轨道客车弹性粘接技术及工艺研究
2017-07-03侯敏俏孙玉英谢静思
赵 辉,侯敏俏,孙玉英,李 唯,谢静思,潘 乐
(中车唐山机车车辆有限公司,河北 唐山 063035)
轨道客车弹性粘接技术及工艺研究
赵 辉,侯敏俏,孙玉英,李 唯,谢静思,潘 乐
(中车唐山机车车辆有限公司,河北 唐山 063035)
随着对轨道客车车身舒适性、轻量化的要求越来越高,轨道客车中弹性粘接技术逐渐替代传统的铆接、焊接工艺。弹性粘接技术具有应力分布均匀、隔音和减震等优点。综述了弹性粘接技术的特征及在轨道客车制造中的应用,并以单组分湿气固化聚氨酯胶粘剂粘接为例,详细研究了弹性粘接工艺,包括粘接环境、表面处理、施胶和粘接后处理等。
轨道客车;弹性粘接;聚氨酯胶粘剂
随着我国经济的发展及人民生活水平的提高,对轨道客车车身的舒适性、轻量化的要求越来越高。轨道客车车身制造中以往采用铆接、焊接等传统工艺,因焊接容易产生应力集中和焊接变形,且本身工艺复杂,在某些特殊的领域已被粘接工艺逐渐取代。
弹性粘接技术是采用弹性粘接胶粘剂作为媒介、将材料连接在一起的方法。弹性粘接胶粘剂是指固化后形成弹性体材料,具有橡胶弹性和一定粘接强度的胶粘剂,一般包括聚氨酯、有机硅、橡胶型、热熔胶和硅烷改性聚醚等胶粘剂[1]。
弹性粘接工艺具有以下优点:①应力分布均匀,粘接应力分布在整个黏合面上,避免了应力集中,耐疲劳强度提高;②隔音降噪,减震;③满足轻量化的要求;④连接不同金属,防止发生电化学腐蚀。
但也存在缺点:①热稳定性有限,一般胶粘剂使用温度上限为177 ℃;②需要复杂的表面处理;③固化时要求保证环境温湿度和粘接件温度;④需要很长的固化时间;⑤易对气候和化学影响敏感[2]。
1 轨道客车的弹性粘接工艺
轨道客车弹性粘接按其用途主要分为粘接与密封2种。高速动车组一般设计时速为350 km/h以上,因此,对结构件要求的粘接强度较大,且固化后能够承受较高载荷,为此要采用结构胶粘接。如前后风挡玻璃、侧窗玻璃等,宜采用结构胶粘剂,例如:Sika 265、Sika 254、Dow 7120等。非结构件是受力较小的部件,一般采用密封方式,如门窗、地板和内装系统等各种装饰材料的密封,可采用粘接强度较低的非结构胶粘剂,例如:Sika 221、Dow 1011等。
目前,轨道客车弹性粘接一般采用单组分湿气固化聚氨酯胶粘剂,该类型胶粘剂具有较高的剪切强度、合适的弹性模量、低挥发性气味及无腐蚀等特点。
1.1 粘接环境
单组分湿气固化聚氨酯胶粘剂粘接的相对最佳温湿度条件是:温度23 ℃,相对空气湿度50%。温度太低会导致固化速率降低,太高使固化反应加快,操作时间缩短,不利于施工;同样,湿度太低会导致固化速率降低,太高会加速固化,因该胶为从外向内固化,外层固化太快,会在外层形成致密的“硬壳”,阻止湿气进一步进入胶条内部,导致内层固化太慢或永不固化。因此,实际施工时一般要求温度为15~30 ℃;相对空气湿度为30%~70%。单组分聚氨酯胶粘剂固化过程随时间变化的曲线如图1所示。由图1可知:随着时间的推移,单组分湿气固化聚氨酯胶粘剂的固化速率不断减慢。

图1 单组分聚氨酯湿气固化的固化过程Fig.1 Curing process of one-component moisture curable polyurethane
1.2 粘接前的表面处理
1.2.1 打磨
打磨前须提前进行清洁处理,否则会造成循环污染,导致残留物(油脂等)“进入”表面难于去除。选取60#~80#砂纸“十字交叉”方式打磨,即一遍打磨完毕后,第2遍打磨方向与第1遍垂直。打磨的作用是去除表面多余层,增加表面粗糙度,增大粘接面积。
