聚氨酯胶粘剂在地铁车辆侧窗粘接中的应用
2017-07-03赵世红薛海峰魏培欣郑云昊方振卫
赵世红,薛海峰,魏培欣,张 猛,郑云昊,方振卫
(中车南京浦镇车辆有限公司,江苏 南京 210031)
聚氨酯胶粘剂在地铁车辆侧窗粘接中的应用
赵世红,薛海峰,魏培欣,张 猛,郑云昊,方振卫
(中车南京浦镇车辆有限公司,江苏 南京 210031)
介绍了单组分聚氨酯胶粘剂的粘接技术、原理、特点及其在地铁车辆装备过程中的应用。以地铁车辆侧窗玻璃粘接为例,简述了聚氨酯胶粘剂的粘接工艺和质量管控。
地铁车辆;单组分聚氨酯胶;粘接工艺;质量控制
随着新材料、新技术的广泛应用和发展,目前,无论是普通客车还是地铁车辆、航天航空制造等领域,大量应用着轻量化装配部件(玻璃钢材料、镁肽合金材料和铝蜂窝材料等),胶粘剂材料也在其中占据了重要的地位。粘接技术相对传统焊接技术和机械紧固技术而言,具有可连接不同材质、形状基材,粘接区内应力分布均匀,粘接部位密封性良好、耐腐蚀以及防锈等诸多优点,在轨道交通车辆中的应用越来越广泛。本研究以地铁车辆侧窗玻璃粘接为例,简述了聚氨酯胶粘剂的粘接原理、粘接工艺及质量管控。
1 聚氨酯胶粘剂粘接原理
单组分聚氨酯玻璃胶粘剂是一种反应型粘接胶,其主体材料中含有异氰酸酯基团,在室温下,空气中的湿气将一部分异氰酸酯基团转变成氨基基团,氨基基团和剩余的异氰酸酯基团进一步反应,固化形成了高强度弹性体。这种胶粘剂是以空气中的微量水分作固化剂,对湿气比较敏感。另外,单组分聚氨酯胶的固化还受水分在胶中渗透率的影响,通常是表层先固化,再缓慢扩展到内层,完全固化一般需要数天。
2 侧窗玻璃粘接工艺
(1)工作前准备:一般情况下,对工作场地的温度要求15 ℃≤T≤35 ℃,湿度要求30%≤RH≤70%。工件、物料在粘接前须室温放置8 h以上,员工要穿戴好劳保用品,所有的物料需合格,没有外观缺陷(划伤、破损和裂纹等),胶粘剂在保质期内。
(2)打磨前清洁:使用干净的无纺布蘸取清洁剂清洁待粘接和密封面,清洁时要单向进行,禁止来回擦拭,在擦拭过程中要不断更新和翻折无纺布, 直到无纺布上看不到污渍为止。清洁剂挥发后(一般在10 min以上),粘接表面必须干燥、无油脂、无灰尘以及无疏松颗粒层。
(3)打磨:用百洁布打磨车体窗框区域及铝窗框待粘接表面,要求车体油漆面打磨后无油漆光泽,窗框区域露出金属本色;打磨完成后8 h内必须完成粘接,否则需重新打磨。
(4)打磨后活化:用吸尘器吸去打磨产生的粉尘,用干净无纺布擦去表面浮灰,然后用干净无纺布蘸取配套的活化剂擦拭车体窗框四周待粘接表面,去除灰尘及其余残留物;活化剂清洁后必须等待干燥最少10 min。
(5)划线定位、贴屏蔽胶带:用60 mm宽纸胶带(边缘不留间隙)沿车体窗框及玻璃四周进行粘贴防护,纸胶带粘贴必须无间断、无气泡和无毛刺,直线段平直,圆弧段平滑过渡,且边缘必须压紧!
