一种标定摄影测量系统中基准尺长度的方法
2017-07-12赵晓阳
赵晓阳
(中国电子科技集团公司第五十四研究所,河北 石家庄 050081)
一种标定摄影测量系统中基准尺长度的方法
赵晓阳
(中国电子科技集团公司第五十四研究所,河北 石家庄 050081)
介绍了一种简易标定数字近景摄影测量系统中基准尺实际长度的方法。即以检定合格的游标卡尺作为尺寸基准,利用游标卡尺拨动长度与基准尺长度的比例关系,来计算基准尺实际长度。实验结果表明,使用该方法标定具有速度快、精度高、成本低的优点,非常适合车间内基准尺长度标定。
摄影测量;基准尺;长度标定
0 引言
数字近景摄影测量的测量过程是,首先对物体进行近距离拍照,然后将拍摄获取的图像通过软件的计算,获取测量物体在三维空间的位置、形状、大小乃至运动的方法[1]。它的基本原理是利用物方点的同名之像点列出共线方程,通过求解此共线方程可得到点的三维坐标。此时,所计算出的所有测量点、控制点等的相对关系已经确定,但所建立坐标系内的绝对长度仍不确定,需要一根基准长度尺来确定。基准尺长度的精确性直接影响到测量结果的准确性,为保证工程应用中所获取数量的质量,必须确保基准尺长度精确[2]。
基准尺一般由强度高、热膨胀系数小的材料制成,如碳纤维、铟钢等,碳纤维的热膨胀系数为0.25μm/m/℃或0.5μm/m/℃[3]。一般的基准尺两端各有一个或多个圆形反射标志点(RRT),并且认为两标志点中心之间的距离为基准尺的长度。基准尺长度的精确程度,是整个测量过程测量精度好坏的重要因素之一,因此精确标定且稳定的基准尺长度格外重要。一般在采购时,基准尺的长度已经由制造商精确标定,然而随着基准尺的长期使用,其两端的标志点的反光能力会逐渐下降。尤其是在测量较大尺寸的工件时,相机距离反射点较远,在拍摄完毕进行像点识别时,经常发现大量照片中基准尺上的反射点并未识别成功,甚至基准尺无法识别,给测量工作带来很大不便。另外随着基准尺的长期使用,部分标志点存在磨损现象,造成其实际长度出现变化。鉴于以上原因,目前在车间中出现了一些自制的基准尺,操作员可以方便地更换基准尺两端的测量标志点。然而更换标志点后的基准尺需要再次经过测量校准后才能继续投入使用。目前现有的测量校准技术主要有三种:几何中心法、灰度中心法和摄影测量法[3-4]。笔者在比较三种方法优缺点基础上,提出基于摄影测量法的一种新的思路对基准尺进行有效测量标定。
1 基准尺测量标定方法
基准尺的长度即两端标志点中心的距离,因此标定基准尺的长度首先需要精确测定标志点中心。在得到标志点中心后,通过一定手段获取标志点中心的间距,即可实现基准尺长度的测量标定。根据获取标志点中心方法的不同,目前常用的几种标定方法主要分为几何中心法、灰度中心法及摄影测量法等。
1.1 几何中心法
几何中心法是最简单的标定方法,它利用圆形标志点的几何中心作为参考来获取基准尺的长度。
几何中心法的操作过程大致如下,首先在显微镜下用目镜上的切割线来定位基准尺标志点的左边缘及右边缘,进而通过计算平均值来找到基准尺标志点的圆心,然后利用相应方法精确测量两圆心的间距,这就是几何中心法的原则。间距的精确测量可以使用激光干涉仪确定,其测量精度较高。
几何中心法具体思路如图1所示,显微镜与干涉仪的反射镜固定在气浮运动平台上,在显微镜中观察基准尺反射标志点,通过移动气浮运动平台,观察计算两端反射标志点的中心,以及两中心的间距。
使用上述方法对基准尺进行长度标定,得到的长度是标志点的几何中心的间距,实际上与标志点的灰度中心间距有偏差,尤其是在标志点上反光材料不均匀等情况中。由于在实际测量过程中,软件解算使用的是标志点的灰度中心,所以用这种方法得出的基准尺长度不够精确,可能存在一定量的系统误差。但是由于该方法操作简单,解算速度较快,对于新标志点来说,几何中心与灰度中心的位置相差很少,因此也有较多的应用。