1.2.2 清洁
一般采用无纺布蘸取清洁剂进行清洁操作。
清洁剂的选择标准为:①能够清除基材表面所有可溶解的污染物(极性清洗剂溶解极性污染物,非极性清洗剂对表面非极性污染物有较好的处理效果);②不会导致基材溶胀、溶解或降解;③挥发无残留,满足安全及环保法规,价格合理等。
清洁的操作方法:用无纺布蘸取清洁剂沿一个方向擦拭粘接表面,直到无纺布擦拭面干净,晾置至溶剂完全挥发。防止在粘接表面上反复擦拭,造成二次污染。擦拭操作方法如图2所示。
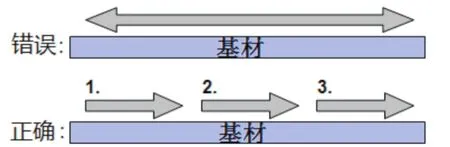
图2 清洁操作方法示意图Fig.2 Schematic of cleaning operation
1.2.3 活化
活化的作用是提高粘接表面的表面能,促进粘接。操作方法与清洁的操作方法相同。
1.2.4 底涂
使用前将底涂剂摇匀,用毛刷蘸取底涂剂并在基材表面涂抹一薄层,晾置30 min至2 h,保证完全干燥。
摇匀的目的是将底涂剂中的溶剂与黏附促进剂等(异氰酸酯预聚体)混合均匀。
刷涂均匀薄层的目的是因为底涂剂本身内聚力较小,涂层太厚容易撕开造成粘接失败。底涂剂是通过化学键和物理相互作用共同起作用以增加粘接的附着力。
1.3 施胶
施胶量是根据涂胶的工艺要求和接头形式的不同而定。将胶嘴切成三角形,切口底边越大,出胶量越多。在粘接表面涂胶时,胶嘴应尽量与粘接表面垂直,胶嘴切口背向胶柱行走方向,胶条截面为三角形,其顶端高出粘接面2~3 mm[3]。涂胶形式为三角形,涂胶高度为粘接厚度的2倍,三角形形状是为了防止粘接后胶体内部有气泡产生。
1.4 粘接后处理
由于聚氨酯胶粘剂初始强度较低,粘接件需要固定。在温度为23 ℃、相对空气湿度为50%的环境中,单组分湿气固化聚氨酯胶固化速率为2~3 mm/24 h,12 h内不应承受震动及较大的冲击力。
对于多余或污染的残胶,如未固化,可以用酒精、异丙醇等有机溶剂擦除,如已经固化,则只能用机械方法去除。对于有外观要求的表面,可以用手蘸取平滑剂,抚平胶面,达到平滑美观。
2 粘接后效果
按照上述轨道客车弹性粘接工艺要求,分别用玻璃样块、带底漆面漆的A4铝合金样板,参考DVS1618—2002轨道机车车辆中的弹性厚膜粘接标准做胶条切割测试。
2.1 胶条切割试验
1)按表2要求对样板进行表面处理,清洁剂晾置10 min,活化剂晾置10 min,底涂剂晾置30 min。
2)在清洁区域打胶,胶条宽度约为1~1.5 cm。
3)在室温下固化7 d。
4)固化结束后,按照DVS 1618—2002中附件3提供的方法进行检测。

表2 表面处理方式Tab.2 Surface treatment manner
上述试验在23 ℃,RH50%环境条件下进行。
2.4 检测结果
胶条切割试验能够定性反映胶粘剂与底材的粘接强度,并且能够验证不同基材的工艺施工性。根据表3中的评估标准对试验结果进行粘接等级评定,结果如表4所示。
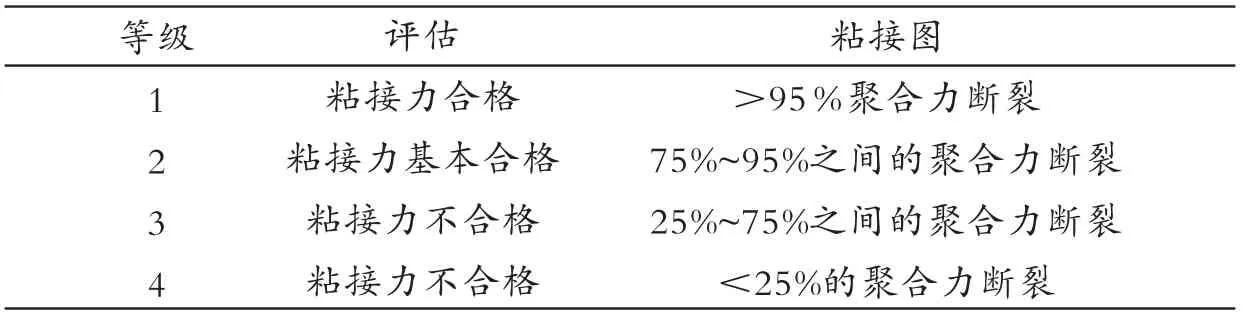
表3 胶条切割的试验评估Tab.3 Evaluation criteria of strip cutting test
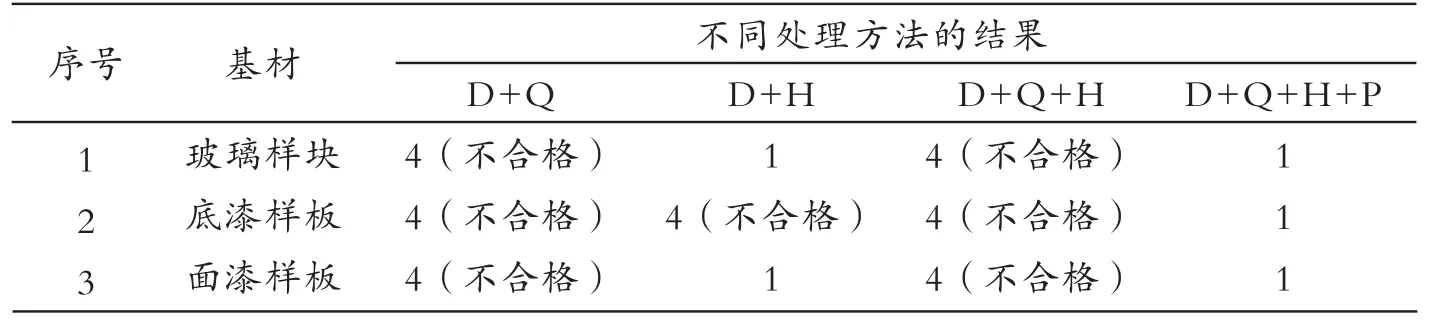
表4 胶条切割的试验结果Tab.4 Results of strip cutting test
3 总结
(1)弹性粘接必须在温度为15~30℃、相对空气湿度为30%~70%的环境下进行,以便于施工及保证粘接质量。
