红套环加热装置设计、试验及应用
2017-07-10林锋羊小军
林锋,羊小军
(东方汽轮机有限公司,四川德阳,618000)
红套环加热装置设计、试验及应用
林锋,羊小军
(东方汽轮机有限公司,四川德阳,618000)
文章通过对红套环安装及拆卸需求的分析,设计出了满足红套环安装及拆卸的加热器,并通过对加热器通入燃气的燃烧性能试验、用加热器加热红套环与试验件的装配及拆卸试验,以及在汽缸水压试验中的成功应用,验证了该装置的可靠性及实用性。
红套环加热器,设计,试验,应用
0 引言
为满足市场降低能耗的需求,提高产品的竞争力,公司最新研制了超超临界660 MW机型,该机型高压内缸采用全新的筒形缸技术,即取消传统机组汽缸中分面连接螺栓,采用多级红套环进行紧固密封,其结构如图1、图2所示。
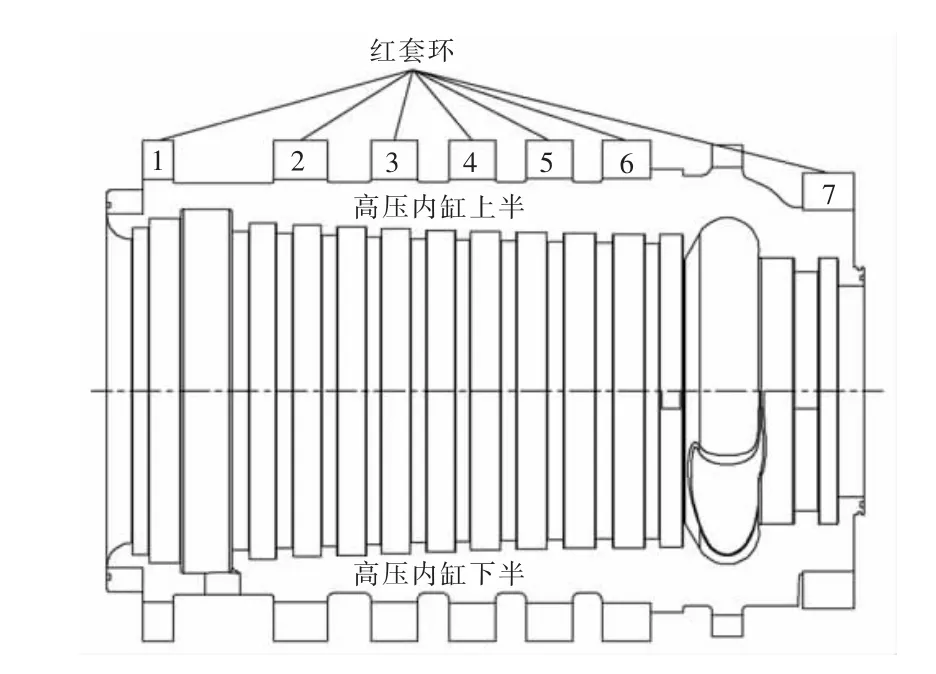
图1 红套缸结构图

图2 红套环典型结构
红套环与内缸采用大过盈量配合以保证上、下半内缸接合面具有良好的密封性能,且在机组运行过程中防止汽缸变形而使接合面产生间隙,对于这种大尺寸、大过盈配合件的装配,最好的方法就是通过加热红套环进行套装,因此我们针对该机型红套环的结构设计了一种专用的红套环加热器。
1 红套环加热装置设计及燃料选用
1.1 红套环加热装置功能需求分析
工件状态:筒形汽缸是在隔板、转子等通流部件间隙合格后,扣合上半隔板、内缸,然后进行红套环的套装。由于该状态转子、隔板均在缸内,故不可能采用立式套装的方式,只能是水平状态沿轴向进行红套环的套装工作。
加热方式:由于红套环在拆卸时只有采用火焰加热最方便,因此采用火焰加热的方式进行红套拆装工作。
火焰控制:燃料从喷嘴喷出就可以燃烧,但绝对达不到红套加热套装要求,因此燃烧火焰必须具备如下特性:
(1)火焰应具有较高的刚性,利于火焰调整,减少火焰损失。
(2)火焰温度要高,火焰中心出现缺氧状态,以利于燃料中的烷烃的裂解,产生更多的碳微粒,提高火焰温度及亮度。
(3)具有较大的火焰覆盖面积,利于工件的均匀受热。
(4)有较好的火焰可调性。
针对上述特性,决定采用引入压缩空气的方法,使燃气与压缩空气之间具有较大的速度差,形成喷出的火焰中部出现缺氧状态,利于燃料中的烷烃裂解、析碳,同时可以通过调整压缩空气的流量和喷出速度,达到调整火焰长度的目的。
通过上述分析,我们确定红套环加热器必须有如下功能:
功能一:加热装置具备加热功能。
功能二:加热装置具备固定工件及吊装功能。
功能三:加热装置具备调节火焰的功能。
1.2 燃料选用
通过对各种燃料特性的分析,适合红套加热的燃料为天然气和罐装丙烷气。
天然气的主要成分为甲烷,它本质上对人体无害,但天然气处于高浓度的状态,并使空气中的氧气不足以维持生命的话,还是会致人死亡;天然气在空气中达到一定比例时也会爆炸,它的爆炸极限下限为5%,上限为15%,因此使用时能比较容易避开爆炸极限,是一种比较安全的燃料。天然气是一种使用非常普遍的燃料,因此在布置有天然气管道的工作场所是首选的燃料。
罐装丙烷也称为液化石油气,丙烷有单纯性窒息及麻醉作用,人短暂接触1%丙烷,不引起症状;10%以下的浓度,只引起轻度头晕;接触高浓度时可出现麻醉状态、意识丧失;极高浓度时可致窒息。气体比空气重,能在较低处扩散到相当远的地方,遇火源会着火回燃。丙烷在空气中的爆炸极限下限为2.1%,上限为9.5%。该气体适合没有布置天然气管道的工作场合使用。
由于燃料均有爆炸的特性,因此必须严格按照燃气安全使用规范进行使用。
1.3 红套环加热器结构设计
根据上述对加热装置功能的分析,我们设计的红套环加热装置由两部分构成:(1)燃气混合装置,(2)红套环加热器。其结构说明如下:
(1)燃气混合装置
燃气混合装置由6个零件构成(见图3、图4),具体如下:

图3 燃气混合装置

图4 燃气混合装置实物
件1:混合装置主体,它由钢管焊接而成,保证燃气与压缩空气混合,组成可调节火焰的混合气体。
件2:压力表接口,用于监测混合空气压力。
件3:橡胶软管,用于将混合燃气引入加热器进行燃烧,左右对称各一根。
件4:燃气接口,共设6个接口,燃料为天然气时使用2个接口,其余接口用螺塞堵住;使用罐装气时6个接口需同时接上燃气。
件5:针阀,用于控制压缩空气留量。
件6:压缩空气接口,用于连接压缩空气。
(2)红套环加热器
红套环加热器由5个零件构成(见图5、图6),具体如下:
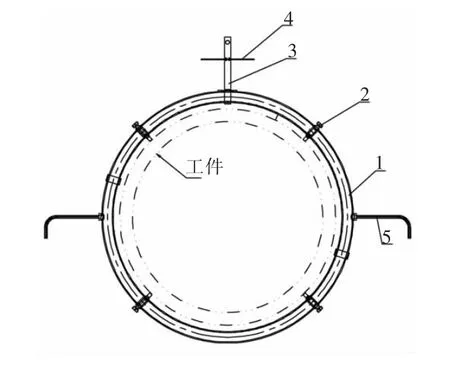
图5 红套环加热器

图6 红套环加热器实物
件1:加热器主体,采用钢管弯制焊接而成,在内侧钻2排共计178个φ2孔作为喷嘴,喷嘴出口与工件外圆间距离设计为60 mm作为燃烧加热空间。
件2:锁紧螺钉,在加热器上、下45°位置各设置1颗M36的锁紧螺钉,用来将加热工件固定在加热器上。
件3:吊臂,采用两块钢板拼焊而成,用于将加热器与工件的组合体悬吊于空中,吊臂必须能够绕加热器主体外圆自由转动,以保证工件的顺利起吊与放下。
件4:隔热板,用于隔开加热器与起吊钢丝绳,避免起吊钢丝绳直接受热。
件5:混合燃气连接管,用于将混合装置出来的混合燃气引入加热器,左右各设置一处。
2 红套环加热装置试验及应用
2.1 加热装置通气燃烧试验
为了检验加热装置的燃烧及火焰的可调性,在加热装置生产完成后,用一薄钢板弯制成一个圆环工装件来模拟产品工件加热状态,将工装件与加热器组合,然后通入燃气进行点火燃烧(见图7),通过调节压缩空气的流量,火焰的强度、亮度、温度达到了红套加热的最佳状态的蓝色火焰(见图8),试验结果表明加热装置具备进行下一步红套环与工装件红套拆装试验的能力。

图7 工装通气燃烧情况
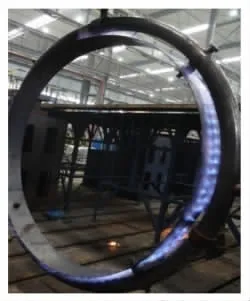
图8 通入压缩空气调节后
在试验过程中,由于混合装置与压缩空气、燃气接口孔径偏小,燃气及压缩空气进汽量不足,导致燃烧时火焰强度不够,无法达到工件的加热要求。针对这一情况,对混合装置的各个接口进行了将孔径变大的改进,并最终得到了满意的结果。
2.2 加热红套试验
为了确定加热装置能否将产品红套环加热到套装要求,对该加热装置进行了加热红套环的红套装配试验,具体如下:
将红套环装入加热装置中,用紧定螺钉将红套环固定在加热装置上,用起重设备将加热装置与红套环悬吊于试验件前(见图9),然后用软管连接加热装置与燃气混合装置,并将压缩空气及天然气与混合装置相连(见图10)。