(6)底涂涂刷:为了提高胶粘剂与材料之间的粘接力, 在粘接前需要进行底涂。在车体窗框及玻璃四周待粘接位置(包括所有胶接触位置)用海绵沿一个方向分别均匀涂抹薄薄一层配套的底涂剂,干燥10 min,底涂剂干燥后需在4 h内完成粘接。
底涂涂抹要求:底涂越薄越好,充分覆盖粘接面,不漏底,底涂涂抹不允许涂抹2次,底涂剂使用前需摇晃均匀,要求容器内的小球自由滚动并发出撞击声再继续摇晃1min以上。
(7)侧窗粘接:①粘接位置初定—操作吸盘从车体窗框处伸入车体吸起玻璃,缓慢回拉,使用压紧工装及调整垫块调整好位置,要求玻璃外表面低于车体外表面0~3 mm,对边间隙差不大于2 mm,尺寸超差时不允许粘接,记下调整垫块的厚度值并移走玻璃;②橡胶垫粘贴—将橡胶垫使用Sika265粘接在车体窗框粘接区域,每边各2个,均匀布置;③裁剪胶嘴—胶嘴成斜口约45°角,孔径约10 mm;④打胶—使用气动胶枪在车体窗框四周均匀涂打Sika265,打胶时将胶挤成三角形,底部宽约20 mm,高度不小于20 mm,打胶需连续,不得有间断,不允许重复打胶,打胶位置如图1所示,开始注胶到玻璃粘接完成时间不允许超过30 min,用计时器计时,并在《产品质量记录表》中记录;⑤粘接—操作吸盘从车体窗框处伸入车体吸起玻璃,缓慢回拉,调整好位置,压在窗框胶上,使用玻璃定位工装放在铝窗框下台阶面处辅助调整玻璃位置使玻璃四周距车体边框均匀,对边间隙差不大于2 mm,玻璃装配后保证有粘接胶从玻璃侧面溢出,玻璃压在窗框胶上后不允许回退。
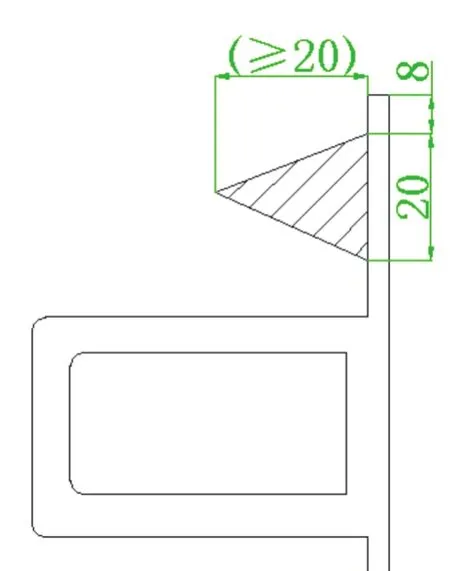
图1 打胶位置图Fig.1 Schematic of sealant installation location
(8)固化:使用玻璃压紧工装压紧玻璃,并调整压头的位置,检查玻璃四周,使玻璃外表面低于车体外表面0~3 mm,松开玻璃吸盘并移走。用刮刀将玻璃四周溢出的胶刮除,保证四周间隙处胶面平整,撕下纸胶带。若车体及玻璃非粘接表面上有残胶,使用干净无纺布蘸取Sika remover208清洁剂清洁干净,Sika remover208禁止触碰已粘好的粘接胶。玻璃粘接完成后,在粘接环境下静置24 h以上,期间不可移动或剧烈震动车辆,静置24 h后,拆除压紧工装。
(9)伴随样板:伴随样板尺寸为A4纸大小,材质同车体、窗框一致,如图2所示。在侧窗粘接过程中,进行粘接样板制作(清洁、打磨、活化、底涂和打胶)。随车样板粘接区域打胶(宽约10 mm,高约10 mm,长度约150 mm),共2条。在样板背面用记号笔标注操作时间及样板编号,在《随车样板粘接质量记录表》中记录制样环境、清洁剂、活化剂、底涂、胶的批次号、有效期、晾干时间、操作时间、完成时间、样板编号、对应车号及施工人员姓名。
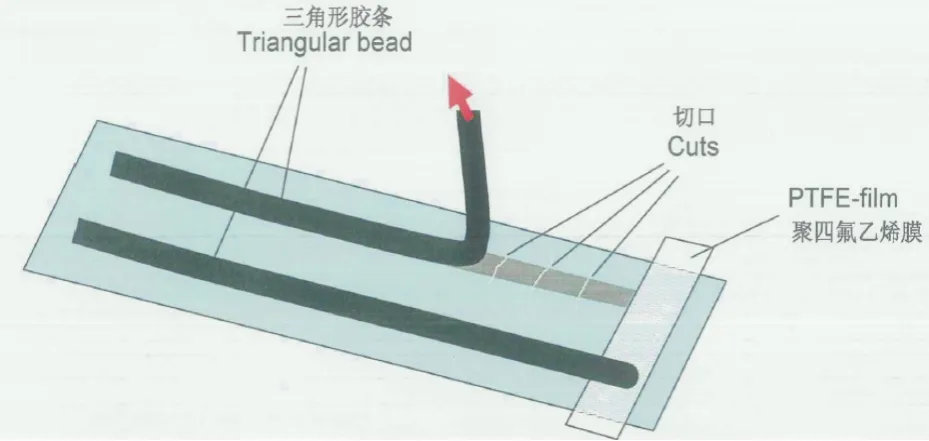
图2 伴随样板Fig.2 Concomitant sample plate
3 粘接管理及质量控制
由于粘接工艺的特殊性,胶层可能存在的隐性问题只有在粘接结束后很长一段时间才能显现。所以在施工过程中要加强粘接管理,每道工序实行自检与专检相结合,确保所制定的工艺得以实施。同时必须完善粘接管理制度,工艺人员和粘接管理人员不定期对生产过程进行检查,尽可能消除不利因素,以确保粘接质量。
(1)人员管理
侧窗粘接作业人员必须持有EAB操作证书。公司定期组织生产操作员工进行资质考试及培训。
(2)环境要求
侧窗粘接工艺是根据合同要求及设计强度要求选型的。粘接材料制定环境要求:温度为15~35 ℃,相对湿度为30%~70%。保证车间环境清洁,尽可能消除影响粘接质量的环境因素。现场的“5S”甚至“6S”管理能让整个粘接厂房处于洁净状态,使现场操作人员工作更舒坦。
(3)设备工具管理
生产现场配置设备管理人员和工具管理人员,做好粘接厂房各类设备、工具的定期检查和调试,同时做好记录,明确问题原因及解决方案、解决时间。设备出现故障时,及时联系维修,确保生产顺利进行,消除粘接质量问题中的设备因素。