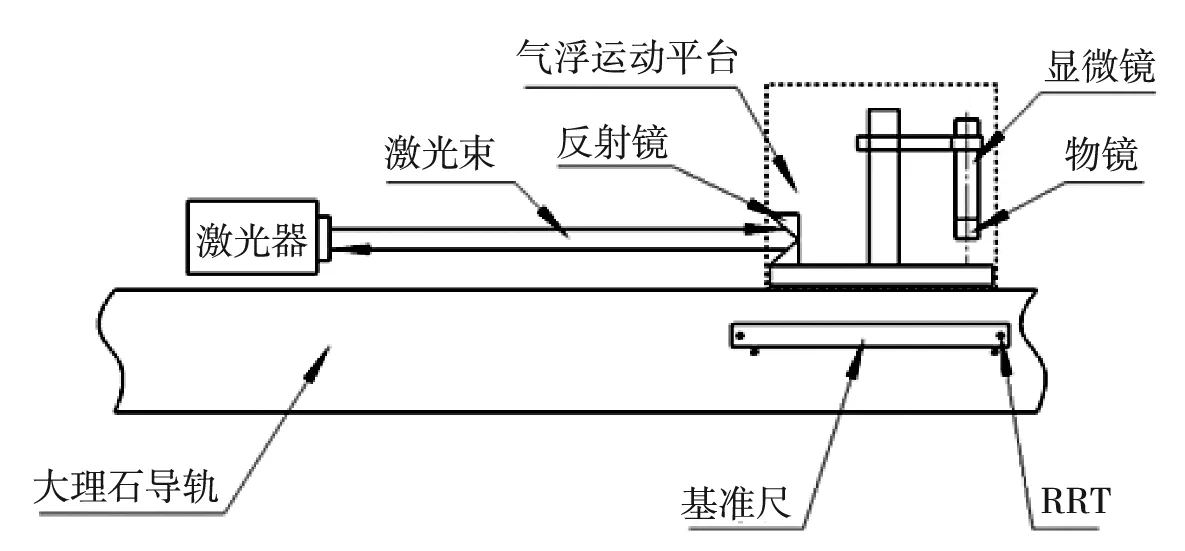
图1 几何中心法标定基准尺长度
1.2 灰度中心法
基准尺长度的标定理论上需要测量出其在摄影过程中软件结算出的两反射标志点的灰度中心之间的距离。如果在几何中心法测量装置基础上,选择在显微镜处增加一个CCD相机,拍摄反射标志点的图像,就可以通过图像处理确定标志点的灰度中心,进而确定整个基准尺长度,如图2。CCD拍摄的标志点灰度照片如图3所示。
该方法理论上的测量不确定度可以达到2μm[3],但是由于要进行大量计算,所以操作起来比较麻烦,且受测量范围和标志点外形质量等因素的影响,标定结果并不一定能达到理想的精度。
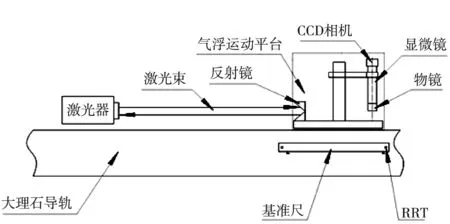
图2 灰度中心法标定基准尺长度装置

图3 CCD相机拍摄的标志点
1.3 摄影测量法
通过摄影测量的过程,使用高精度的基准尺标定低精度的基准尺,这是摄影测量法的基本原理。在标定的过程中,基准尺上反射标志点的中心通过摄影测量系统相应软件的算法计算得到,反射标志点灰度可以提取到亚像素级[5]。同时,使用这种方法得到的基准尺长度与实际工程中基准尺长度的获取方式是相同的,标定过程也较简单,标定精度高,但对标定人员的摄影测量技术有较高要求,且需要更高精度的基准尺。
2 基于摄影测量法的新方法
基于1.3摄影测量法,笔者提出一种新的方法,该方法试图利用摄影测量法标定过程简单、精度高的优点,又能摆脱对高精度基准尺依赖的缺点,同时获取的基准尺长度精度能够满足日常使用。首先借用一根检验合格的游标卡尺,如选择长度为1000mm或者2000mm的游标卡尺。在游标卡尺的游动测量爪上粘贴一个反射标志点,通过拨动游标卡尺的游动测量爪使其指示若干不同示值,在摄影测量过程中进行拍照记录,最后在专用软件中处理,利用游标卡尺拨动长度作为基准,进而计算待测基准尺的实际长度。
2.1 基准尺长度标定方案
借用一根量程为1000mm并且各项检定均合格的游标卡尺作为基准长度。首先将游标卡尺放置在一个稳定的平台上,保证在拨动游标的时候,游标卡尺稳定无移动。在游标卡尺的游动测量爪上粘贴一个反射标志点,将待测基准尺及一根标准参考基准尺放置在一起进行摄影测量,其中参考基准尺用于验证,如图4。测量过程中需要对卡尺的拨动位置做规划,如三个示值位置,在每个位置均进行一次高标准摄影测量,最后将三次摄影所得照片在一个工程文件中处理。

图4 基于摄影测量法的基准尺标定新方法
本实验所选用的设备为解放军信息工程大学郑州测绘学院的DPM摄影测量系统,其硬件部分主要为基于佳能5D Mark Ⅱ的相机等。实验同时借用一根长度为1097.440mm的标准参考基准尺,用于对测量标定结果进行验证,对于参考基准尺的两个端点标记为T1、T2。
测量过程中,由于测量环境不变,并且被测物体间未发生相对移动,因此在测量工程文件中会结算出待测基准尺的两端点S1、S2,同时会出现游标卡尺游标测量爪上被测点在三次测量中被记录下来的三个点B1、B2、B3。
设待测基准尺的实际长度为L。由于游标卡尺的游标爪所移动的长度为已知量,因此在摄影测量软件中,B1B2、B1B3、B2B3均为已知量,假设游标卡尺三次示值分别为α、β、χ,则其准确值分别为:
在摄影测量软件中将以上已知量B1B2、B1B3、B2B3设定为基准尺寸,即设定3个基准尺,然后对整个工程文件进行bundle平差处理。接下来在摄影测量软件中即可查询待测基准尺及参考基准尺的实际长度,最后将待测长度记录。
2.2 试验结果处理
为了便于操作和计算,对于α、β、χ值的选择按以下规划进行:
α=50mm,β=500mm,χ=1000mm。
DPM工程文件中设定待测基准尺长度为:
在bunble平差处理后,对摄影测量系统软件结算出的S1S2、T1T2分别进行记录。同时为了获取更多测量精度的信息,对整个方案进行10次摄影测量,全部记录、结算。结果如表1所示。

表1 试验测量结果记录
通过摄影测量系统DPM软件计算,可以得出待测基准尺长度的平均值为1269.513 mm,标准偏差为0.005mm。而借用的长度已知的基准尺长度,所得结果的平均值为1097.441mm,标准偏差为0.006mm。
3 结论
随着我国工业发展的速度不断加快,各种工业产品要求的精度不断提高,摄影测量已经在某些行业起着越来越重要的作用,尤其在天线加工生产过程中,面型的保证更加依赖于摄影测量系统。目前摄影测量系统使用频率更加高,基准尺的磨损也在加重,对基准尺的标定,乃至于日常性地、频繁地标定,就显得非常有必要。由于一般用户手中并没有专用测量检定设备,不能很好地对基准尺进行长度标定,因此本文提出了一种简便易行且精度很好的方法可以对基准尺进行很好的标定,即利用游标卡尺的方法摆脱了对高精度基准尺的依赖。试验结果表明,该方法可以有效地、高精度地标定出基准尺的实际长度,同时节省了生产成本、提高了生产效率。
[1] 杜小宇.数字近景摄影测量系统精度分析和控制[D].南京航空航天大学, 2008.
[2] 黄桂平.近景工业摄影测量关键技术研究与应用[D].天津: 天津大学, 2005.
[3] 甘晓川, 赫明钊等.一种摄影测量基准尺的校准方法及不确定性分析[J].计量学报, 2012,(5).
[4] 甘晓川.数字近景摄影测量系统中相机校准和长度测量误差校准[D].北京:中国计量科学研究院, 2012.
[5] 袁修孝,余俊鹏.高分辨率微型遥感影像的姿态角常差检校[J].测绘学报, 2008, 37(1).
A method for measuring the length of the scale-bar in digital photogrammetry
ZHAO Xiao-yang
(The54thResearchInstituteofCETC,ShijiazhuangHebei050081,China)
An easy method is introduced to measure the length of the scale-bar which is used in digital close range photogrammetry.In the measurement, a certified vernier caliper is used as a length reference.The length of the scale-bar is calculated by the proportional relationship between the displacement of the vernier caliper and the length of the scale-bar.An experiment is carried out to check this method and the result shows the length of the scale-bar could be measured rapidly and precisely with low cost.Meanwhile this proposed method is very suitable for the workshop operation.
Digital photogrammetry; Scale-bar; Length calibration
2016-12-28
赵晓阳(1985-),河北藁城人,硕士,工程师,研究方向为天线结构工艺.
1001-9383(2017)01-0044-06
TB22
A