图9 红套环与加热装置组合

图10 燃气混合装置连接
将加热器通气并点燃,调整火焰符合加热要求,通过红外测温仪适时监测红套环各部位温度变化情况(见表1),经过1 h左右加热(见图11),在红套环外环最高温度达到360℃,内环温度达到约118℃时,红套环内径达到装配间隙要求,然后将红套环顺利套在试验件上(见图12)。通过该试验的顺利完成,表明该加热装置满足设计的红套环装入的功能要求。

图11 红套环加热中

图12 红套环装入

表1 红套环加热温度变化情况
2.3 加热拆卸试验
为了确定加热装置能否将产品红套环从试验件上取下,对该加热装置进行了加热红套环的红套拆卸试验,具体如下:
在套装试验完成后,在红套环与试验件自然冷却到常温后,重新通入燃气进行加热拆卸试验(见图13),经过约1 h加热,红套环与试验件间隙达到可拆卸间隙要求,并顺利将红套环从试验件上取下(见图14)。

图13 加热红套环

图14 红套环顺利取出
红套环取出后,在自然冷却到常温后,对红套环的外圆及内径尺寸(见图15)进行检验,结果见表2,经对比红套环红套前,红套环尺寸仅发生轻微变化,符合设计性能要求。拆卸试验的顺利完成表明设计的加热装置完全满足红套内缸的要求,具备在产品上使用的条件。
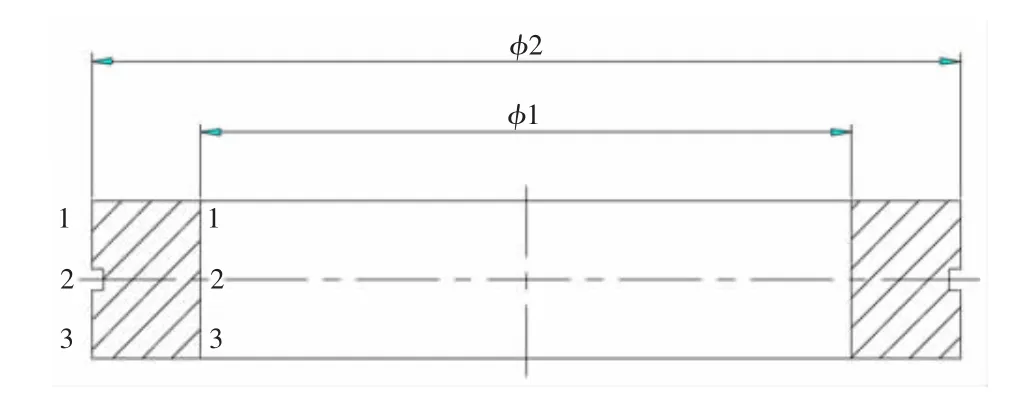
图15 红套环取下后尺寸复验

表2 红套环红套前后尺寸变化情况
2.4 汽缸水压试验中的应用
在顺利完成红套套装及加热拆卸的试验后,将该加热装置在汽缸水压试验中进行了首次应用,通过加热装置将各个红套环加热到符合安装要求的尺寸,顺利地将各红套环套装在汽缸上(见图16、图17),该红套环加热装置在汽缸水压试验红套中的成功应用,表明红套环加热装置的各种设计参数完全符合汽缸红套装配的要求。

图16 加热红套环

图17 红套环成功完成套装
3 结束语
红套环加热装置的设计、试验的成功完成,以及成功在汽缸水压试验红套中的应用,标志着设计的红套加热装置完全满足该类型汽缸的红套装配要求,该红套环加热装置的成功应用,为以后这类型汽缸的红套装配打下了坚实的基础。
[1]李方运.天然气燃烧及应用技术[M].北京:石油工业出版社,2002,12.
Design,Test and Application of Shrink Ring Burner
Lin Feng,Yang Xiaojun
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
By installing and disassembly requirements analysis of shrink ring,the shrink ring burner for shrink ring installing and disassembly was designed.The reliability and usability were proved by the function test of shrink ring burner burning,and the test of installing and the shrink ring on the test part by the burner heating,and successful application of water pressure test in cylinder.
shrink ring burner,design,test,application
TK266
B
1674-9987(2017)02-0026-05
10.13808/j.cnki.issn1674-9987.2017.02.007
林锋(1975-),男,工程师,1997年毕业于西安交通大学热力涡轮机工程专业,长期从事汽轮机总装技术服务工作。