(2)单组分湿气固化聚氨酯胶粘剂从胶层外部向内部固化,且固化速率随着时间的推移逐渐减慢。
(3)表面处理是形成较佳粘接的先决条件,必须严格按照表面处理操作的技术要求执行。
(4)玻璃样板表面处理方式为打磨+活化、打磨+清洁+活化+底涂,胶条剥离等级为1级;底漆样板表面处理方式为打磨+清洁+活化+底涂,胶条剥离等级为1级;面漆涂层铝合金样板表面处理方式为打磨+活化、打磨+清洁+活化+底涂,胶条剥离等级为1级。
(5)通过分析单组分湿气固化聚氨酯胶粘剂施工工艺,剖析了弹性粘接施工工艺技术要求,为今后其他部件的弹性粘接施工提供了依据。
[1]李盛彪,黄世强,王石泉.胶黏剂选用与粘接技术[M].北京:化学工业出版社,2002,56.
[2]白红权.胶粘剂在客车制造中的应用[J].客车技术与研究,2006,28(4):49-51.
[3]汪维波.单组分聚氨酯胶粘剂在客车上的应用[J].粘接,2006,27(1):51.
Study of elastic bonding technique and process for railway vehicle
ZHAO Hui, HOU Min-qiao, LI Wei, SUN Yu-ying, XIE Jing-si, Pan Le
(Manufacture Center, CRRC Tangshan Co., Ltd., Tangshan, Hebei 063035, China)
With the more and more requirements of comfort and lightweight of railway vehicle body, the elastic bonding technique gradually replaces the traditional welding and riveting. It owns several advantages including uniform stress distribution, noise insulation, vibration damping etc. This paper introduced the characteristics of elastic bonding technique, the use of elastic bonding technique in railway vehicle manufacturing, the curing mechanism and the important technical parameters of adhesives, and by taking one component moisture curing polyurethanes as the example, studied the elastic bonding technique in detail, including construction environment, surface treatment, bonding, bonding posttreatment.
railway vehicle; elastic bonding; polyurethanes
TG494
B
1001-5922(2017)06-0062-03
2017-01-06
赵辉(1984-),男,工程师,研究方向:轨道客车粘接工艺研究。E-mail:Zhaohui2@tangche.com。