(4)工艺管理
粘接工艺文件中,需对整个粘接过程的每个操作细节进行量化、标准化,对所有可能引起隐性质量问题的操作工序都进行严格控制,同时要求每辆车粘接时须有相应的工作记录表和工作准备单。工作记录表除要求记录每个工序使用的材料名称、用量、批次以及材料的有效使用时间等原材料信息外,还需要记录操作时的温度、湿度、开工时间和完工时间,并且每辆车都会随车制作一块样板与车体一同粘接,以备进行粘接破坏性质量检查和后续进行追溯性检查。
(5)物料管理
根据DIN 6701标准要求,侧窗粘接胶粘剂必须用专用化工运输车辆运输,来料必须进行检测,符合产品技术要求时才可入库。现场施工物料必须填写施工记录单,保证胶粘剂型号、批号及保质期的正确性。
(6)质量控制
严格的质量管理是要求每道工序必须严格按工艺文件执行,严格控制环境要求,控制干燥时间。每位操作员工在操作结束后需对自己的操作进行自检并签字确认,然后由质检人员对班组的产品进行专检并签字确认,如有质量问题,质检人员通过NCR系统通知车间、设计及工艺等部门,评审并明确解决方案,返工后再由质检人员确认。在进行了自检和专检确认合格后产品方能流入下一工序。工艺人员和生产管理人员要不定期对生产过程进行检查,以确保粘接质量。
4 结论
地铁车辆侧窗粘接质量的好坏直接影响地铁车辆的使用寿命和美观效果。因此,要严格执行工艺标准,从人、机、料、法、环和测等质量六要素出发,因地制宜,系统完善地实施粘接工艺过程。
[1]王孝忠.浇注型聚氨酯橡胶与金属粘合用底胶的研究及应用[J].粘接,1992,13(3):24-26.
[2]北京粘接学会编译.胶粘剂技术与应用手册[M].宇航出版社,1991.
[3]张开主编.粘合与密封材料[M].北京:化学工业出版社,1996.
[4]山西省化工研究所.聚氨酯弹性体手册[M].北京:化学工业出版社,2001,397—340.
[5]许文红,张宝锋,徐世海.弹性粘接技术在客车上的应用[J].客车技术与研究,2001,23(2):26-27.
Application of polyurethane adhesives in bonding on metro vehicle side window
ZHAO Shi-hong, XUE Hai-feng,WEI Pei-xin, ZHANG Meng, ZHENG Yun-hao, FANG Zhen-wei
(CRRC Nanjing Puzhen Rail Transport Co., Ltd., Nanjing, Jiangsu 210031, China)
This article introduced the principle, characteristics and application in manufacturing process of metro vehicles for the bonding technique of one-component polyurethane adhesive. By using the bonding of metro vehicle side window glass as the example, the bonding process and its quanlity control of polyurethane adhesive were briefly described.
metro vehicle; one-component polyurethane; bonding process; quality control
TQ437
A
1001-5922(2017)06-0059-03
2017-01-18
赵世红(1978-),女,高级工程师。主要从事轨道车辆粘接、涂装工艺研发。E-mail:2466343492@qq.com。