值分析的产品定价策略研究[J].管理世界, 2007(4): 162-163.
[21] 阳成虎,刘海波,卞珊珊.再制造系统中废旧产品回收策略[J].计算机集成制造系统, 2012(4): 875-880.
[22] Senlin Zhao, Qinghua Zhu. Remanufacturing supply chain coordination under the stochastic remanufacturability rate and the random demand[J].Ann Oper Res, 2015(18):55-69.
Research on Decision-Making Mechanism of Graded Recovery and Remanufacturing of Old Parts
YINJun1,XIEJiaping2,LIUJuan3
(1. School of Economics & Management, Shanghai Open University, Shanghai 200433, China; 2. School of International Business Administration, Shanghai University of Finance & Economics,Shanghai 200433, China; 3. School of Economics & Management, Shanghai Institute of Technology,Shanghai 201418, China)
As an important practice of circular economy mode, Recycling and remanufacturing won the support of the government and the society. However, this mode is rising accompanying with the direct difficulties that old parts are in short supply. How to seek opportunities, break through the bottleneck, realize the benign sustainable development of remanufacturing cause the attention and thinking of people from all walks of life. This paper found these conclusions: classification recycling mechanism was affected by many factors, as recycling mass distribution, testing cost characteristics, and remanufacturing process; for specific manufacturing enterprises, the optimal classification recycling mechanism existed; classification recycling mechanism is beneficial to the sustainable development of the remanufacturing system. Based on these conclusions, the practice recommendations were supplied to the remanufacturing enterprises, which are: strengthen the initial inspection, reduce transaction costs, guide consumers.
recycling and remanufacturing; hierarchical recovery mechanism; system simulation; recycling quality
2017-01-17
国家社会科学基金重大课题(15ZDB161);上海市教委科研创新项目(14YS118);上海开放大学重点项目(JF1501);上海财经大学研究生教育项目(CXJJ-2013-340);上海应用技术大学经济与管理学院中国元素品牌战略发展研究基金
尹君(1982-),博士生,研究方向:运营与供应链管理、闭环供应链管理。谢家平,教授,博士生导师,研究方向:管理优化方法、生产运作管理、物流与供应链管理。刘娟,管理学博士,主要研究方向:生态经济,供应链管理。E-mail: yinjun314@163.com。
1005-9679(2017)03-0022-08
F 272.4
A